Следует отметить, что при регулярном выполнении операции изгиба алюминиевых труб в домашних условиях целесообразнее всего приобрести трубогиб. Однако, если необходимо выполнить изгиб трубы без использования данного устройства, существуют несколько альтернативных методов.
Как осуществить изгиб алюминиевой трубы

Алюминий является доступным, популярным и востребованным материалом благодаря своей прочности, износостойкости и гибкости. Трубы, изготовленные из этого металла, находят широкое применение в различных отраслях, включая промышленность, строительство, сельское хозяйство и многие бытовые нужды. Исходя из этого, многие заинтересованы в том, как правильно согнуть алюминиевую трубу.
Существует множество способов, позволяющих выполнить эту задачу: как с использованием профессионального оборудования на производстве, так и вручную в домашних условиях. Далее мы рассмотрим, зачем нужно гнуть алюминиевые трубы, какие существуют виды гибки и методы реализации этой операции.
Цели гибки алюминиевых труб
Алюминиевые трубы являются незаменимыми в следующих отраслях:
- нефтяная;
- химическая;
- строительная;
- архитектурная;
- машиностроительная и многих других.
Сегодня на рынке доступны специальные уголки и переходники (фитинги), предназначенные для сборки различных систем и конструкций. Однако эти элементы не всегда могут гарантировать необходимую прочность, надежность, герметичность и эстетичность. В некоторых случаях использование фитингов может быть нежелательным из соображений безопасности, когда требуется только цельная алюминиевая конструкция, имеющая нужный угол изгиба. Поэтому существует высокий интерес к вопросу, как выполнить изгиб алюминиевой трубы.
Безусловно, можно обратиться к производителю с просьбой изготовить изогнутый элемент, однако если этот момент не был учтен заранее, доступные металлические изделия также могут быть подвергнуты изгибанию с помощью различных методов и техник.
Характеристики алюминия как металла
Сгибание алюминия в чистом виде, а также его сплавов может иметь свои особенности:
- При производстве алюминия зачастую применяется процесс искусственного или естественного старения. Это необходимо для стабилизации структуры исходного материала. Кроме того, такая термическая обработка помогает создать прочную поверхностную оксидную пленку Al2O3, предотвращающую коррозию изделий. Данная пленка не только защищает оборудование, но и повышает прочность конструкции, хотя и снижает ее пластичность.
- Процесс трубопроката с использованием алюминия может осуществляться методами прокатки, горячей экструзии или выдавливания. На сегодняшний день наибольшую популярность приобрели последние два метода, хотя именно прокат позволяет повысить прочность алюминиевых труб, при этом увеличивая их чувствительность к напряжениям во время сгибания.
- Каждый метод изгиба профиля предполагает изменение положения нейтральной линии. Эта условная кривая разделяет зону сжатия и растяжения: внутренний слой подвергается сжимающим воздействиям, а внешний — растягивается. Таким образом, конструкции из алюминия и сплавов этого металла часто ломаются по внешнему радиусу, а не по внутреннему.
- В практике строительства часто используются профили из чистого алюминия различных марок, таких как АД0, АД33, АД31. Также популярны изделия из дюралюмина, например, Д1 и Д16. Сплавы алюминия с добавлением марганца также широко востребованы. При этом не стоит забывать, что дополнительные элементы в сплаве могут снижать пластичность исходного материала. Для успешной гибки алюминиевой трубы в условиях домашнего производства состав заготовки часто игнорируется, что может привести к неудачным результатам, как, например, образованию сложных пространственных контуров. Поэтому перед началом работы рекомендуется тщательно ознакомиться с маркой сплава, из которого изготовлена труба, и следовать рекомендациям по работе с данным материалом.
Рекомендуем статьи по металлообработке.
Если продукция не сертифицирована, можно воспользоваться следующими источниками информации:
- На торцевой части трубки должна находиться маркировка. Она может быть расшифрована с помощью справочника, например, по первому тому Справочника конструктора-машиностроителя Анурьева, где указаны уровни пластичности материала.
- Популярный метод — постукивание трубы молотком. Чем более звонкий звук, тем более твердый металл.
- Используя напильник, можно определить материал: мягкие сплавы, такие как АД0 или АМг6, будут прилипать к инструменту, в то время как твердые материалы отслаиваются от основы.
- Различные типы дюралюминия, особенно Д16, имеют невысокую устойчивость к коррозии, поэтому производители применяют анодирование для создания защитного покрытия. Такие трубы следует использовать с осторожностью, так как изгибать их можно только под небольшими углами.
- Как правило, изделия из дюралюминия пачкают руки, что упрощает их отличие от чистого алюминия.
Процесс изгиба алюминиевой трубы

При изгибе алюминиевой трубы под любым углом происходит деформация металла: внутренний слой сжимается, а внешний растягивается. Плотность алюминия достаточно низкая, поэтому при условии правильного выполнения процесса конструкция остается целой. Однако для легированных профилей, обладающих более высокой плотностью, процесс изгиба может оказаться сложнее.
Алюминиевая труба обладает достаточной гибкостью, чтобы можно было создать самые сложные конструкции, сохранив при этом целостность заготовки и ее сечения. Сгибание может выполняться вручную, с использованием упрощенных устройств или на специализированных промышленных станках. В зависимости от конкретной ситуации, операция может производиться в горячем или холодном состоянии, что во многом зависит от таких факторов, как размер, вид, структура изделия, толщина трубы и сложность задуманной формы.
Существует четыре основных метода процесса изгиба алюминиевого профиля в одной плоскости: это скоба, калач, отвод и утка. Под «уткой» понимается два изгиба в 135 градусов, «скобка» — три изгиба с прямым углом в центре и 135 градусов по краям, «калач» обозначает сгибание в полукруг, а изгибы с углами от 45 до 135 градусов представляют собой «отвод».
Для достижения качественного результата при гибке алюминиевой трубы рекомендуется соблюдать следующие правила:
- Если профиль имеет сварной шов, нужно убедиться, что он не располагается на вогнутой или выпуклой стороне изгиба;
- При изгибе тонких труб диаметром 15–20 мм радиус изгиба должен быть не меньше внешнего диаметра трубы, умноженного на два;
- Для заготовок с диаметром более 25 мм желаемый радиус должен составлять не менее трех внешних диаметров трубки.
Вне зависимости от метода обработки, основная задача мастера заключается в создании конструкции без трещин, внутренних сморщиваний, сжатий и повреждений. Это возможно при правильном выборе профиля, инструментов и способа гибки.
…сложности
Для правильного использования алюминиевых изделий при создании меблировки необходимо освоить технологию изгиба этого материала. Несмотря на то что алюминий обладает высокой пластичностью, он может вести себя неожиданно, особенно если изделия пустотелые. Во время сгибания труб могут возникнуть трудности, вызванные разными факторами:
1. Операции, направленные на повышение устойчивости к коррозии, могут увеличить прочность, но одновременно снижают уровень пластичности.
2. Если изделие изготовлено с применением метода горячей экструзии, такой трубопрокат становится чувствительным к напряжениям во время изгиба.
3. Сплавы на основе марганца и дюралюмины характеризуются низким уровнем пластичности.
Перед выполнением изгиба обязательно определите марку сплава и условия его первичной термообработки. В случае отсутствия сертификата можно провести проверку следующими способами:
1. Изучите маркировку на концах труб, сравните с справочником.
2. Постучите молотком: если звук звонкий, значит, металл обладает высокой твердостью.
3. Если материал мягкий, он будет прилипать к напильнику.
Важно отметить, что изделия из дюралюминия обладают свойством, при котором при легком трении об кожу руки не оставляют следов.
Методы изгиба
Существует множество технологий, позволяющих изгибать алюминиевые изделия. К основным из них относят:
1. Обработка изделия на трубогибе с эластичным дном, к примеру, из резины.
2. Сгибание холодным методом с использованием устройства в одном цикле, если диаметр трубы не превышает 20 мм.
3. В случае необходимости изгибания труб большого диаметра заготовку следует предварительно нагреть. Для этого применяют дроны резинового или состава.
4. Можно уменьшить область растягивающего напряжения с помощью перемещающегося ролика.
Придать деталям можно различные формы:
1. В виде утки (два изгиба по 135 градусов).
2. В форме скобы (три изгиба с прямыми углами в центре и 135 градусов по краям).
3. В виде отвода (углы изгиба 45 и 135 градусов).
Также можно получить форму калача, представляющую собой полукруг.
Важно помнить, что процесс изгиба требует высокого уровня аккуратности для предотвращения образования дефектов. Крайне важно выбрать оборудование правильно, чтобы добиться нужного результата.
Необходимое оборудование
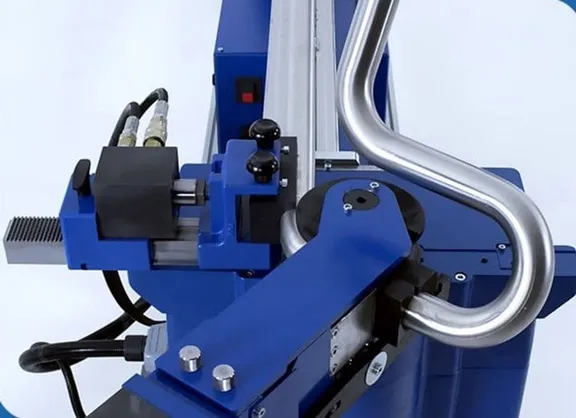
Для изгибания труб применяются различные механизмы. Трубогибы различаются по принципу действия и могут быть успешно использованы в домашних условиях. С их помощью можно работать с трубами круглого и профильного типа. Выделяют следующие виды трубогибов:

1. Пружинный трубогиб. Внутрь пружины помещается деталь для сгиба. Выбирается способ обработки: холодный или термообработка, после чего пружина удаляется.
2. Рычажный трубогиб, также известный как механизм Вольнова. В форму с соответствующим диаметром помещается заготовка, при этом нагрев трубы не требуется. Силы рычага достаточно для выполнения изгиба.
Ошибки при работе
Перед началом работы следует провести очистку изделия от грязевых отложений. Для этого не рекомендуется использовать абразивную щетку, так как это может повредить защитную окисную пленку.
Важно! После изгиба длина изделия может измениться, поэтому необходимый размер отрезка следует определять после завершения всех действий по сгибанию.
Если использование газовой горелки планируется для нагрева, изгиб следует производить сразу же после достижения нужной пластичности, пока материал не остынет. При серьезном искривлении трубы целесообразнее отказаться от дальнейшей обработки, так как это говорит о его низком качестве. При подготовке заготовок для изгиба необходимо, чтобы на них не было заусенцев, сколов или трещин.
Основные ошибки при работе
Первая и самая распространенная ошибка, допускаемая при попытке согнуть алюминиевые профили, заключается в неправильном определении сплава. Если материал слишком твердый и прочный, без предварительного нагрева будет практически невозможно выполнить изгиб. Даже если это удастся, качество результата будет невысоким, и вероятность появления трещин в зоне сгиба велика.
Вторая ошибка заключается в неверно выбранном радиусе изгиба. Как упоминалось ранее, этот параметр определяется с учетом диаметра профиля. Чем больше диаметр, тем больше радиус должен быть для успешного изгиба. К примеру, не следует пытаться согнуть трубу диаметром 50 мм в изделие с радиусом изгиба в 100 мм, так как это приведет к образованию трещин, даже в случае нагрева.
Нагрев трубы необходимо проводить правильно, что является третьей распространенной ошибкой. Для этого используют газовую горелку или паяльную лампу. Чтобы понять, достиг ли алюминий нужного состояния, достаточно поднести бумагу к разогретой части: если она начнет дымить, значит температура подходящая для начала изгиба.
Не все вышеперечисленные методы обеспечивают высокую точность конфигурации изгибаемого профиля. Если требуется согнуть отрезок малого диаметра, лучше производить это на конце трубы, а не в середине.
Для достижения наименьших искажений, лучше сгибать изделие холодным методом с последующим вытягиванием.
Для обеспечения высокой прочности стенок профиля предпочтительно использовать метод гидравлического формирования изгиба, заключающийся в заливке внутрь трубы воды или масла под давлением.
Согнуть алюминиевую трубу можно различными методами, не имея специализированного оборудования. Основное — это правильно выбрать способ, учитывая параметры профиля и строго следовать требованиям к радиусу изгиба.
Будем рады услышать комментарии о различных методах по сгибанию алюминиевых труб своими руками. Не забудьте поделиться этой статьей в социальных сетях или сохранить её в закладках.
В этом видео подробности о ручном изгибе трубы без использования трубогиба.
Описание видео
В этом видео представлен механизм для холодного изгиба труб под различными углами:

Горячий метод изгиба
При нагреве алюминий и пластик становятся более гибкими, что облегчает процесс сгибания полипропиленовых или подобных труб. Однако следует избегать перегрева, при котором материал начинает плавиться. В то время как алюминий можно нагревать открытым огнем с помощью газовой горелки, для пластика рекомендуется использовать строительный фен или работать с горелкой очень аккуратно.
Для справки! Температуры плавления ПВХ составляют 130 градусов, а полипропилена – 140-150 градусов.
Процесс нагрева трубы следует выполнять равномерно с обеих сторон от точки сгиба. Для достижения плавной и ровной линии изгиба рекомендуется делать это поэтапно, постепенно уменьшая радиус после каждого подогрева.
Использование наполнителей
Отвечая на вопрос, возможно ли согнуть полипропиленовую трубу без появления заломов, эксперты утверждают, что это возможно при условии заполнения внутреннего сечения. Для этого используют пружины подходящего диаметра или плотные сыпучие материалы – песок или соль. Эти наполнители помогают снизить избыточные напряжения и предотвращают деформацию внутреннего сечения трубы.
Наполнители, такие как песок или соль, закладываются в трубу достаточно плотно и закрываются статьями или заглушками. Пружина с привязанной проволокой проталкивается до изгиба, после чего изделие гнется вручную или с помощью шаблона, как холодным, так и горячим способом.
Описание видео
В этом видео продемонстрированы различные приемы изгиба трубы с наполнителями и без:
Можно применить иной способ — раскалить песок или соль в духовке и засыпать их в трубу горячими. Такие материалы долго сохраняют тепло и передают его стенкам изделия.
После изгиба труб, выполненного горячим методом, их оставляют до полного остывания, а затем удаляют наполнители.