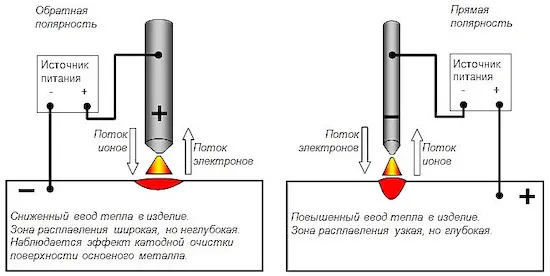
Обратите внимание на разницу между прямой и обратной полярностью при сварке. Согласно законам физики, постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). Тепло всегда концентрируется на положительной стороне. Аналогично, температура выше там, где находится «+».
Полярность при сварке инвертором
Основным направлением сварки является соединение соединяемых деталей. Этот фактор в значительной степени зависит от правильной настройки сварочного аппарата. При работе с полуавтоматами необходимо не только установить силу тока, но и правильную полярность при сварке инвертором. Настройки по умолчанию не будут полностью соответствовать вашим требованиям, особенно если вы работаете с редкими материалами или высоколегированными сталями. Однако любой инвертор можно настроить на правильный режим и получить качественный сварной шов.
- Как влияет на сварку прямая и обратная полярность
- Технические условия для выбора полярности
- Толщина металлической заготовки
- Типы свариваемых металлов
- Тип сварочной проволоки или электрода
- Особенности сварки с прямой и обратной полярностью
Как влияет на сварку прямая и обратная полярность
Понятие полярности в сварочном оборудовании означает конкретный выбор соединения в зависимости от выполняемых процессов и требований конкретного применения. Чтобы изменить полярность, достаточно поменять местами клеммы. Ток меняет направление, а физические процессы и сама пайка в каждом случае различны.
Существует два типа полярности, которые устанавливаются перед выполнением работы:
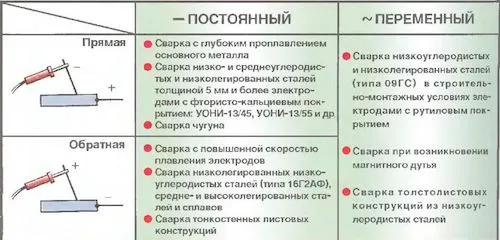
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
Прямая и обратная полярность при инверторной сварке устанавливается сварщиком в зависимости от задания. Некоторые новые специалисты не знакомы со всеми настройками, поэтому у них иногда возникают проблемы с нагревом и проникновением в детали из различных материалов. Рекомендуется сначала изучить техническую документацию по инверторной сварке и проверить теорию на практике.
Технические условия для выбора полярности
Полярность подключения следует выбирать в соответствии с техническими условиями для конкретного применения. Изменяя тип соединения, можно добиться концентрации горячего анода либо на самой заготовке, либо на электроде. Прямой нагрев осуществляется через плюсовую клемму, так что прямое подключение к клемме обеспечивает точечный нагрев.

Такое подключение позволяет выбрать режим работы в зависимости от следующих факторов.
Толщина металлической заготовки
При сварке деталей средней и большой толщины следует использовать прямое соединение. В этом случае тепловая энергия концентрируется на самой детали, и можно получить проникающие сварные швы. Металл также может быть разрезан таким образом, независимо от его толщины. Обратная полярность рекомендуется для сварки тонких листов, где тепло в основном концентрируется на электроде. Это позволяет избежать перегрева заготовки, и плавление электрода происходит гораздо быстрее.
Типы свариваемых металлов
Возможность изменения положения точки анодного нагрева позволяет выбрать наиболее эффективный режим для конкретной заготовки. При сварке чугуна или нержавеющей стали инвертором, например, полярность меняется на противоположную, чтобы предотвратить перегрев сплава и создать надежное соединение. С другой стороны, алюминий следует сваривать методом прямого соединения, чтобы как можно быстрее преодолеть слой окисления. Существуют рекомендации по настройке оборудования для определенных сплавов, которые следует внимательно изучить и применять на практике.
Тип сварочной проволоки или электрода
Эти элементы также имеют индивидуальные свойства температурных режимов, которые во многом зависят от используемых токов. При сварке угольными электродами соединение с обратной полярностью не подходит, так как флюс сильно перегревается и электрод становится непригодным для работы. В этих случаях выбор наиболее подходящей настройки полностью зависит от типа флюса и проволоки.
Иногда металл и электрод требуют совершенно разных настроек, и сварщик должен найти оптимальное сочетание рабочего цикла и силы тока. Кроме того, всегда следует учитывать рекомендации производителя, приведенные в технической документации.
Режим и сила тока
Рекомендуется сваривать тонкие металлы только при самых низких токах сварочного инвертора. В таблице ниже приведены значения для диаметра электрода и силы тока.

При использовании электродов диаметром 1,5 мм сила тока не должна превышать 45 ампер. Для электродов диаметром 2 мм увеличьте силу тока до 60 ампер.
Какую полярность сварочного инвертора выставить
Чтобы избежать прожога тонкого металла при сварке инвертором, рекомендуется использовать обратную полярность. Почему именно следует использовать инвертор обратной полярности?
Существует два типа сварочных инверторов: прямой полярности и обратной полярности. Прямая полярность подходит для сварки толстых металлов, а обратная полярность — для тонких.
Это связано с температурой дуги: Прямая полярность имеет более высокую температуру, чем обратная полярность. При сварке инвертором на обратной полярности гнездо электрода подключается к положительной стороне аппарата, а кабель заземления — к отрицательной (типичное подключение: + к + и — к -).
Как варить тонкий металл инверторной сваркой
Тонкий металл не следует сваривать непрерывно, а рекомендуется сваривать куски небольшими швами с интервалом 5-10 см. Только в этом случае можно получить непрерывный сварной шов.
Чего это позволит достичь? Самое главное, чтобы тонкий металл не содержал свинца.

Следующий совет — сваривайте тонкий металл только небольшой дугой. Если вы новичок в сварке, сначала научитесь поддерживать короткую дугу, потому что это не так просто.
Длина короткой дуги не превышает 4 мм, а длина нормальной дуги составляет от 4 до 6 мм. Для сварки короткой дугой (длинная дуга может прожечь металл) электрод необходимо быстро отводить от металла и во время сварки держать его как можно ближе к поверхности.
Если металл очень тонкий, т.е. менее 2 мм, швы во время сварки следует охлаждать с помощью теплоотводящих пластин. Следует также сделать паузу, чтобы дать металлу немного остыть, так как длительное воздействие высоких температур может деформировать металл.

Тонкие металлы следует сваривать быстро. Это означает, что электрод не следует держать на одном месте слишком долго, иначе он перегорит.
Отличия при работе с инвертором и полуавтоматом
Промышленный полуавтомат работает с переменным током, бытовой инвертор — с «постоянным током». Он оснащен кабелями для подключения к земле и основанию. Изменяя его положение, можно добиться желаемых режимов сварки. Этот тип машины отличается от других машин:
- малыми габаритами;
- небольшим весом;
- высокой мощностью;
- способностью создавать ровный и аккуратный шов;
- доступной стоимостью;
- простотой обслуживания;
- легкостью транспортирования;
- полным отсутствием риска воспламенения.
Полуавтомат весит больше и стоит дороже, чем инвертор. Главное отличие и различие заключается в способе работы: Компоненты соединяются с помощью специального провода.
Особенности сварочных работ
В домашних условиях для сварки используются самые обычные электроды и небольшие инверторные аппараты. Их не рекомендуется использовать для изделий из нержавеющей стали или алюминия во избежание коррозии. Эти детали лучше всего сваривать под аргоном или другими газами. Для этого используется полуавтомат, который обеспечивает хорошее качество сварки на заготовке любого состава.
В этой машине проволока подается специальным механизмом с использованием метода толкания или тяги. Иногда оба метода работают одновременно. Это ключ к высокому качеству сварки. При работе с металлами заготовки должны быть зажаты прочными зажимами, иначе они будут повреждены из-за малейшего зазора.
При прямой полярности
Толстые куски соединяются таким образом. Чтобы аппарат работал нормально, провода должны быть перевернуты: плюсовая сторона — к земле, минусовая — к электроду. Свариваемый металл лучше всего нагревать при высоких температурах. Необходимо соблюдать осторожность, чтобы избежать ожогов.
При обратной полярности
Подключите инвертор следующим образом: подсоедините держатель электрода и рабочий стержень к положительной клемме, а заземление присоедините к отрицательной клемме. Это создает температуру на кончике электрода, которая предотвращает сгорание лезвий. Сварка таким способом приводит к чрезмерному расходу сварочного материала.
Преимущества и недостатки разных методов
Используя инверторы и выпрямители, можно менять полярность тока и регулировать зону максимальной температуры. Прямое соединение используется в следующих случаях:
- монтаж деталей из низколегированных, углеродистых и специальных сталей с помощью плавящегося электрода;
- сварка изделий из цветных металлов, текучих сплавов, тонких листов вольфрамовыми стержнями и наплавочной проволокой;
- раскрой заготовок.
Преимущества стандартного соединения:
- образующийся шов имеет красивую узкую форму;
- происходит провар на большую глубину;
- сварка ведется большим ассортиментом электродов;
- сохраняется высокая стабильность дуги.
- сильное разбрызгивание расплавленной жидкости;
- появляется риск получения прожогов;
- в зоне нагрева появляются остаточные напряжения.
Обратная полярность включена для:
- работы без получения прогораний стальных заготовок малой толщины;
- сварки цветных металлов, высоколегированных сталей, нержавеющих материалов;
- выполнения действий с использованием флюса и защитного газа.
- изделия провариваются на небольшую глубину;
- толстые заготовки для прочности приходится обрабатывать со всех сторон;
- требуются специальные электроды, выдерживающие высокие температуры;
- необходимость поддержки короткой дуги.
Ток устанавливается экспериментально.