Если выбрать правильно припой, флюс и температурный режим для паяния алюминия, дальнейший процесс будет зависеть только от техники выполнения. Ремонт алюминиевых изделий, осуществляемый в домашних условиях с использованием газовой горелки, обладает как положительными, так и отрицательными аспектами.
Сварка алюминия в домашних условиях
Сварка алюминия (Al) в домашних условиях — это задача, которая требует определенной подготовки, но с ней вполне можно справиться. В промышленных условиях для сварки алюминия часто используется аргон, который обеспечивает защиту от окисления и приводит к образованию прочных швов. В то же время, недопустимые ошибки могут произойти из-за недостатка опыта у домашних сварщиков:
- Прожог металла. На поверхности алюминия образовывается оксидная пленка (Al2O3), которая обладает высокой температурой плавления, достигающей 1400 градусов Цельсия. При этом сам алюминий плавится при значительно более низкой температуре — 660 градусов Цельсия. Поэтому легко повредить деталь при сварке.
- Пористость шва. В процессе сварки могут возникать кристаллизационные трещины из-за наличия водорода и кремния в алюминии. Неправильный выбор режима сварки может привести к браку, который станет видимым только после остывания шва.
- Нужна подкладка для отвода тепла. Без подкладки алюминий может растекаться за пределами зоны сварки.
- Образование кратера. На окончании шва может образоваться кратер, который потребует навыков для последующего устранения.
- Деформация соединенных поверхностей. При застывании соединение может деформироваться из-за значительной усадки.
Подготовка к работе
Перед началом сварки алюминиевой заготовки необходимо очистить ее от старых покрытий лакокрасочных материалов и других загрязнений. Наилучшим инструментом для этого служит металлическая щетка. После очистки поверхность обрабатывается растворителем. Затем наносят проникающий раствор, который поможет определить целостность материала.
Для удаления оксидной пленки с поверхности заготовки, ее замачивают на 2 минуты в 5% растворе щелочи, предварительно подогретом до 60–70 градусов Цельсия. После этого деталь промывают горячей, а затем холодной водой. Далее заготовка помещается в 20% азотную кислоту, также подогретую до такой же температуры, на 6–7 минут, после чего снова промывается: сначала холодной, потом горячей водой. Высушивается заготовка на протяжении 2–3 часов. Если сварка осуществляется с помощью плавящегося электрода, его также нужно предварительно обработать указанным способом.
Кромки необходимо обрабатывать в зависимости от выбранной технологии сварки. Если предполагается горячее соединение с использованием электродов, кромки надо отбортовывать, если их толщина до 1,5 мм. Если толщина кромки превышает 20 мм, необходима разделка. Для других электродов, толщина должна быть больше 4 мм. При шовной сварке толщина соединяемых поверхностей не должна превышать 4 мм, нужно тщательно подгонять их. Для соединений толщиной 0,04–6,0 мм применяется точечная сварка, где зазор не должен превышать 0,3 мм.
Если подготовка проведена качественно и режим работы выбран правильно, варить алюминий можно любым аппаратом: полуавтоматом, трансформатором, инвертором, с аргоном или без него.
Понадобится
Газовая горелка не обязательно должна быть профессиональной. Достаточно будет обычной насадки-горелки, присоединенной к газовому баллону, или даже любой другой подобной конструкции.
Остановлюсь подробнее на специализированном припое, который необходимо приобрести. Это трубчатый порошковый припой, предназначенный для пайки алюминия (почему порошковый? — потому что в трубке находится порошок). Он состоит из оболочки и порошковой основы внутри. Не будем углубляться в химический состав, так как это нецелесообразно.
Такой припой можно приобрести в специализированных магазинах, где им пользуются, например, мастера по ремонту автомобилей. Самый доступный способ — это заказать его на Али Экспресс — ссылка на припой.
Припой стоит недорого, рекомендую взять упаковку — это точно пригодится в будущем.

Пайка алюминия газовой горелкой

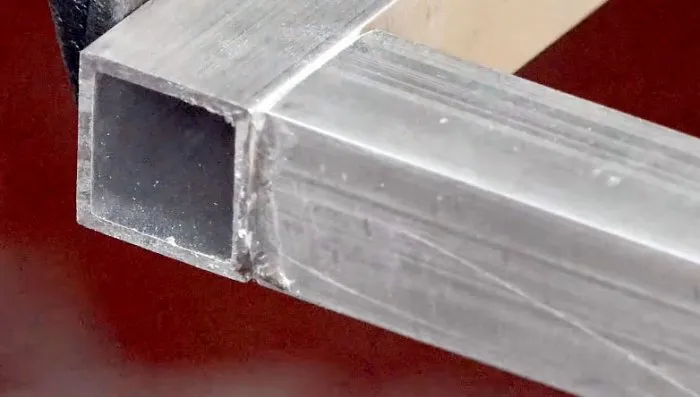
Поверхность перед пайкой очищается с помощью металлической щетки. В качестве альтернативы можно использовать наждачную бумагу с крупным зерном. Увеличенная шероховатость поверхности, предназначенной для пайки, обеспечивает лучшую адгезию с припоем.

С помощью струбцины или другого приспособления фиксируем соединение, затем включаем газовую горелку и начинаем нагревать стык.

После нагрева приближаем трубчатый припой, который плавится и растекается по шву.

Весь процесс осуществляется примерно при температуре 450 градусов Цельсия. Припой обладает высокой текучестью и способен затекать даже в самые мелкие щели в металле.
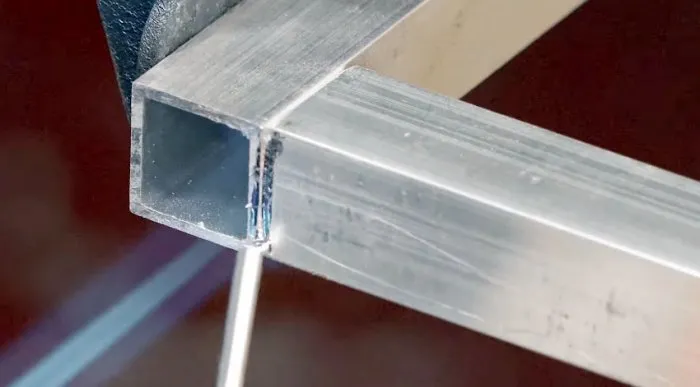
После равномерного распределения припоя нагреваем соединение еще немного, чтобы припой полностью растекся и заполнил все стыки.
Трудности при сварке алюминия
Варка алюминия отличается от сварки сталей с низким содержанием углерода или легированных сталей из-за особенностей его физико-химических свойств. Попробовав варить алюминий, вы столкнетесь с числом трудностей:
- Разница температур плавления. Алюминий покрыт оксидной пленкой, которая обладает высокой температурой плавления (около 2000 градусов Цельсия) и разрушяется только с помощью термических или химических процессов. Сам алюминий начинает плавиться при 660 градусах. Таким образом, при недостаточной температуре оксид не исчезает, и присадочный металл не проникает в него, что приводит к неполному провару. При слишком высокой температуре оксид разрушается, но это вызывает прожоги основного металла.
- Текучесть расплавленного металла. Алюминий в расплавленном состоянии очень текуч, что затрудняет формирование шва. Сварщик сталкивается с трудностями в контроле направления потока расплавленного вещества, что может привести к образованию наплывов, неравномерной структуры и неверной ширины шва.
- Высокая теплопроводность. Это свойство алюминия приводит к деформациям конструкции при нагреве во время сварки. Изделие может значительно изменять свою форму, и вернуть его в исходное состояние иногда невозможно.
- В различных алюминиевых сплавах присутствуют примеси, такие как сера, железо, медь, марганец, цинк, титан. Во время плавления они взаимодействуют с кислородом, образуя поры на поверхности шва. Это делает соединение слабым и небезопасным.
- Увеличение объема. В жидком состоянии алюминий значительно увеличивается в объеме, а после остывания — дает усадку.
Полезные хитрости
С учетом перечисленных трудностей были проведены тесты и эксперименты для выявления оптимальных технологий сварки алюминия, которые обеспечат качественный шов. Одним из важнейших шагов является правильная подготовка поверхности. Предлагаем несколько практических советов для начинающих сварщиков, которые планируют паять алюминий.
Для удаления оксидной пленки можно воспользоваться механическими или химическими способами. В первом случае ее счищают с помощью наждачной бумаги, болгарки с зачищающим диском или дрели с насадкой-щеткой. Наждачная бумага и ручная зачистка подходят для мелких субстанций, в то время как для более крупных работ лучше использовать болгарку или дрель. В химическом плане оксид можно удалить с помощью щелочного раствора, однако после обработки и сушки он снова образуется при контакте с воздухом, поэтому очищать поверхность нужно непосредственно перед сваркой.
Для уменьшения числа прожогов, особенно при сварке тонкого алюминиевого листа, возможно использование медной пластины. Она не сварится с алюминием и станет устойчивой основой для расплавленного металла, предотвращая его проваливание из-за собственного веса. Кроме того, медь поглотит часть тепла, что помогает избежать деформации изделия.
Важно, чтобы заготовка лежала ровно на рабочем месте. Наклон может усложнять процесс сварки, так как расплавленный металл будет стекать.
Сварка толстого алюминия, превышающего 4 мм, требует предварительной обработки кромок. В редких случаях это можно сделать напильником, но для больших объемов труднее будет применить болгарку со шлифовальным кругом толщиной 6 мм. Для соединения алюминиевых пластин толщиной 4-7 мм подходит V-образная обработка кромок, тогда как при увеличении толщины необходима X-образная разделка с наложением швов с обеих сторон.
Чтобы подготовить заготовки толщиной более 5 мм, их предварительно нагревают. Сделать это можно с помощью газовой горелки, резака или паяльной лампы. Нагрев помогает равномерно распределить температуру, что снижает риск появления трещин и локальных деформаций.
Технология
Процесс пайки алюминия в домашних условиях включает в себя два основных этапа: этап подготовки и сам процесс пайки.
Подготовка
Предварительное приготовление является ключевым этапом всего технологического процесса, и его нельзя игнорировать.
- Детали, которые подлежат пайке, зачищаются механически с использованием наждачной бумаги или металлической щетки.
- Далее обработанную от загрязнений поверхность обезжиривают ацетоном или органическим растворителем, что позволяет удалить следы жира и масла, а также снизить толщину оксидной пленки.
- Зачищенные поверхности необходимо обработать флюсом. Этот процесс нужно выполнять осторожно, не пропуская ни одного участка, так как флюс способствует увеличению адгезии и текучести расплавляемого припоя. Если начинать пайку, не удалив оксидную пленку флюсом, готовый шов может быстро разрушиться.
- Обработанные поверхности необходимо тщательно прогреть с помощью горелки для того, чтобы прикладываемый припой плавился и равномерно заполнял рабочую область.
Использование газовой горелки значительно упрощает задачу прогрева заготовок перед пайкой, так как регулировка интенсивности пламени позволяет быстро получить нужную температуру. Однако следует отметить, что перегрев деталей недопустим, так как это может привести к их плавлению и деформации.
Процесс
После завершения подготовительных работ можно приступать к основным действиям.
- Присадочную проволоку или кусочек припоя размещают на прогретой рабочей поверхности и нагревают её с помощью газа. В это время припой начинает расплавляться, но важно, чтобы он равномерно растекался по поверхности и затем мог застыть. Расплавленный припой заполнит все микротрещины и неровности на алюминиевой поверхности, а по остыванию образует прочный сварной шов. Если наложить несколько последовательно образующихся слоев, получится очень прочная конструкция.
- После охлаждения паяльного шва необходимо проверить качество соединения с деталями.
- Когда все паяльные работы завершены, место паяния очищается влажной тряпкой или губкой. Затем выполняется шлифовка с использованием материалов с мелким абразивом для создания завершенного и эстетически приятного внешнего вида шва.
При выполнении пайки газовой горелкой в домашних условиях важно тщательно соблюдать техники безопасности. Перед началом работ необходимо проверить целостность газового баллона и шлангов, а также работоспособность горелки. Газовые баллоны стоит держать подальше от открытого огня, в рабочей зоне не должны находиться горючие материалы и легковоспламеняющиеся предметы.
Сфера применения процесса
Пайка алюминия имеет широкое применение как в домашних работах, так и на промышленных предприятиях.
Опытные автолюбители часто сталкиваются с необходимостью пайки радиаторов для восстановления их герметичности, а также для устранения дефектов на масляных поддонах двигателя и трансмиссий, которые также изготавливаются из алюминиевых сплавов.
Трубопроводы из алюминия часто встречаются в различных промышленных системах. Пайка является надежной и доступной альтернативой сварке для заделки трещин в трубах.
Заключение
Процесс пайки алюминия является достаточно простой задачей, освоить которую под силу каждому желающему. При работе важно не только грамотно выбирать расходные материалы, но и тщательно удалять оксидную пленку, которая присутствует на всех алюминиевых поверхностях.
Также вам может быть интересно.