Перед началом процесса пайки соединение необходимо подготовить с помощью флюса. Флюс – это жидкий или пастообразный состав, который способствует тому, чтобы расплавленный припой хорошо затекал в соединение. Выбор флюса не является критично сложным – для меди подойдет любой флюс, предназначенный для её пайки. Для удобства нанесения флюса желательно использовать небольшую кисточку, предпочтительно с натуральным ворсом.
Как паять медные трубы
Хотя медные водопроводы или отопительные системы сегодня устанавливаются относительно редко, данный материал всё же используется. Рассмотрев срок службы меди, можно отметить, что инвестиции в её использование абсолютно оправданы, так как они существенно экономят в долгосрочной перспективе. Тем не менее, цена на сам материал может быть сравнительно высокой. Однако, можно значительно сэкономить за счет самостоятельной пайки меди, что является достаточно простым процессом. Зная определенные правила и особенности, можно получить качественные соединения.
На сегодняшний день в продаже присутствуют два основных типа медных труб: отожженные и неотожженные. Отожженные трубы подвергаются дополнительной термической обработке – их нагревают до 600-700°C. Этот процесс восстанавливает утраченные при формовке эластичные свойства материала, поэтому отожженные трубы стоят дороже, но они обладают большей гибкостью и могут выдерживать даже замерзание воды. Сторонние недостатки этих труб заключаются в снижении прочности, вызванной их нагревом в процессе отжига.

Неотожженные трубы, напротив, более прочные, но практически не гибкие. Обычно при установке водопроводов или отопления их нарезают на небольшие сегменты, и все угловые соединения производятся с использованием соответствующих фитингов.
Примечательно, что медные трубы имеют различные толщины стенок. Отожженные трубы поставляются в бухтах длиной 25 и 50 метров, тогда как неотожженные – в виде прогона длиной 3 метра. Согласно стандарту ГОСТ 859-2001, содержание меди в этих трубах должно составлять не менее 99%.
Способы соединения
Наиболее распространённым способом соединения медных труб является пайка с использованием специальных фасонных элементов, называемых фитингами. Кроме того, существуют фитинги, которые предназначены для опрессовки. Такие фитинги оборудованы канавками с установленным резиновым уплотнительным кольцом, и обжимаются с помощью специализированных клещей. Однако в быту опрессовка применяется не так часто, так как пайка считается более надёжным методом.

Для пайки медных труб существует две технологии с использованием различных припоев:
- Низкотемпературная пайка – с мягким припоем. Этот метод применяется, когда система, в которой производится пайка, работает при температурах до 110°C. Низкотемпературная пайка – это относительное понятие, поскольку температура во время пайки достигает 250-300°C.
- Высокотемпературная пайка с твердым припоем. Обычно этот метод используют в системах с высоким давлением и температурой. В домашних условиях его применение довольно редкое, но теоретически возможное.
Какой из методов пайки медных труб использовать – зависит от ваших предпочтений. Оба метода подходят либо под водопровод, либо под отопительные системы. Но для высокотемпературной пайки потребуется профессиональная горелка, тогда как для мягкого припоя достаточно будет даже паяльной лампы или бюджетной ручной горелки с небольшим одноразовым газовым баллоном.
Виды медных труб
Трубы из меди могут быть как отожженными, так и неотожженными:
- Отожженные трубы проходят дополнительное нагревание до 700 градусов, что возвращает им эластичность. Из-за этого они стоят дороже, но более уязвимы к ломким повреждениям в связи с тем, что стенки становятся тоньше после термической обработки.
- Неотожженные медные трубы отличаются высокой прочностью и не поддаются деформации, однако их гибкость отсутствует. При монтаже такие трубы разрезаются на небольшие сегменты и соединяются исключительно с фитингами.
Технология
Цель пайки – обеспечить герметичность соединения между трубой и фитингом с использованием припоя (термопластического материала). При повышении температуры припой становится более жидким и заполняет пространство между фитингом и трубой, соединяя их.
Для выполнения таких операций используются сварочные посты. Комплектация сварочного поста может включать газовые баллоны, редукторы, шланги для соединения, горелку и резак. Сварочный пост необходим для выполнения операций резки, пайки и монтажа металлических конструкций. Обычно он используется для высокотемпературной пайки, так как данный процесс требует специального оборудования, включая переносной пост. Однако, если вы хотите самостоятельно изучить азы паяльного мастерства и делать ремонт, то стоит подумать о его приобретении.
Дополнительно, для самостоятельной пайки рекомендуется ознакомиться с ГОСТ 19249-73, который касается паяных соединений. Этот стандарт определяет обязательные нормы и параметры для различных видов изделий, объясняет аббревиатуры и классифицирует соединения.
Необходимый инструмент и материалы для пайки меди
1. Труборез
Труборез применяется для нарезания труб на нужные сегменты. На рынке представлено множество различных моделей труборезов, но принцип работы у всех схож.
Труба фиксируется между роликами и лезвием, после чего труборез вращается вокруг трубы, при этом нужно подтягивать натяжной болт на 1/3 оборота после каждого оборота. Через около пяти-шести вращений труба будет разрезана.
2. Газовая горелка
Горелка используется при низкотемпературной пайке меди (температура менее 450°С) с использованием оловянного припоя.
На рынке представлено множество конструкций горелок, но не все из них подходят для пайки. Обязательно ознакомьтесь с инструкцией, которую предоставляют с изделием; не стоит выбирать устройства, в которых указано «для разжигания мангала»! Для пайки важно, чтобы ваш выбор пал на горелку с узконаправленным пламенем.
Такая горелка способна быстро нагревать трубу за несколько секунд, а стандартного газового баллончика хватает на несколько сотен соединений.
В горелке используется смесь пропана и бутана: чем больше соотношение бутана по сравнению с пропаном, тем выше температура пламени.
3. Металлическая шерсть
Она нужна для механической очистки меди.
Для очистки просто обожмите конец трубы металлической шерстью и сделайте несколько вращательных движений.
Не забудьте также тщательно очистить фитинг с внутренней стороны.
Для очистки фитингов можно использовать специальные ёршики, но ни в коем случае не используйте напильник или грубую наждачную бумагу!
Что касается материалов, необходимых для самой пайки:
1. Припой (олово)
Припой обычно продается в катушках и выглядит как оловянная проволока диаметром около 3 мм.
При выборе припоя важно обращать внимание на маркировку: он должен иметь надпись БЕЗ СВИНЦА или по-английски LEAD FREE.
Такой припой подходит для применения в водопроводах, а также в самогонных аппаратах. Его состав S-Sn97Ag5 (L-SnAg5) включает 97% олова и 5% серебра.
2. Флюс
Флюс – крайне важный элемент пайки!
Для достижения качественного соединения припой должен хорошо растекаться под действием капиллярных сил и покрывать основной металл. Хорошее смачивание возможно только на совершенно чистой, не окисленной поверхности. Это позволяет получить прочный шов, защищая его от воздействия кислорода. Поэтому для улучшения сцепления припоя и качественной пайки поверхности соединений обязательно необходимо удалить загрязнения и применять флюсы.
При этом не столь важно, предназначены ли выбранные флюсы для использования с припоями со свинцом или без – они взаимозаменяемы. Однако стоит помнить, что флюсы, предназначенные для нержавеющей стали, абсолютно не подходят для меди.
Можно использовать обычную канифоль, но могут возникнуть некоторые трудности с её нанесением.
Пайка меди
Флюс наносится тонким слоем на предварительно механически очищенную трубу.
После этого устанавливается ранее подготовленный, также очищенный фитинг.
Нагрев осуществляется с помощью газовой горелки до тех пор, пока медь не начнет менять цвет под воздействием жара, после чего можно вводить припой.
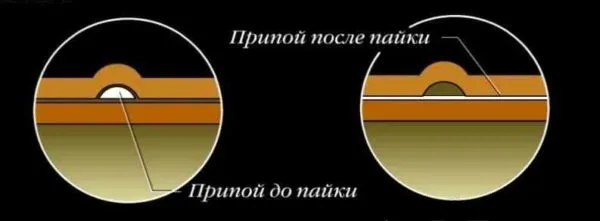
Припой быстро расплавится и, благодаря капиллярному эффекту, мгновенно войдет в щель между фитингом и трубой.
Несколько специфических моментов:
1. Как припаять кран
Узел включает в себя кран, компрессионную гайку и компрессионное кольцо.
Нанесите немного флюса на внутреннюю часть кольца.
Прогрейте около 10 секунд и быстро прикоснитесь припоем к месту пайки.
Когда все остынет, можно закрутить гайку.
Если необходимо сделать холодильник для самогонного аппарата, учтите, что внутри фитинга имеется упор, препятствующий движению трубы. Нужно аккуратно срезать его с помощью кругового напильника. После этого фитинг можно будет одеть на трубу.
Затем останется просто собрать узел в единую конструкцию.
Какая бывает пайка, и какой инструмент необходим
Совет:
Используйте аккуратные расчёты!
Для этой цели воспользуйтесь строительными калькуляторами, доступными онлайн, чтобы быстро и точно провести расчёт строительных материалов и конструкций для вашего ремонта или строительства.
При проведении работ по сварке труб различного диаметра, как правило, применяются такие температурные режимы:
- Высокотемпературный. Пайка осуществляется при температуре нагрева сплавов до 900 градусов. Этот метод подходит для заготовок, находящихся под постоянными нагрузками.
- Низкотемпературный. Этот режим идеален для домашнего пользования. Температура нагрева в этом случае часто не превышает 450 градусов.
Чтобы процесс соединения труб методом пайки был максимально комфортным, вам потребуется следующий инструментарий:
- Специальный захват-труборез, который обеспечит ровный срез трубы в месте её соединения.
- Инструмент для снятия фасок и удаления заусенцев.
- Специальное расширительное устройство, которое позволяет подготавливать место стыковки нужной глубины. Этот параметр обычно соотносится с диаметром соединяемых труб.
- Сварочный аппарат или газовая горелка, служащие инструментами для пайки медных труб.
- Термический фен, который быстро разогревает стыковочные участки до 650 градусов. Применяется в случаях, когда работа выполняется с легкоплавким припоем. Это оборудование позволяет поддерживать необходимую температуру пайки в заданных пределах и обычно комплектуется насадками для направленного нагрева горячего воздуха на конкретный участок трубопровода.

Припои для пайки в домашних условиях
Данное название относится к припоям с высоким уровнем тугоплавкости, которые выглядят как длинные стержни произвольной формы. Это особенно удобно, когда необходимо разогревать металл непосредственно в области пайки до температуры в 900 градусов.
Соблюдение данного температурного режима позволяет добиться крепкого и качественного паяного соединения. Самые востребованные области применения таких припоя – это ремонтно-восстановительные работы на важных магистралях, а также ремонт промышленного кондиционера и специализированного холодильного оборудования.

На практике часто используются самофлюсующиеся медно-фосфорные сплавы, включая добавки Cu94 P6 и Cu92 P6 Ag2. Процентное содержание серебра или фосфора (6%) не всегда легко заметить, однако именно они способствуют снижению рабочей температуры плавления до 750 градусов. При этом показатель фактического расширения осуществляется по аналогии с такими же параметрами меди, что обуславливает качество и надёжность соединения.
Что касается так называемых мягких припоев, то они применяются для выполнения низкотемпературной пайки медных изделий в домашних условиях. Обычно такие припои представляют собой тонкие проволочки, изготовленные на основе олова, свинца и их сплавов. Эта форма значительно упрощает задачу соединения медных трубок дома.
Последовательность подготовки и проведения операций пайки
Как же выполняются соединения медных труб при пайке с использованием припоя? Ниже будет представлена инструкция по пайке медных труб, учитывающая все нюансы процесса. Для достижения качественного и долговечного соединения необходимо строго следовать последовательности подготовки и выполнения операций.
Технологический процесс основан на стандартной практике ASTM B 828 и включает в себя следующие процедуры:
- измерение и резка,
- разворка,
- очистка,
- нанесение флюса,
- сборка и фиксация,
- нагрев,
- наносение припоя,
- охлаждение и очистка,
- тестирование.
Инструкция пайки медных труб и фитингов
Методика пайки согласно инструкции позволяет получать герметичные соединения между трубами и фитингами, как в цеховых условиях, так и в полевых.
Навыки и знания по данной инструкции крайне важны для получения качественных соединений. Рассмотрим технологическую инструкцию пайки, в первую очередь, с использованием мягкого припоя.
Подготовительная часть: измерение медной трубы и резка
Первоначально необходимо точно определить длину каждого сегмента медной трубы. Крайне важно понимать, что неточность измерений может привести к снижению качества соединения. Если медная труба оказалась слишком короткой и не достигает дна чашки фитинга, соединение будет неэффективным.
С другой стороны, если отрезок трубы слишком длинный, существует риск перегиба соединения, что в свою очередь негативно скажется на сроке службы паяного соединения. Эту ситуацию подчеркивает инструкция по пайке.

После определения длины медная труба режется на отмеренные сегменты. Резать ее можно разными способами, однако важно, чтобы отрезанный торец был ровным и прямым. Рекомендуется использовать дисковый нож, но можно использовать также:
- ножовку,
- абразивный круг,
- стационарную или переносную ленточную пилу.
Необходимо проявлять осторожность, чтобы исключить возможные деформации стенок трубы в процессе резки.

Инструкция пайки: развёртывание области отреза
На следующем этапе нужно развернуть отрезанные торцы медной трубы до полного внутреннего диаметра, чтобы удалить мелкие заусенцы, неизбежно образующиеся во время резки.
Если не удалить шероховатую внутреннюю кромку, это увеличивает риск возникновения эрозионной коррозии, вызванной локальной турбулентностью потока в трубе.
Правильно развернутая область медной трубы обеспечивает гладкую поверхность для прохождения транспортируемого в ней вещества. Кроме того, обязательно удаляются заусенцы с наружной стороны отрезанного участка трубы, что необходимо для надлежащего соединения с чашей фитинга.

Для развёртывания трубных торцов можно использовать:
- полукруглые или круглые напильники,
- карманный складной нож,
- другие подходящие инструменты для удаления заусенцев.
При работе с мягкими (отожженными) медными трубами необходимо быть предельно осторожным, чтобы не повредить их при сильном физическом воздействии.
В случае непреднамеренного искажения мягкой медной трубы восстановить её округлую форму можно с помощью калибровочного инструмента – пробки и калибровочной муфты.
Инструкция пайки: очистка области пайки
Удаление окислов и загрязнений на концах медных труб и соединительных фитингов имеет принципиально важное значение для равномерного распределения припоя в области соединения.