Гелевые потоки являются наиболее удобными и надежными. Он представляет собой смесь измельченного порошка канифоли и растворителя. Они выпускаются в небольших шприцах для специальных дозирующих пистолетов, легко наносятся и не требуют удаления со свариваемых поверхностей. Такие вещества используются для паяльных работ в радиоэлектронике.
Что такое припой с флюсом для пайки: особенности использования
Сварка паяльником, при которой оксидный слой удаляется с поверхностей соединения путем травления цинковой кислотой. Капля припоя берется с кончика паяльника, обмакивается в канифоль, концы компонентов заливаются и компоненты соединяются вместе. Еще одна капля припоя — и через минуту соединение готово и остыло. Однако это лишь небольшая часть процесса сварки для любителей и сварщиков в производственных цехах.
- 1 Виды, составляющие
- 1.1 Мягкие легкоплавкие
- 1.2 Тугоплавкие
- 3.1 Химически активные
- 3.2 Oрганические
- 5.1 Классификация
Аналогично сварочной проволоке в газовой среде, возможна сварка порошковой проволокой. Очистка обрабатываемой поверхности и улучшение адгезии не должны быть разделены.
Примером материала для бытового использования является HTS2000 7-piece, который производится в США для плавки широкого спектра алюминиевых сплавов.
Овальная трубка длиной 460 мм и диаметром 2,1 мм плавится без введения факела в зону пламени для прикосновения к нагретому металлу. Температура плавления 390 0 указывает на отдельный нагрев. В инструкции указано, что расплавление и заполнение зоны шва происходит за счет трения зоны нагрева с заполняющим стержнем.
Это не относится к нагретым швам. Техника раздельного нагрева сложнее и требует деликатного обращения с пламенем. Во избежание сильного выгорания ранее нанесенного контактного слоя необходимо следить за поддержанием равномерной температуры в зоне обработки.

В это время нагревательная поверхность не защищена и окисляется. Заправочный стержень следует за щеткой, которая соскабливает оксидный слой. Заполнение микропор при температуре намного ниже температуры сжижения безопасно: переход алюминия из твердого состояния в расплавленное трудно заметить глазом.
Протечка происходит из-за образования пор на поверхности шва. Но HTS2000 является одним из самых выгодных в этой нише. Он обеспечивает хорошее усилие при забивании.
Насколько хороши рекламируемые запатентованные продукты и подходят ли они для применения, можно проверить на форумах, прочитав комментарии экспертов.
Сварка под флюсом HTS-528 с предельной температурой 760 0 также подходит для черных металлов с чугуном, медными сплавами и никелем. Производитель рекомендует использовать цвет нагреваемой части в качестве ориентира при достижении необходимой температуры.
Что такое флюс для пайки?
Качество сварного шва зависит от правильного выбора флюса и дополнительных компонентов. Как работает флюс:
- Создание вокруг припоя, на поверхности металла легкоиспаряемой плёнку, растворяющую окислы в рабочей зоне.
- Создать условия для растекания припоя за счёт снижения поверхностного натяжения.
- Улучшить сцепление с основой, снизить воздействие окружающей среды.
- Испариться на пороге температуры плавления.
Разнообразные предложения с простыми и сложными составами в виде жидкости, порошка и пасты подразделяются на два технологически различных типа сварочных флюсов: пассивные и химически активные. Сварочные пасты, состоящие из комбинации флюса и сварочного агента, альтернатива трубчатому припою с заполнением внутренней полости флюсом.
Химически активные
В основном это кислотные реагенты. Оксидные мембраны, жировые отложения успешно удаляются. Однако возникает вопрос, можно ли нейтрализовать действие агрессивных веществ путем выщелачивания: Металлические и тектолитовые плиты разрушаются под воздействием коррозии.
Ортофосфорная кислота, соляная кислота после травления, бура и аммиак доступны и часто используются. Пары токсичны для органов дыхания, кожа также подвергается опасности.
Сварочная кислота используется для сварки никеля и сталей. Он легко удаляет продукты окисления. Требуется нейтрализация слабыми щелочами и обязательное погружение в проточную воду. Температура применения 250-330 °C.
При использовании агрессивных веществ рабочая зона должна вентилироваться; минимальной мерой является вентиляция. В случае попадания на кожу необходимо немедленно промыть ее с использованием моющих средств.
Oрганические
Химически пассивные флюсы удаляют маслянистые пленки, иногда нестабильные оксиды. Эти органические, некорродирующие вещества защищают от окисления. Растворы канифоли, восков, стеарина и канифольного спирта не выделяют вредных испарений. Они используются с расплавами для пайки в радиотехнике.
Виды припоя
Сварщики представляют собой очень специфическую группу веществ, которые должны соответствовать следующим условиям:
- Высокие показатели теплопроводности и электропроводности;
- Хорошая прочность и высокий коэффициент растяжения;
- Коррозионная стойкость;
- Преобразование в жидкую среду при воздействии температуры сварки;
- Контрастная величина остывания металла пайки и кристаллизации припоя.
Эти вещества изменяются в зависимости от температуры процесса сварки и бывают в мягкой и твердой формах.
Твердые сварочные флюсы используются для сварки проблемных участков, которые постоянно подвергаются негативным воздействиям окружающей среды (вибрации, перепады температур, удары и т.д.). В основном это составы для сварки при высоких температурах, около 400 градусов Цельсия и выше. К ним относятся:
- Припой для твердого сплава из меди и цинка (до 1000);
- Фосфор и медь (до 900 градусов);
- Чистая медь применятся для процесса пайки высокоуглеродистого железа;
- Флюс безотмывочный, для пайки серебром (до 800 градусов включительно).
Твердоплавкие клеи также имеют свое подразделение, они делятся на тугоплавкие, с температурой плавления 850 градусов, и легкоплавкие — с показателем выше этого температурного диапазона.
Следует отметить, что медь (марки М21, М11 и другие) и цинк не очень популярны из-за низкой прочности и относительно высокой стоимости, в большинстве случаев их можно успешно заменить медью с цинком или латунной сваркой.
Медно-фосфорные клеи являются заменой очень дорогих серебряных флюсов. Они необходимы для соединения медных, бронзовых, латунных и других металлических соединений, которые не должны эксплуатироваться при изгибающих или ударных нагрузках. Кстати, этот сплав также называют сваркой без флюса (но не для меди).
Категорически запрещается использовать эти сплавы для сварки черных, цветных металлов и низкоуглеродистых сталей, так как при воздействии температуры и в сочетании с медью или фосфором образуется очень хрупкий химический элемент — фосфиды железа, которые способствуют распусканию шва.
Металлические клеи, содержащие фосфор, приводят к образованию фосфидов железа, которые являются очень хрупкими и снижают качество металла, поэтому их нельзя использовать для сварки железа.
Видео: Приготовление сварочного флюса своими руками
Серебряные сварочные флюсы являются лучшим выбором для таких сварочных процессов. Они являются самыми дорогими. Кроме того, они используются для изготовления свинцовых проводов, проводов капиллярной сетки и очень сложных серебряных узлов.
Прочие типы флюса
- Флюсы с ярко выраженными антикоррозийными свойствами. Это соединения на основе кислоты фосфора и растворителя, которые при взаимодействии образовывают органические соединения. Их очень выгодно использовать, потому что после процесса пайки не нужно использовать специальные очистители;
- Жидкие флюсы из салициловой кислоты, вазелина, золота и этилового спирта. Это самое удобное соединение для радиаторов, спайки электрических проводов. Этот флюс обеспечивает высокую чистоту шва и его аккуратность;
- Для того чтобы изготовить нейтральный флюс для электрических приборов, отличающихся повышенными требованиями к точности (реле времени, выключатели, для соединения контактов мобильных телефонов, и т.д.) понадобится соединения канифоли с воздухом. Канифоль очень низкоактивна и её следует применять только на подготовленных металлах, предварительно очищенных и залуженных;

- Активированные флюсы – это бура и канифоль. В большинстве случаев она используется для водопроводных соединений и пайки медных труб. Главным отличием является тот факт, что бура плавится при температуре от 70 градусов, при этом, не выделяя абсолютно никаких вредных соединений. Это только одна разновидность;
- Еще для того, чтобы приготовить активированные флюсы можно использовать такой рецепт: смешиваем канифоль, анилин, добавляем немного ангидрида, салициловой кислоты и диэтиламина. Это неплохой вариант изготовления пайки для монтажных скреплений.
Самодельная порошковая сварка не всегда является лучшим выбором, иногда даже выгоднее купить ее, тем более что цена позволяет, например, Smd или Bga в большинстве случаев. В настоящее время более ста отечественных компаний производят флюсы и смеси для сварки, в том числе lti 120, Brazetec, harris, rma, sanha, welco (средняя цена от 80 рублей).
Он продается во всех магазинах бытовых товаров и на рынках во всех городах: Екатеринбург, Минск, Москва, Новосибирск, Харьков, Челябинск, Ростов-на-Дону.
Следует отметить, что сварка или сварочный процесс в любом случае выделяет газы, которые могут быть вредны для организма, но если вы используете профессиональные соединения, то вреда будет гораздо меньше, поэтому выбирайте надежные бренды.
Виды флюсов
Все флюсы делятся на 3 основные группы:
- Кислотные (активные);
- Слабоактивные;
- Нейтральные (неактивные или защитные).
Основное практическое отличие активных флюсов от слабоактивных или нейтральных заключается в том, что после сварки необходимо удалить все остатки — кислоты и агрессивные соли, оставшиеся на свариваемых поверхностях или деталях, приведут к ускорению коррозии.
Nota bene. Помимо упомянутой выше классификации по температуре плавления, все вещества делятся еще на две основные группы: тугоплавкие и высокоплавкие.
Плавящиеся вещества (канифоль, ее спиртовые растворы, сварочные кислоты) используются для сварки черных и цветных металлов с оловянно-свинцовыми при температуре до 5000С. Огнеупорные материалы (прокаленная бура, бура в растворе борной кислоты, хлориды кальция и бария) используются для сварки черных и цветных металлов на медный, серебряный и медно-латунный клей при температуре выше 5000С.
Канифоль
Это твердое, стеклообразное, аморфное вещество светло-желтого или темно-оранжевого цвета, получаемое из смолы хвойных пород древесины. Он плавится при низкой температуре, выделяет мало дыма и не выделяет никаких вредных для человеческого организма веществ.
Канифоль используется для сварки радиодеталей методом оловянно-свинцовой сварки.
Паяльные кислоты
Этот тип флюса представлен неорганическими кислотами с низкой концентрацией: ортофосфорной или соляной кислотой. Соли, такие как хлорид цинка, часто добавляют для повышения активности кислоты и улучшения растворения оксидных слоев. Благодаря своей текучести он подходит для работы в труднодоступных местах.

Интерес. Недостатком сварочных кислот является необходимость удаления остатков после завершения сварочных работ.
Сварочные кислоты используются для сварки коррозионностойкой стали, меди и железа, покрытых цинком, никелем или хромом.
Спиртовые растворы
Спиртовой раствор цианофталевой кислоты является наиболее часто используемым соединением этого типа — 20-25% раствор канифоли в этиловом спирте. Для увеличения активности и диапазона сварки в такой раствор часто добавляют различные соли: Хлорид цинка, хлорид диэтиламмония, хлорид фениламмония. Благодаря жидкому агрегатному состоянию он хорошо прилипает к свариваемым поверхностям, и его не нужно удалять после завершения сварочных работ.
Спиртовые растворы без добавок используются для сварки стыков клеями-расплавами, а варианты с различными активными солями — для сварки черных и цветных металлов и их сплавов (медь, латунь, алюминий и т.д.).
Основными недостатками спирто-кофеинового раствора являются летучесть основного ингредиента — этилового спирта, его повышенное испарение при сварке и хранение в негерметичной емкости.
Водные растворы и подручные средства
Этот перечень гомеопатических веществ чаще всего представлен 16%-ным водным раствором ортофосфорной кислоты с добавлением 3,7-4,0% технического этилового спирта. Эти растворы используются для сварки черных и цветных металлов и их сплавов.
Хранение
Храните эти вещества в закрытых герметичных контейнерах в недоступном для маленьких детей и домашних животных месте. Их не следует хранить вместе с продуктами питания, лекарствами или семенами. Рекомендуется предусмотреть шкаф или ящик для таких веществ.
Возможность использования этих веществ определяется их физическим состоянием и химическим составом:
- Твердую канифоль наносят на спаиваемые поверхности жалом паяльника, на котором уже есть расплавленный припой;
- Паяльную кислоту наносят на спаиваемые детали или поверхности небольшой кисточкой, ватной палочкой или простой спичкой;
- Жидкий спирто-канифольный флюс наносится при лужении с помощью небольшого носика дозатора, установленного на емкости с раствором.
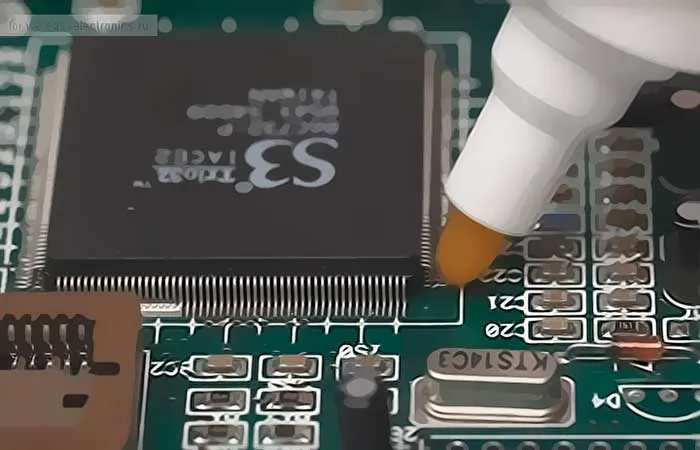
- Гелеобразные вещества наносят с помощью специальных пистолетов дозаторов, в которые вставляются картриджи.
Важно отметить, что поскольку флюсы, как правило, небезопасны для здоровья человека, при их использовании необходимо соблюдать особую осторожность. При попадании консерванта на кожу немедленно смойте его и при необходимости нейтрализуйте подходящим средством.
Как приготовить флюс для пайки своими руками
Разобравшись, что такое паяльный флюс, стоит рассмотреть более простой способ изготовления такого вещества, которое используется при пайке радиоактивных компонентов к печатным платам:
- Несколько кусков канифоли заворачиваются в плотную ткань;
- При помощи ударов тяжелого молотка по образовавшемуся кульку находящаяся внутри канифоль тщательно измельчается;
- Полученную измельченную канифоль засыпают в емкость с этиловым спиртом и, помешивая, растворяют в нем полностью.

Чтобы ускорить растворение канифоли, емкость со спиртом помещают в небольшую кастрюлю с горячей водой. В полученный раствор добавляется глицерин для получения гелеобразного вещества.
Классификация альтернативных видов припоя

Существуют и другие способы пайки:
- флюс с повышенными антикоррозийными характеристиками на основе кислот, фосфора и растворителя. После пайки нет необходимости применять дополнительные средства для очистки;
- флюсы жидкого типа на основе вазелина, золота, салициловой кислоты и этилового спирта. Они применяются для пайки электрических проводов или радиаторов, а швы при этом выходят аккуратными и чистыми;
- канифоль, соединенная с воздухом. Этот флюс нейтрален и используется для электроприборов высокой точности, таких как реле, выключатели, схемы мобильников. Канифоль нужно использовать на предварительно залуженных и очищенных металлах, а чтобы качественно очистить алмазные контакты, можно взять лазер;
- бур, смешанный с канифолью. Эта смесь используется для пайки водопроводных труб из меди, она высокоактивна и не нуждается в зачистке материалов. Бура способна плавиться при температуре около 70 градусов и при этом не выделяет вредных веществ;
- самодельный активированный флюс, применяемый для пайки соединений, которые часто подвержены ударам и другим нагрузкам. Чтобы его приготовить, нужно смешать анилин канифоль, ангидрид, диатиламин и салициловую кислоту;
- флюс на основе канифоли со спиртом. Относится к активным, но при этом во время высоких температурных показателей удаляется не только оксид, но и сам металл. Кроме того, после пайки нужно тщательно почистить плату.
Не следует оставлять остатки флюса, так как они не только выглядят некрасиво, но и вредны. В электрических цепях они могут вызвать короткое замыкание, если поверхность не будет своевременно очищена.
При сварке с использованием трубок с колофоном необходимо соблюдать следующее:
- очистить соединяемые поверхности от окисления и грязи тщательно;
- деталь в месте шва нужно нагревать до значения, которое превышает температуру плавки флюса;
- производим пайку.
Этот метод не следует использовать на больших поверхностях с хорошей теплопроводностью, так как мощность пайки недостаточна для достаточного нагрева металла.
Как собрать флюс для пайки своими руками
Для сварочной искровой проволоки можно использовать тонкие стержни диаметром 2 мм, которые легко изготовить вручную.
Для их изготовления вам понадобится емкость с отверстием в дне, в которую вы нальете расплавленный оловянно-свинцовый сплав. Контейнер следует поставить на лист металла или металлическую пластину. Когда палочки затвердеют, их можно разрезать на куски нужной длины.
Смесь также можно разлить в формы:
- жестяные желобы;
- дюралюминиевые ёмкости;
- гипсовые.
Все это достигается следующим образом:
- отвесьте на весах нужное количество свинца и олова;
- расплавьте металл в металлическом тигле над газовой горелкой, перемешивая его при этом с помощью стального стержня;
- снимите тонкую пленку с расплавленной поверхности при помощи стальной пластинки;
- разлейте сплав по формам.
Независимо от типа используемого флюса, окончательный шов должен быть протерт тканью, смоченной в ацетоне или Rectifique, а шов очищен жесткой щеткой, предварительно смоченной в растворителе.
На рынке представлены жидкие и гелевые флюсы с такими преимуществами:
- отсутствие компонентов, провоцирующих окисление и коррозию;
- флюс такого типа не проводит ток;
- не нужна очистка после пайки.
Жидкий флюс этого типа следует наносить ватным тампоном или кистью. Также можно создать собственные устройства для нанесения на основе обычного шприца и силиконовой трубки, заполненной жидким флюсом.
Сварка — один из лучших методов соединения металлов. Он обеспечивает высокую степень прочности и водонепроницаемости, процесс прост и не занимает много времени по сравнению со сваркой.
Однако сварка не лишена недостатков, поскольку во время процесса выделяются вредные газы, поэтому необходимо надевать защитные перчатки, очки и фартук из плотной ткани.
Кроме того, риск отравления можно значительно снизить, если использовать смеси от хороших производителей.
Что такое флюс для пайки
Одним словом, сварочный порошок — это продукт, который помогает производить качественные сварные швы. Он может быть органическим или неорганическим, но в большинстве случаев представляет собой смесь нескольких веществ.
Перед использованием этого состава сварной шов должен быть очищен, но иногда флюсы могут сами очистить материал. Как правило, перед использованием не требуется никаких дополнительных подготовительных работ, за исключением защиты от паров, которые почти всегда возникают при использовании сварочных флюсов.

Одним словом, качественная сварка невозможна без флюса.
Для чего он нужен
Назначение флюсов легко понять. Чтобы сварить контакты вместе, металл необходимо нагреть до температуры не менее 500 градусов. Однако в этот момент на металлах образуется оксидный слой, препятствующий их свариванию. На этом этапе требуется флюс.
Флюсы обычно стабильны при комнатной температуре и начинают действовать только при нагревании, уменьшая воздействие высоких температур на металлы. Поэтому флюсы помогают:
- Убирать оксидную пленку, которая появляется при свертывании металла.
- Предотвращать дальнейшее окисление.
- Смачивать поверхность во время пайки.
Прежде всего, все флюсы должны быть термостойкими и сохранять свои свойства. Но это еще не все свойства, на которые следует обратить внимание при поиске присадочного металла для сварки, что еще сложнее, чем его применение.
Классификация флюсов
Принцип работы сварочного присадочного материала прост для понимания. Но его нужно правильно выбрать, а для этого необходимо изучить и рассмотреть виды флюсов. И именно здесь кроется основная сложность, поскольку при выборе необходимо учитывать очень много параметров.
Ниже вы узнаете больше о категориях сварочных сред и их различиях.

Существует множество типов флюсов, в зависимости от назначения необходимо выбрать подходящий состав.
По типу воздействия на контакты
Типы флюсов для сварки включают:
- Бескислотные флюсы или «нейтральные». Они не уничтожат спайку и вообще не показывают никаких химических реакций в тех зонах, где сделана спайка. Используются обычно для спайки небольших деталей. В само средство входят этиловый спирт, глицерин, скипидар. Температура плавления достигает 150 градусов.
- Антикоррозийные имеют ортофосфорную кислоту как основной ингредиент, что часто используется для производства антикоррозийных пропиток. Поэтому при нагревании эти составы не только очищают место спайки от возникшей коррозии, но и предотвращают ее повторное появление.
- Активные составы имеют соляную кислоту, поэтому используются только для железа. Для радиотехники не подойдут, так как портят плату. Этот флюс удаляет окислы, вступает в реакцию с самим металлом, из-за этого соединения получаются очень прочными. Зачистка перед работой обязательна, как и строгое соблюдение правил безопасности — такие вещества для пайки ядовиты при испарении. Будьте осторожны, так как этот флюс окажется хорошим проводником из-за своего состава. Так что, если им работать неаккуратно, можно получить короткое замыкание. Иногда активные средства для пайки делаются из хлористого цинка.
- Активированные — делаются из салициловой кислоты или анилина солянокислого, делать зачистку перед их использованием не требуется, так как они сами очищают место спайки. Смывать не требуется, но обычно рекомендуется. Обычно такой состав применяется для соединения, которое будет постоянно механически повреждаться.
- Защитные флюсы для пайки не вызывают никакой химической реакции, не выделяют вредные вещества при пайке, защищают материалы от коррозии. Их изготавливают из вазелина, воска или оливкового масла. Плавиться такие средства для пайки начинают при 70 градусах, зачистка при их применении не требуется.
Это не все типы флюсов, но они являются наиболее распространенными.
Существуют также альтернативные составы для сварки специальных материалов.
По состоянию
Помимо состава, сварочные флюсы различают также по консистенции:
- Пастообразные использовать удобнее всего. Они легко наносятся, не высыхают моментально после нанесения и подходят для всех видов пайки. Но нужно помнить, что так как они самые распространенные, легко наткнуться на подделки, так что выбирать нужно внимательно. А хранят такие флюсы в шприцах, нанося на место пайки только в нужных количествах.
- Твердые составы многим подходят по своей цене и нейтральным свойствам. Но у них есть и недостатки, к примеру, низкое поверхностное натяжение, а также они не удаляют окислы, их не всегда удобно наносить, много вредных испарений.
- Жидкие флюсы наносить проще всего, благодаря чему время на пайку значительно сокращается. Однако, такие средства быстро высыхают и могут пролиться, а удалять их с любых поверхностей очень трудно. Самый распространенный вид жидких флюсов для пайки — канифоль, продающаяся с кисточкой для удобного нанесения.
Чтобы правильно нанести сварочный порошок, необходимо обратить внимание на его консистенцию:
- Если применяется твердый припой, например, из олова, то сам паяльник нужно окунать в реагент, а потом брать немного припоя.
- Жидкий флюс предполагает, что его будут наносить специальной кисточкой. Здесь нужно быть внимательным, так как от высоких температур кисточки нередко быстро портятся.
- Пасту наносят палочкой, зубочисткой или шприцем с отрезанным кончиком иглы.
Затем выполните следующие действия:
- Очистить поверхность от окислов. Иногда это не требуется, если флюс того позволяет.
- Наносится слой флюса.
- Состав и детали нагреваются на паяльной станции.
После окончания сварки необходимо подождать, пока шов затвердеет.
Техника безопасности
При работе со сварочным порошком необходимо надевать перчатки, так как он содержит разрушающие компоненты, например, кислоты. По этой же причине сварочный порошок не должен попадать в глаза или на слизистые оболочки и не должен вдыхаться.
После использования средства для повышения адгезии необходимо тщательно вымыть руки и особенно лицо, так как пары оседают на руках и могут попасть на слизистые оболочки. Пары также могут попасть в еду или стаканы, которые находятся рядом, поэтому их следует убрать из рабочей зоны.
Для уменьшения воздействия паров необходим фильтр с активированным углем или, по крайней мере, хорошо проветриваемое помещение. Но даже там вы можете почувствовать легкое головокружение после работы. Это нормально, когда вы используете Flow впервые или после длительного перерыва.
Однако если со временем состояние ухудшается, необходимо срочно обратиться к врачу.
С самим потоком легко работать, сложнее добиться его правильной работы. Но если вы опираетесь на этот материал, вам будет легче найти скоросшиватель и безопасно его использовать.
Как пользоваться флюсом для пайки
Правильное применение зависит от общего состояния потока:
- для твердого формата жало паяльника касается флюса, после чего берется припой;
- жидкие вещества наносят кисточкой на поверхность металла в зону пайки;
- для пасты предусмотрены шприцы или специальные пистолеты.
Процедура выполняется следующим образом:
- Удаление окислов — если флюс обладает такими свойства, данный шаг пропускается.
- Нанесение флюса в рабочую зону.
- Разогрев зоны пайки оборудованием с внесением припоя.
После завершения работ шов необходимо удерживать до полного затвердевания клея. В случае печатных плат возможно восстановление защитного лакового слоя — особенно в случае оборудования, которое эксплуатируется в агрессивных средах. К ним относятся пыль, влажность и высокие температуры.
Удаление остатков
Для упрощения процесса используйте машину без функции промывки, например, rma 218. Если необходимо удалить излишки флюса, потребуется чистая кисть, спирт или, в некоторых случаях, ацетон. При очистке плат необходимо соблюдать осторожность — удаляйте загрязнения аккуратно, чтобы не повредить соседние компоненты.
В промышленном производстве соединения выполняются в оптимальном качестве. Если идеальные и точные пропорции не требуются, вы можете сделать флюс самостоятельно в домашних условиях.
В зависимости от типа металла, который вы хотите сварить, вам понадобятся определенные компоненты для сварочной смеси. Видеоролик содержит подробные инструкции по изготовлению недорогого флюса.
При ремонте электроники лучше всего приобрести подходящий готовый паяльный флюс. Это позволит снизить риск повреждения оборудования и повысить качество выполняемых паяльных работ.
Техника безопасности
Применение флюса во время сварки требует ношения кислотоупорных защитных перчаток. Рабочая зона должна быть вентилируемой или оборудована системой вентиляции для защиты слизистых оболочек от вредных испарений. Респираторы могут использоваться с картриджем, который задерживает мелкие сухие и влажные частицы воздуха. В случае попадания на кожу промыть чистой водой.
После работы мойте руки и лицо водой с мылом. Это позволит удалить частицы флюса, осевшие на коже после нагрева. Не держите еду или воду в зоне, где вы работаете со сварочным аппаратом.
Активные и антикоррозионные
Активные флюсы также часто готовятся на основе канифольного порошка. Однако в этом случае приготовленная смесь содержит органические соединения (кислоту или амин) в небольших количествах.

В результате в металлическом держателе можно сваривать не только медные детали, но и серебряные, никелевые и стальные детали или заготовки.
Активные солянокислые флюсы, в которые добавляется хлорид цинка, являющийся результатом простой реакции замещения, требуются для более ответственных видов сварки.
Этот тип флюса хорошо известен профессионалам: Обычно она продается и рекламируется как «сварочная кислота». Для сварки алюминиевых деталей требуются кислотные флюсы.
Эта категория флюсов используется для сварки медных и серебряных деталей. Они также необходимы для сварки стальных деталей и различных сплавов.
Сварка с использованием флюсов этого класса наиболее эффективна против оксидных слоев, поскольку они химически активны. Эта деятельность также позволяет более интенсивно взаимодействовать с основным металлом, из которого изготавливаются легированные детали.
Другой особенностью этих реагентов является их высокая электропроводность, что исключает их использование в качестве изолирующего защитного слоя.

Существуют составы на основе фосфатсодержащих и органических кислот. Зачем нужны эти потоки?
Они относятся к категории ингибиторов коррозии и используются для удаления остатков и следов ржавчины с металлических поверхностей и для защиты от возможного образования оксидов после сварки (в процессе эксплуатации).
Поскольку для изготовления этих смесей используются ингредиенты кислот, они очень похожи на сварочные кислоты.
Однако, в отличие от последних, флюсы для сварки не удаляют оксидный слой. Они используются для защиты от повреждений, вызванных реакциями окисления.
Порядок применения

Жидкости могут быть в твердой (пастообразной) или жидкой форме и продаются в различных формах и количествах.
Твердая канифоль, например, продается в плоских банках с плотно прилегающей крышкой.
В зависимости от исходного агрегатного состояния этих соединений можно выделить следующие типы использования:
- при твёрдом флюсе во время пайки жало паяльника сначала нужно окунуть в тело реагента, после чего им захватывают небольшое количество припоя;
- в тех случаях, когда на основе канифоли приготавливается или используется уже готовая жидкая смесь – она просто наносится на место спайки посредством обычной кисточки с мягким ворсом;
- при работе с пастообразным составом небольшие порции флюса наносятся на место контакта любой подходящей для этого палочкой (выдавливаются из шприца, заранее заправленного до нужной дозировки).
Канифоль часто продается на коммерческой основе в виде специального геля, который уже находится в шприце определенной емкости.
Такие гелеобразные композиции обычно называют нейтральными реагентами, которые используются в радиоэлектронике для пайки крошечных компонентов.
Самостоятельное приготовление
Рабочий процесс на основе канифоли может быть подготовлен вами. Достаточно измельчить и растереть его в порошок, затем высыпать полученный состав в емкость и сразу же залить небольшим количеством технического спирта.
Соотношение ингредиентов, используемых для приготовления флюса, должно составлять три к пяти. Хорошо встряхните смесь и оставьте на несколько дней, пока канифоль полностью не растворится в спирте.
Лучшей емкостью для жидкого флюса является обычный флакон из-под лака с кисточкой, встроенной в крышку. Непосредственно перед использованием рекомендуется тщательно очистить использованный флакон, чтобы удалить все следы лака.
В дополнение к флюсам специалисты часто используют другой тип вещества, называемый сварочной смазкой. Этот реагент обычно относят к условно нейтральным составам. Они необходимы для незначительного улучшения условий сварки металлических соединений.
Следует помнить, что перед покупкой той или иной марки флюса необходимо изучить инструкцию по применению и понять, для чего именно он нужен.
Только в этом случае можно получить качественный сварной шов.