Для начала следует аккуратно выровнять поврежденную трубку при помощи напильника или точильного камня, перед этим надев на неё штуцер. Обязательно проверяйте, чтобы срез трубки был ровным и строго перпендикулярным. Для этого совместите торцы трубки и штуцера. Если край будет скошен или на нем останутся заметные дефекты, это негативно скажется на герметичности и прочности полученного соединения.
Как развальцевать медную трубку: с инструментом и без
Зачем это нужно? Из-за своих замечательных физических и химических свойств медные трубки находят свое применение в автомобилях, системах кондиционирования, а также в различных видах промышленного оборудования. Когда нужно заменить устаревшую трубу, не всегда удается найти подходящий диаметр. В таких случаях на помощь приходит процесс развальцовки.
Методы развальцовки медных трубок. Для качественной развальцовки используются специальные инструменты и оборудования. Это гарантирует высокий уровень выполнения операции. В экстренных ситуациях можно адаптировать подручные средства для достижения необходимого результата.
Из этого материала вы узнаете:
- Принципы развальцовки медных трубок
- Необходимые инструменты и приспособления для развальцовки
- Критерии для выбора развальцовщика
- Технология развальцовки медных трубок
- Методы развальцовки тормозных медных трубок без профессиональных инструментов
- Часто задаваемые вопросы о процессе развальцовки медных трубок
Принципы развальцовки медных трубок
Развальцовка — это метод радиального пластического деформирования конца трубки, который используют для соединения трубопроводов и гидравлических систем. Эта технология очень популярна, особенно при необходимости закрепления частей конструкций, таких как паровые котлы, парогенераторы, конденсаторы и маслоохладители, а также всех видов теплообменников.

Обработка труб, сделанных из меди и её сплавов, имеет определённые особенности:
- Развальцовке поддаются трубки с различной толщиной стенок, что влияет на внешний или внутренний диаметры;
- Процесс развальцовки может иметь свои уникальные моменты в зависимости от предварительной термообработки материала или механической обработки.
Во время развальцовки трубку растягивают с целью изменения её диаметра. Современное оборудование позволяет получать развальцованный конец с высокой качественной поверхностью, что обеспечивает максимальную герметичность соединений.
В наше время эта технология широко применяется, поэтому правильное проведение развальцовки медных трубок и понимание, когда использовать данный метод, является крайне важным. К распространённым причинам, когда применяется развальцовка, относятся:
- Необходимость изменения сечения трубки, например, когда требуется получить овальное сечение на её конце;
- Часто данный метод используется, когда необходимо изменить внутренний и наружный диаметр трубки для улучшения герметичности соединения;
- Получение трубки необходимой формы и диаметра, когда не удается найти в продаже деталь с заданными параметрами;
- Изменение конфигурации и размеров трубки, чтобы адаптировать её к специфическим условиям эксплуатации.
Кроме того, развальцовка часто используется в ювелирном искусстве и при создании декоративных элементов. Для выполнения таких работ используются различные специализированные инструменты, например механические конусные развальцовщики.
Характеристики вальцовки меди и выбор материала
Медь, которая поступает в продажу для производства труб (например, для водоснабжения и систем кондиционирования), отвечает требованиям ГОСТ 32598-2013 (трубы для водо- и газопроводов) и ГОСТ 617-2006 (круглые медные трубки общего назначения). Основные различия между этими стандартами заключаются в следующих аспектах:
- Размерный ряд медных труб по второму стандарту варьируется от 3 до 360 мм, тогда как по первому — от 6 до 267 мм.
- Для трубопроводов используются трубы из жесткой или полужесткой меди. Для изделий общего назначения применяются трубы из мягкой, полужесткой и жесткой меди, включая высокопластичные сорта.
- Лимит толщины стенки труб колеблется от 0,8 до 10 мм (и от 0,5 до 3 мм соответственно).
Исходя из этого, для более сложных профилей трубопроводов, с целью избежать растрескивания труб при развальцовке, предпочтительнее выбирать мягкие трубы по ГОСТ 617-2006, а для усиленной прочности – трубы, изготовленные по ГОСТ 32598-2013.
Медь объявлена одним из наиболее пластичных металлов, благодаря чему усилия, необходимые для её пластического деформирования, невелики, что уменьшает риск возникновения брака.
Ключевыми условиями развития вальцовки медных трубок являются то, что деформируемый металл подвергается в основном растягивающим напряжениям. В таких условиях пластичность меди снижается, поэтому фиксируют недеформируемую часть трубки с помощью держателей. Угол конуса при развальцовке не должен превышать 120 градусов.
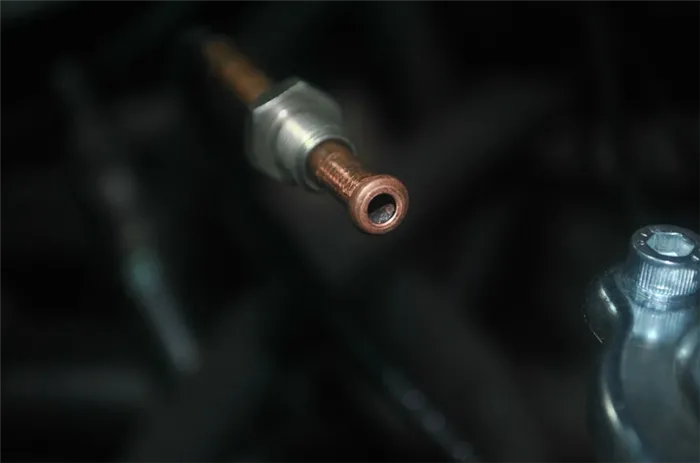
Схема процесса вальцовки
Совет: для повышения пластических свойств (в первую очередь, степени деформации) меди можно частично разогреть конец трубки перед вальцовкой. Однако подобная практика не рекомендована для труб с тонкими стенками.
Оборудование для выполненной вальцовки
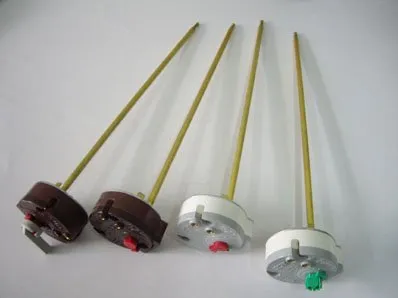
Для выполняемой вальцовки силовые нагрузки обычно невелики, даже при наличии толстостенных заготовок, поэтому вальцовочные машины не являются строго необходимыми. Исключение составляют трубки из нержавеющей стали. На практике используются комплекты для развальцовки, которые включают сердечник и набор расширительных инструментов. Их можно приобрести в любом хозяйственном или сантехническом магазине.

Внешний вид расширительного набора для вальцовки труб
При обращении с заготовками из жесткой и полужесткой меди целесообразно сначала выполнить отжиг развальцовываемой секции. Для этого подойдет обычная паяльная лампа. Хотя медь обладает низкой теплопроводностью, не рекомендуется держать заготовку незащищённой рукой, так как это может вызвать ожоги. Признаком завершения отжига служит изменение цвета обрабатываемого участка — переход в красный оттенок.
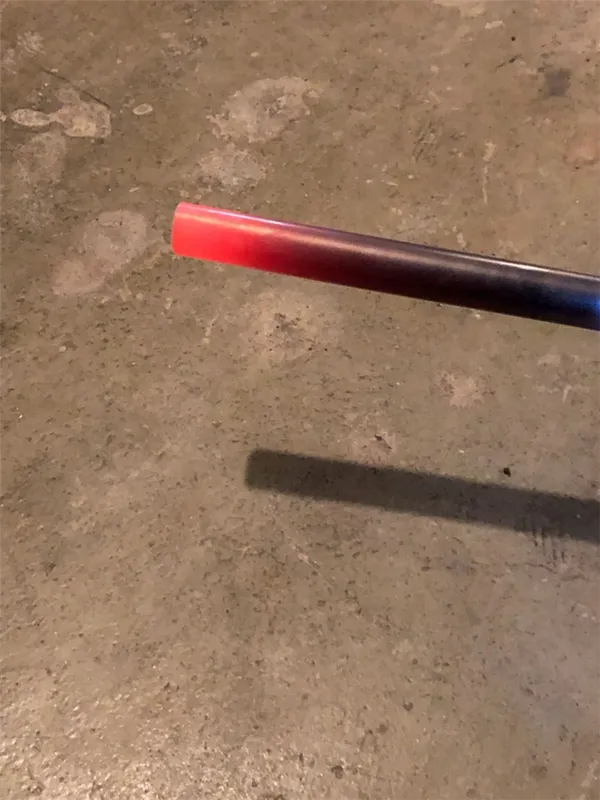
Нагрев одного из торцов заготовки под вальцовку
Каковы этапы вальцовки медных трубок?
Процесс вальцовки состоит из следующих последовательных шагов:
- Обрезка трубки до необходимого размера.
- Удаление заусенцев.
- Установка заготовки в одно из отверстий матричного блока.
- Размещение соединяющего фитинга на недеформированной части медной трубы.
- Проведение процесса развальцовки.
- Соединение подготовленного отрезка с использованием стяжной гайки.
Для точного выполнения реза лучше всего использовать специальный роликовый труборез. Можно также воспользоваться ножовкой с новым полотном. Однако такой метод может привести к неровным краям обреза, что в свою очередь может стать причиной неудачного соединения или утечек в трубопроводе.
Совет: для зачистки края среза от заусенцев подойдет простая отвёртка. Не забудьте следить, чтобы остатки металла не попали внутрь трубки.
Сам процесс развальцовки осуществляется так: трубка фиксируется в матричной форме, оставляя обрабатываемым краем участок длиной не менее диаметра трубы. После этого следует вручную закрутить сначала ближайшую, а затем дальнюю барашковую гайку, удостоверившись в том, что блок достаточно плотно зажимает трубку.

Расположение развальцовываемой части трубки в матричном блоке
Расширитель устанавливают над раструбом так, чтобы его острие находилось точно по центру трубки. После того как он установлен сверху матричного блока, развальцовка осуществляется посредством ввинчивания рабочей головки с коническим сердечником на требуемый угол. Уровень деформации трубы следует определять визуально.
Совет: иногда развальцовка может оказаться неравномерной, поскольку при повороте винта расширителя трубопровод может немного смещаться. Следует обязательно проверять соосность перед началом деформации, так как в противном случае вам, возможно, придется заново отрезать трубу!
Процесс завершен. На рисунке ниже демонстрируется правильно развальцованный участок.
Методы развальцовки узкой медной трубки подручными средствами
Нередко поломки автомобилей случаются внезапно, когда необходимые инструменты отсутствуют, а ближайшее место для ремонта – далеко. Если вам нужно развальцевать маленькую медную трубку прямо на дороге, можно воспользоваться обыкновенным гвоздем или крестовой отверткой. Главное, чтобы подручный инструмент был уже диаметра трубки.
Для начала следует аккуратно обрезать и зачистить поврежденный край трубки, а затем вставить в него гвоздь на глубину не более полсантиметра. Также можно для надежности зафиксировать край трубки, например, надев на неё гайку. После этого требуется вращать гвоздь круговыми движениями. Это позволит постепенно увеличить диаметр отверстия и выполнит достаточно ровную развальцовку с помощью метода воронки, что обеспечит герметичное соединение.
Типы развальцовки медных трубок
Существует три основных типа развальцовки:
- Метод воронки. Это наиболее классический подход, при котором торцевая часть трубы просто увеличивается в диаметре. Чаще всего такая развальцовка применяется для дальнейшей пайки. Переход получается плавным, без резких перепадов, и напоминает усечённый конус. Такой способ можно выполнить с помощью подручных средств или ручных инструментов.
- Метод грибка. Après расширения воронки происходит сужение, что обеспечивает более высокую степень герметичности соединения. Процедура достаточно проста, но требует специального инструмента.
- Двойная воронка. Сначала происходит развальцовка методом грибка, а затем применяется конусное отверстие. Крайние части грибка входят внутрь трубки, образуя воронку с утолщенными стенками. Эта техника используется, когда необходимо создать многоразовые соединения.
Используя довольно примитивный ручной инструмент в домашних условиях, вы можете выполнить процедуру, за которую в специализированной мастерской попросили бы немалую сумму. Мы рекомендуем сначала попробовать развальцевать небольшое отверстие, чтобы привыкнуть к инструменту, а затем переходить к более серьезной деформации медных трубок.
Необходимые инструменты и приспособления
Какие бы операции вы не проводили как в промышленном производстве, так и домашних условиях, необходимо придерживаться стандартных правил и последовательности работы:
- Зажим. Он необходим для надежного крепления трубки, с которой вы собираетесь работать, а также для изменения её конечной формы;
- Трещотка. Оборудование для регулировки силы давления на обрабатываемый участок трубки;
- Конус (воронка). Этот инструмент играет ключевую роль в процессе изменения и расширения диаметра медного изделия на месте стыковки — он идеально подходит для работы с глазированными и податливыми металлами, как меди и алюминия.
Развальцовка может быть необходимым этапом перед процессом сварки медных труб. Сначала трубы с различными диаметрами нужно привести к единому размеру. Только после выполнения операции развальцовки можно переходить к пайке. Чтобы спаять медную трубку потребуется следующее:
- горелка;
- шлифовальная бумага;
- трещотка;
- припой;
- флюс (для меди лучше всего подходит канифольный).
Допустим, вам нужно припаять медную трубку к фитингу для углового соединения. Используйте мягкий припой. Для этого возьмите трубку и фитинг, зачищайте трубку наждачной бумагой или гибким абразивным материалом для максимального удаления несоответствий перед пайкой. Затем вам необходимо взять флюс пасту — смесь, необходимую для борьбы с окислением на месте соединения. Аккуратно и равномерно наносите её на внутреннюю поверхность фитинга и внешнюю поверхность трубки, после чего соедините их.
После этого аккуратно подводите припайный провод к месту соединения, при этом происходит плавление припоя и заполнение стыка. Температура плавления может достигать 2000 градусов Цельсия. После завершения пайки соединение следует очистить от остатков флюс-пасты влажной тряпкой и тщательно протереть. При недостаточном удалении остатков флюса может возникнуть коррозия, что в свою очередь негативно повлияет на качество и долговечность соединения. Используйте электрический паяльник, специально подготовленный для пайки медных трубок. Этот прибор выглядит как щипцы с электродами на концах.
Технология и этапы
Если произошла неисправность в тормозной системе и вы сломали трубку или хотите развальцевать её край, вы можете самостоятельно исправить повреждение или изготовить новую трубку для тормозной системы. Вам понадобится трубка определенной длины, которую можно изготовить с помощью роликового ножа. Вставьте место разреза трубки в роликовый нож, зажмите его, затем оберните нож вокруг трубки, подткрутите и снова оберните. Придерживайте зажим до конца реза. Таким образом, у вас получится аккуратный разрез, который не требует дополнительной обработки или зачистки.
Далее необходимо обработать внутреннюю фаску трубки с помощью сверла с конусообразным нарезным наконечником, медленно прокручивая сверло в нутрии трубки. Это создаст внутренний конус с ровными краями.
Не углубляйтесь слишком сильно, достаточно немного, чтобы достичь заметного углубления.
Затем вам понадобятся тиски, подходящие для трубок различного диаметра, которые должен иметь каждый опытный мастер. Эти тиски состоят из двух сторон: тыльной и фронтальной. Фронтальная сторона имеет фаски, что делает её востребованной для создания грибков.
Соберите мини-станок, опустите наконечник в оправу и начните медленно вращать его, используя рычаг для закручивания винтового механизма. Важно следить за параллельностью грибка и зажима, так как наклон может привести к неправильной форме развальцовки. Так как медь — мягкий металл, не прилагайте чрезмерных усилий. При легком сжатии растяните, и дальше можете разбирать станок.
В итоге вы получаете трубку с внутренней фаской в центре и грибком для соединения с другой конструкцией. Затем на трубку надеваются необходимые крепежные винты и, при необходимости, аналогично выполняется работа на втором конце. Таким образом, вы получите новую, идеально подходящую трубку для тормозного механизма. Как при всех рабочих процессах с использованием оборудования, а также при обрабатывании меди вручную, соблюдайте правила техники безопасности. Перед использованием вальцовочной машины обязательно пройдите медицинский осмотр и инструктаж по охране труда.
Необходимо надевать хлопчатобумажный рабочий костюм, кожаную обувь, носить наушники и защитный шлем. При выполнении работы пользовайтесь перчатками. В случае получения травм необходимо предоставить первую помощь и вызвать врача.
В следующем видео представлено руководство по развальцовке медных трубок для начинающих.
Необходимые инструменты и приспособления
Чтобы развальцевать медные трубки своими руками, используют специальные инструменты и приспособления. Эти устройства могут быть как ручного, так и электрического типа. Применяют их для монтажа систем кондиционирования, водоснабжения и отопления. Инструменты с электрическим приводом часто обладают несколькими функциями: их можно использовать не только для развальцовки медных трубок, но и для их изгиба под необходимым углом.
Любое оборудование, которое используется для развальцовки трубок из меди, работает на принципе пластической деформации. Поэтому чрезвычайно важно, чтобы оно выполняло эту задачу с максимальной осторожностью, избегая повреждения структуры материала, сохраняя равномерность толщины стенок изделий и гладкость их внутренней поверхности.
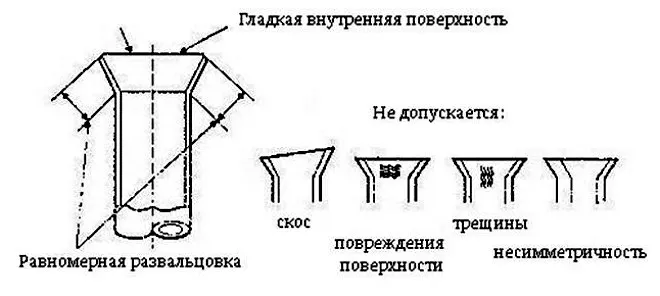
Схема правильной развальцовки и примеры неправильно выполненной операции
Для качественного выполнения развальцовки медных трубок (даже если вы делаете это в первый раз), следует применять одно из следующих приспособлений.
Это может быть болванка конусообразной формы, изготовленная из более прочного металлического сплава, чем медь. Преимущества такого инструмента включают низкую цену и простоту в использовании. В то же время его применение может привести к разрывам стенок медного трубопровода, что негативно влияет на качество развальцовки.

Этим примитивным устройством можно развальцевать лишь одну трубку, но качество работ будет оставлять желать лучшего.
Основным рабочим органом такого приспособления является валик из твердого сплава, который, катаясь по краю медной трубки, придаёт ей необходимую форму. Использование механического развальцовщика обеспечивает равномерную деформацию обрабатываемой секции трубки, а также формирует стенки одинаковой толщины с высоким качеством внутренней поверхности.

Ручной инструмент обеспечивает высокое качество развальцовки и быструю работу.
Такое приспособление с несколькими сменными насадками, обладая всеми преимуществами механического устройства, позволяет выполнять развальцовку медных трубок с большей производительностью и меньшими трудозатратами. Единственным недостатком электрического развальцовщика является его сравнительно высокая стоимость.

Аккумулятора этого развальцовщика хватает на примерно 100 операций.
Такое ручное устройство, работающие по принципу рычажного механизма, позволяет развальцевать конец трубки за одно движение. Оно простое в конструкции, но имеет существенный недостаток — отсутствие возможности контроля толщины стенок обрабатываемого изделия. Таким образом, использование эспандера, который чаще всего выбирают те, кто проводит развальцовку самостоятельно, не гарантирует достижения высококачественного результата.
Рекомендации по выбору инструментов
Процесс развальцовки медной трубки несложен благодаря высокой пластичности материала. Однако, чтобы добиться высококачественного выполнения такой операции, крайне важно использовать специализированные инструменты. Использование простейших приспособлений, таких как болванки и эспандеры, может привести к различным нежелательным последствиям:
- Стенки трубок с небольшой толщиной могут заминаться;
- На стенках трубок могут возникать разрывы из-за воздействия некачественного инструмента;
- Добиться равномерности толщины стенок трубки практически невозможно, что в конечном итоге скажется на надежности созданного соединения.

Используя специальное оборудование, медная трубка надежно фиксируется перпендикулярно, а процесс деформации осуществляется строго по конусной линии.
Использование специализированных инструментов для развальцовки имеет множество преимуществ:
- Процесс происходит постепенно (осуществляемый шаг за шагом при каждом проходе валиков инструмента), что минимизирует риск разрывов в стенках трубы;
- Достигается равномерная толщина стенок медной трубки, даже если изначально этот параметр не был однородным;
- Внутреннее поверхность трубы после развальцовки становится идеально гладкой и ровной.
Использование специализированного инструмента также позволяет быстро и качественно выполнить развальцовку конца трубки, даже если вы никогда ранее не проводили такие операции самостоятельно.

Набор для развальцовки может включать в себя эксцентриковую вальцовку, ример, труборез, труборасширитель и пружины для изгибания труб.
Чтобы развальцовка прошла качественно, следует уделить внимание выбору инструмента. Необходимо учитывать такие характеристики, как:
- параметры материала, из которого изготовлена трубка, включая степень его пластичности;
- внутренний и внешний диаметры изделия;
- глубина развальцовки;
- длина выступающего участка над рабочей частью инструмента;
- расстояние между центрами внутренних отверстий медных трубок (если выбранное устройство подходит для одновременной обработки нескольких трубок);
- толщина стенок обрабатываемых изделий;
- необходимость формирования канавок на обрабатываемой части трубки;
- наличие соединительных швов на поверхности обрабатываемого изделия.
Большинство специализированных инструментов для развальцовки, которые можно найти на современном рынке, отличаются универсальностью и позволяют обрабатывать медные трубки в широком диапазоне как внутренних, так и наружных диаметров. Обычно такой инструмент имеет набор сменных насадок, что и обеспечивает его многофункциональность.