Процесс начинает с медленного подогрева поверхности заготовки с целью увеличения ее смачивающих свойств, необходимых для пайки. После этого детали прогревают до рабочих температур, что определяется по появлению характерного красного цвета на поверхности заготовки.
Пайка латуни
В практике многих мастеров часто встречаются латунные детали, которые легко обрабатываются, паяются и чернятся. Наиболее популярным методом пайки является использование обычного оловянного припоя с помощью паяльника. Однако, у этого способа существует несколько значительных недостатков: шов получается белым, заметным и трудно добиться его тонкости; качество шва может быть относительно слабым — при изгибах он может легко разойтись; а при чернении олово может вести себя иначе, чем латунь, что ведет к изменению цвета шва. В данной статье будет рассмотрен метод пайки латуни с использованием газовой горелки, специального припоя и флюса. Получаемый шов будет практически неотличим по цвету от основных деталей, значительно более прочным и химически более совместим с латунью, чем олово.
Для процесса пайки понадобятся:
— газовая горелка;
— асбестовое основание для защиты от тепла;
— графитовый тигель (ванна) для расплавления металлов;
— серебро в качестве одного из компонентов припоя;
— медь для сплава;
— бура, используемая как флюс,
— борная кислота для улучшения процесса пайки.
Начнем с подготовки припоя. Он создается из 2 частей серебра и 1 части меди. Необходимо расплавить эти два металла. Серебро можно взять из старых серебряных ложек — они идеально подойдут для нашей задачи. Плавление производится с использованием газовой горелки. Сначала отмеряем нужное количество серебра и меди, помещаем компоненты в графитовый тигель и разогреваем их с помощью горелки. Тигель можно изготовить из мусорных троллейбусных контактов, которые часто валяются на конечных остановках. Размер тигеля рекомендуется около 20х50 мм с углублением 5х40 мм, чтобы было проще извлекать готовый припой. После температурной обработки и расплавления обоих компонентов, перемешиваем их стальной проволокой в форме крючка для получения однородного сплава. Вы можете расплавить медь первой, так как она более тугоплавкая, а затем добавить серебро, или наоборот — все зависит от ваших предпочтений.

На изображении показана графитовая ванна, находящаяся в кирпичной ‘домне’.
Припой готов. Далее его нужно остудить, затем раскатать в вальцах или расплющить на наковальне, чтобы нарезать на мелкие фрагменты. Также можно сточить отливку до состояния стружки при помощи грубого напильника.

Стружка, полученная из припоя.
Теперь следующий шаг — это изготовление флюса. Для этого возьмем около 20 грамм буры и такое же количество борной кислоты в порошковой форме, смешаем их и добавим стакан воды. Затем доведем до кипения для лучшего растворения ингредиентов. Флюс готов, и его объем будет достаточен на всю оставшуюся жизнь. Не стоит волноваться о том, что он может быть химически опасен, так как борная кислота является достаточно пассивной и не угрожает вашим пальцам или инструментам при правильном использовании. Вариант — выпарить часть воды, прокалить полученный твердый флюс, измельчить его в порошок и смешать с припоем, получая сухую смесь. Однако, это дело вкуса.

Готовый флюс.
Теперь перейдем к самому процессу пайки. Работы следует проводить на термостойком основании. Наиболее удобным вариантом являются пластины из обшивки Бурана, но если такой возможности нет, то подойдет и асбестовая плита. Положите свои детали на подготовленное основание, обработайте их флюсом, слегка присыпьте стружками припоя (не переусердствуйте) и начинайте медленно нагревать. Сначала осторожно, чтобы припой немного прилип к спаиваемым деталям, а потом уже до красного цвета, что соответствует температуре около 700 градусов для данного типа припоя. Припой легко затекает в щели между деталями и надежно соединяет их. Важно внимательно следить за температурным режимом, так как разница температур плавления припоя и латунных деталей незначительна — всего около 50 градусов. Если перегреть детали, получится один большой свиток металла. Необходимо помнить, что более мелкие детали (например, латунная проволока) нагреваются быстрее, чем массивные детали, поэтому необходимо аккуратно нагревать всю конструкцию постепенно, чтобы они прогревались одновременно.
Особенности
Пайка латуни, как и другие соединения металлов без сварки, регулируется согласно ГОСТ 17325-79, где подробно рассмотрены ключевые термины и важные аспекты выполнения работ. Однако, кроме соблюдения стандартов, необходимо учитывать также практические моменты, которые важно знать каждому мастеру. Главной особенностью латуни является ее разнородный состав. Она может быть как двойной, так и многокомпонентной. В стандартном составе сплава присутствуют медь и цинк как легирующие компоненты. В многокомпонентной латуни могут быть добавлены марганец, олово и свинец, что непосредственно влияет не только на характеристики металла, но и на особенности пайки.
Чтобы определить конкретный состав сплава, можно обратиться к его маркировке. Например, буква Л обозначает двухкомпонентную латунь, а цифры рядом укажут процентное содержание меди в составе. Если в составе присутствуют дополнительные элементы, маркировка будет дополнена другими буквами.
На пайку латуни также влияют и другие характеристики. Изделия из латуни делятся на литейные — цельные, а также деформируемые, такие как металлические ленты, проволока и прочие элементы. Также важен процентный состав цинка. Все сплавы делятся на томпак с низким содержанием цинка и желтую латунь, где процент данного легирующего компонента колеблется от 21 до 36%. Изделия из таких сплавов обладают хорошей пластичностью и поддаются обработке, включая пайку, но во время работы нужно учитывать некоторые правила.
Обзор способов
Существует множество доступных методов соединения металлов. В случае латуни стоит учитывать, что при пайке может происходить испарение цинка при нагреве, что приводит к образованию оксидной пленки на поверхности металла, препятствующей нормальному спайке. Тем не менее, такую работу можно выполнить одним из двух способов.
- Пайка паяльником. В данном методе задействуется мощный паяльник с мощностью от 1000 Вт, способный обеспечить достаточный нагрев заготовки и расходных материалов. Рабочая температура в пределах 500 градусов Цельсия позволит расплавить оксидную пленку. При недостаточном нагреве пайка возможна только сплавами, в которых содержание меди превышает 80%.
- Соединение горелкой. Для работы с латунными деталями, преимущественно желтого цвета и высоким содержанием цинка, рекомендуется использовать компактные газовые горелки. Ручной инструмент с заменяемыми баллонами позволит достичь локального нагрева места пайки до 700 градусов Цельсия. При этом можно защитить рабочую поверхность с помощью асбестовой пластины.
Каждый указанный метод даст возможность успешно спаять латунные детали в домашних условиях.
Процесс пайки латунью

Перед началом работы необходимо подготовить детали для пайки. Предположим, нам нужно изготовить небольшую рамную конструкцию из тонкостенных стальных трубок диаметром около 5 мм. При соединении двух трубок малого диаметра встык нужно сделать выемку на торце припаиваемой трубки, что повысит прочность соединения. Детали необходимо установить в зажимные устройства и прижать их вместе. Это критически важное условие для качественной пайки латунным припоем, так как руки будут заняты горелкой и подачей припоя.
Зажгите газовую горелку и начните разогревать место пайки, пока оно не станет красным.

Нагрейте латунную проволоку (припой), затем опустите ее нагретый конец в буру, которая прилипнет к проволоке-припою.

Ненадолго уберите пламя горелки и нанесите флюс прямо на место стыка стальных трубок. Бура быстро расплавится и покроет всю область пайки. Если убрать пламя слишком рано, бура может сдуться с латунной проволоки.

Сейчас начинается сам процесс пайки – осторожное расплавление латунного припоя, его ручная подача и заполнение стыка между деталями.

В ходе выполнения работ необходимо контролировать качество шва на визуально — если в нижней части шва обнаруживается свищ или участок, который не охвачен припоем, лучше перевернуть деталь и пропаять это место заново.

После завершения пайки детали следует оставить остывать на воздухе.

Затем используйте раствор пищевой лимонной кислоты для удаления окалины с поверхности детали.


Меры предосторожности
Пайка латуни относится к работе с открытым огнем, поэтому крайне важно придерживаться всех мер пожарной безопасности. Также работа с парами цинка может привести к серьезным отравлениям организма, поэтому необходимо использовать средства индивидуальной защиты. Газовые баллоны могут иметь утечки в вентилях, что может привести к взрывам и пожарам, поэтому следует постоянно контролировать процесс работы с горелкой.
Припой
Начинающие мастера часто задаются вопросом, какой припой для латуни выбрать, чтобы достичь желаемых результатов.
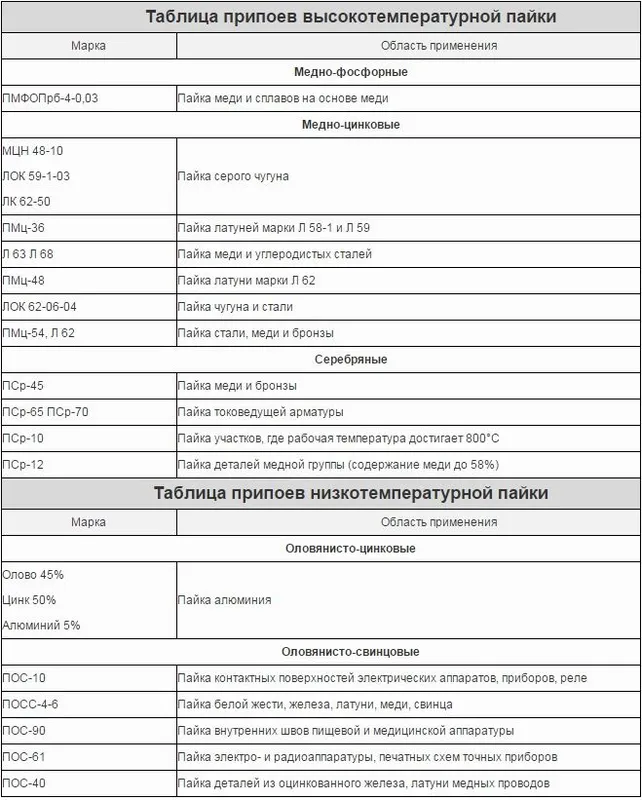
Рассмотрим основные марки припоев:
- Для пайки латуни и меди рекомендуется использовать припоев медно-цинковой группы. Обратите внимание на температуру плавления: например, у состава ПМЦ-48 она составляет 880 градусов Цельсия.
- Класс медно-фосфорных припоев группы МФ выделяется доступной ценой. Тем не менее, эксплуатационные характеристики несколько уступают соединениям с добавлением серебра.
- Серебряные припои из группы ПСр относятся к твердым сортам и обеспечивают выносливое соединение с высокой устойчивостью к механическим и вибрационным нагрузкам.

Для пайки стали латунью специалисты рекомендуют использовать сплав марки Л-63, который зарекомендовал себя как наиболее эффективный. Выпускается в виде латунной проволоки для пайки и применяется только для работы с твердыми металлами.
Кроме того, стоит обратить внимание на латунные припои с флюсом. Они могут быть немного дороже классических составов, но это оправдано удобством в работе и снижением процента брака.
Приготовление своими руками
Мастера часто предпочитают готовить припой самостоятельно в домашних условиях. Наилучшим вариантом оказалась смесь, состоящая из двух частей серебра и одной части меди.
После проведения необходимых измерений металл плавится в тигле, и путем тщательного перемешивания достигается однородность массы. Далее охлаждение проводится в холодной воде.
Готовому припою придается нужная форма, которая затем очищается с помощью крупного напильника.
Размеры тигля — 20х20 мм, его основой могут служить графитовые угли из контактных элементов.
Особенности технологии
Как в производственных, так и в домашних условиях может возникнуть необходимость соединения латуни пайкой. Латунь активно используется при производстве деталей для водопроводных и отопительных систем, а также множества других изделий.
Для получения качественного и надежного соединения изделий из латуни имеет большое значение правильный выбор флюса. Обычные флюсы, содержащие спирт и канифоль, не подойдут, так как их недостаточная активность не позволяет растворить окисную пленку, которая неизбежно присутствует на поверхности изделия из латуни. Вместо них лучше использовать более активные флюсы, например, хлористый цинк.
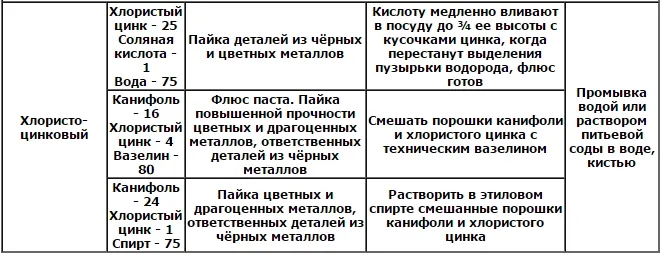
Среди популярных флюсов, применяемых для пайки латуни в соляных ваннах, можно отметить буру и фтороборат калия. Эти флюсы в растворе обычно содержатся в количестве не более 5%, но обеспечивают отличное затекание расплавленного припоя в зазоры между соединяемыми деталями.
Выбор проволоки-припоя — еще один важный аспект для качественного соединения латунных деталей. Для пайки изделий, предназначенных для работы в газовой среде, идеально подойдут популярные припои на основе сплавов серебра и фосфорной меди. Они также подходят для соединений из латуни с высоким содержанием меди.
Для пайки также может использоваться сама латунь, но важно убедиться, что температура плавления используемого присадочного материала не превышает аналогичный показатель для соединяемых деталей. Если требуется создать соединение с высоким уровнем надежности, применяют твердые припои, которые отличаются высокой прочностью в сравнении с мягкими опциями.
Особое внимание стоит уделять выбору припоя и самой технологии пайки, когда необходимо соединить разнородные материалы. Следует учитывать, что такие материалы имеют разные температуры плавления и могут иметь различные реакции на нагрев. Латунь, например, активно теряет цинк при нагреве, что негативно сказывается на декоративных и прочностных качествах соединения (оно может стать пористым).

В качестве защиты от испарения цинка в процессе пайки можно использовать специальные технологические приемы. Один из наиболее эффективных — это применение флюса, который предотвратит испарение цинка из структуры латуни. Другим подходом является использование комбинированного припоя, который включает как присадочный материал, так и флюс для защиты.
Краткая инструкция
Чтобы в бытовых условиях правильно выполнить пайку латуни, недостаточно только изучить теорию — будет полезно посмотреть видеоматериалы на эту тему. Необходимость в таких работах может возникнуть чаще, чем кажется, ведь в каждом доме есть изделия из латуни, которые подвержены повреждениям. Учитывая высокую стоимость услуг профессионалов, становится важным освоить данную технологию по приведенным ниже рекомендациям и благодаря видеоматериалам, доступным в интернете.

Прежде всего, необходимо тщательно очистить места предполагаемого соединения.
Алгоритм пайки латуни выглядит следующим образом:
- Тщательно очищенное место соединения обрабатывается флюсом, который состоит из равных частей буры и борной кислоты, разведенных в воде.
- Обработанное место посыпается стружкой припоя.
- Теперь можно приступать к процессу нагрева шва с помощью газовой горелки или паяльной лампы, при этом важно следить за тем, чтобы детали не перегревались и не деформировались.
- Когда припой расплавится и заполнит зазор между деталями, соединение станет прочным.
Таким образом, пайка латуни не представляет большой сложности, главное — правильно выбрать расходные материалы и следовать приведенным рекомендациям.