PN20 – это разновидность полипропиленовых труб, предназначенных для отопительных систем. Они способны выдерживать температурные нагрузки до 95 градусов Цельсия. Не так давно многие специалисты считали, что пластиковые трубы не могут справиться с такими требованиями.
Сварка полипропиленовых труб
Металлические трубопроводы уже давно уступили свое место полипропиленовым аналогам. Эти трубы активно используются как в жилых домах, так и в коттеджах, для системы водоснабжения и отопления. Процесс сварки полипропиленовых труб не требует сложных инструментов или специальных навыков; достаточно следовать простым рекомендациям и советам профессионалов. Полипропилен сам по себе лёгкий и прочный, что позволяет избегать множества трудностей при монтаже.
Перед стартом работ стоит заранее определить место, где пройдет трубопровод. Рекомендуется подготовить план расположения труб, чтобы избежать сварки в сложных условиях, например, на весу или в ограниченном пространстве, что может потребовать дополнительных заготовок.
Процесс сборки полипропиленовых труб оптимально осуществлять на полу, а затем, поэтапно, монтировать элементы в общую систему.
Работа начинается с нагрева паяльника для полипропиленовых труб. На большинстве устройств присутствует терморегулятор, который устанавливается на рекомендуемую температуру. Рабочая температура для полипропилена составляет 260ºС. Если температура ниже данной отметки, это может привести к некачественной сварке, а при превышении – к перегреву, что вызовет образование наплывов.

Когда паяльник достигнет рабочей температуры, индикаторный свет погаснет. Если вы впервые занимаетесь сваркой, то после готовности устройства рекомендуется подождать 5 минут перед началом работы.
Первым шагом является подготовка трубы. При необходимости ее следует отрезать до нужной длины.

Для сварки необходимо нагреть рабочие поверхности деталей – внутреннюю часть муфты и внешнюю поверхность трубы. Эти элементы нужно совместить так, чтобы насадка паяльника зашла до конца соединения. Период нагрева зависит от диаметра трубы и составляет несколько секунд.
После чего элементы соединяются в нужном направлении. Такой способ сварки позволяет установить трубы в правильное положение в течение 2-3 секунд, при этом особой точности не потребуется, достаточно будет полагаться на собственные навыки.
Если сварка выполнена правильно при установленной температуре, нагретая труба может немного двигаться в месте стыка и после этого установится на свое место. При слишком высоких температурах или длительном времени удерживания на паяльнике может произойти расплавление материала и изменение его формы, что приведёт к затеканию пластика внутрь трубы и уменьшению её проходного сечения. Также важно не забывать очищать нагревательный аппарат, иначе остатки материала будут выгорать и вызывать дым.
При правильно выполненных действиях на месте стыка полипропиленового элемента образуется выпуклый шов. Если труба не поддается и начинает загибаться, то стоит применить специальную фаску для обработки кромки.
Небольшие советы по сварке полипропиленовых труб:
- Самое важное требование: все элементы должны быть заранее обезжирены. Это не является обязательным, но значительно улучшает качество сварки. Для обезжиривания используйте спирт, он поможет избавить поверхности от пыли и грязи, препятствующих качественному соединению.
- На полипропиленовой трубе необходимо сделать отметку, указывающую глубину сварки, которая обозначает предел, до которого следует вводить насадку. Поскольку фитинги могут иметь разный калибр, каждую глубину необходимо измерять с помощью штангенциркуля или линейки. Это значительно снижает вероятность ошибки при сварке.
- Перед тем как начать сварку полипропиленовых элементов, стоит предварительно потренироваться. Для этого возьмите трубу того же диаметра и фитинг. Следуя указаниям, вы сможете найти оптимальную глубину введения и улучшить свои навыки.
- Заполнить смонтированный полипропиленовый трубопровод теплоносителем (водой) можно только после полного остывания сварочного шва. Обычно это занимает около часа, после чего труба может быть подключена к системе.

Важно помнить, что полипропиленовая труба может быть сварена не так, как следует, что связано с неправильным измерением глубины сварки или временем нагрева. Поэтому предварительная тренировка никогда не будет лишней, особенно при первом монтаже в труднодоступных местах.
Если у вас возникли дополнительные вопросы после прочтения этой инструкции, вы можете обратиться к нашим специалистам, позвонив на бесплатный федеральный номер АРМАПласт: 8-800-500-28-80.
Выбираем инструменты для работы с полипропиленом
Для работы вам потребуется следующий инструмент:
- труборез;
- торцеватель или фаскосниматель;
- обезжириватель и чистые салфетки;
- сварочный аппарат для труб;
- насадки для сварочного аппарата.
Профессиональный комплект инструментов для работы с полипропиленом стоит от 60 000 рублей. Для сравнения: стоимость аналогичного оборудования для работы с металлопластиковыми трубами начинается от 200 000 рублей. Если нет желания покупать все необходимое, стоит рассмотреть аренду инструмента. Рекомендуется арендовать его на несколько дней, чтобы успеть потренироваться перед основными работами.
Труборез
Для качественной сварки необходимо подготовить трубу, срез которой должен быть ровным, без заусенцев и под прямым углом к самой трубе. Это достигается с помощью качественного трубореза. Неровный срез может привести к тому, что выступающая часть будет расплавлена и завернется внутрь трубы, что сделает проходной просвет меньше.
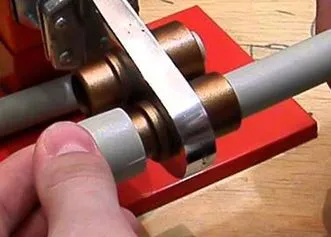
Выбор трубореза в значительной степени зависит от диаметра трубы:
- Для труб диаметром до 32 мм подойдут любые удобные вам труборезы. Более дорогие модели зачастую более удобные и имеют длительный срок службы. Дорогие жесткие труборезы обеспечивают более чистый срез.
- Для полипропиленовых труб диаметром от 32 мм и выше рекомендуется использовать роликовый труборез, поскольку другие не обеспечат ровный срез большой трубы.
Если у вас нет трубореза, можно использовать пилу по металлу с мелкими зубьями. Однако не рекомендуется использовать болгарку, так как она не позволит сделать ровный срез, и диск оставит неровности, которые могут расплавиться и нарушить форму отверстия.

Артем Иванов
- При использовании подвижных элементов в труборезах может быть заметный люфт, что потребует больших усилий, но срез все равно может быть не ровным.
- Качество стали и термообработка роликов может быть низким, что приводит к быстрому затуплению лезвий инструмента.
Торцеватель или фаскосниматель
Армированные полипропиленовые трубы могут иметь как внешнее, так и внутреннее армирование. От того, где расположен алюминиевый слой, зависит выбор инструмента для сварки:
- Для полипропиленовых труб с внешним армированием необходимо использовать фаскосниматель, представляющий собой насадку на трубу с режущей кромкой внутри.
- Для труб с внутренним армированием подойдет торцеватель. Существуют ручные торцеватели и те, которые крепятся на перфоратор.
Обезжириватель и салфетка
При сварке трубы и фитинга обязательно гарантируйте чистоту соединяемых частей. Места стыка должны быть идеальными, поэтому их нужно протрить сухими салфетками, чтобы удалить остатки пыли. Для обезжиривания лучше воспользоваться ацетоном, уайт-спиритом или изопропиловым спиртом.

Артем Иванов
Сварочный аппарат
Качество соединения труб зависит от сварочного аппарата. Применяемый сварочный аппарат должен соответствовать следующим требованиям:
Свариваем трубу и фитинг
Процесс сварки, по сравнению с подготовкой, занимает всего несколько секунд:
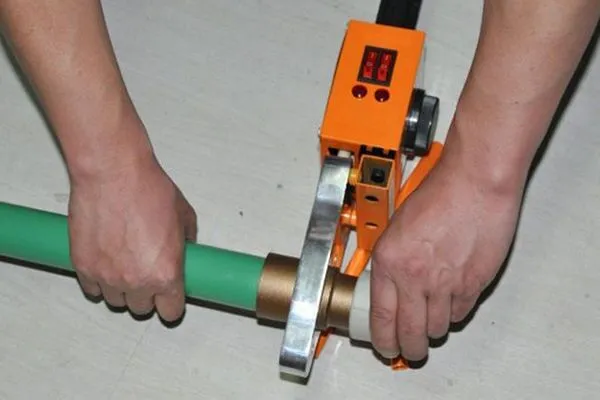
- Подайте трубу и фитинг с усилием в насадки сварочного аппарата.
- Держите их в аппарате около 5 секунд, чтобы добиться необходимого прогрева материалов.
- После этого извлеките трубу и фитинг из насадок и быстро соедините нагретые части на весу.
- Подержите соединенные элементы в таком положении 6-7 секунд.
- Переместите сваренные элементы на пол или верстак для остывания.
Несмотря на простоту, процесс сварки имеет свои нюансы.
Отбракуйте материалы
Обратите внимание, что трубы и фитинги должны входить в прогретые насадки с усилием. Если элементы легко входят в холодные насадки, то они практически не будут касаться нагревателя и не прогреются, что приведёт к слабому соединению. В данном случае такие детали лучше выбросить.

Почему протекает фитинг и как самостоятельно устранить течь
Ставьте отметки
При вставке трубы в сварочный аппарат необходимо следить за глубиной вхождения, так как есть вероятность запихнуть её слишком глубоко. Рекомендуется заранее отметить на трубе границу горячей зоны — это расстояние, на которое труба проникает в насадку сварочного аппарата. В этом поможет представленная далее таблица.
Например, у вас труба диаметром 20 мм, где делать отметку? Горячая зона для трубы составляет 13 мм (см. табл.). К этому значению следует добавить 2 мм, чтобы учесть наплыв пластика, который образуется на границе с фитингом. Таким образом, отметка должна располагаться на расстоянии 15 мм от среза — это максимальная глубина, на которую труба может заходить в насадку.
Размеры горячей зоны трубы
Не перегревайте трубы
Если трубы удерживаются в сварочном аппарате дольше рекомендованного времени, это повлияет на прочность соединения, так как материал начнет обгорать, образуя оксидный слой. Оптимальное время нагрева для труб диаметром 20 мм составляет 5 секунд, причем при увеличении диаметра время нагрева также следует увеличивать.
Контрольное время нагрева и время до соединения трубы с фитингом
Не вращайте трубу в фитинге
При состыковке трубы и фитинга их нельзя вращать, так как это нарушит структуру соединенного материала, который уже начинает остывать и полимеризоваться. Это может привести к ненадежному соединению.
Собирайте максимум узлов на столе
Рекомендуется монтировать все узлы на столе, даже для сложных разводок, чтобы затем упростить монтаж соединений между готовыми частями на стене. Это позволит существенно сэкономить время при работе.
Соблюдайте технику безопасности
При работе будьте осторожны, чтобы не задеть горячие детали сварочного аппарата, что может стать причиной возгорания. Лучше всего использовать верстак, чтобы можно было прочно зафиксировать сварочный аппарат. Многие устройства поставляются со специальным креплением для этой цели.
Не забудьте, что защита рук перчатками — отличный способ избежать ожогов.
Температура пайки полипропиленовых труб
Прочность и долговечность пластиковых коммуникаций зависят от точности соблюдения температуры пайки полипропиленовых труб. При сварке данных изделий необходимо учитывать время нагрева и охлаждения швов, а также другие параметры. Грамотное соблюдение температурных режимов и временных показателей во время монтажа труб из полипропилена позволяет создавать прочные и надежные соединения. Любые отклонения от технологии могут оказаться фатальными: в местах соединения могут образоваться разрывы, что делает материал ненадежным.
Общая информация:
Температурный режим пайки труб из полипропилена напрямую зависит от характеристик применяемого полимера. На практике различают четыре типа таких материалов:
- PN10 – трубы, предназначенные для работы при температуре до +40 °С;
- PN16 – для эксплуатации до +60 °С;
- PN20 – для водоснабжения при температуре от +80 °С до +95 °С;
- PN25 – для режимов работы выше +95 °С.
Кроме давления, которое может выдерживать трубопровод, сварка полипропиленовых труб также зависит от температурных характеристик конкретного типа материала.
Первый тип труб (PN10) применяется для холодного водоснабжения, в то время как трубы PN20 являются универсальными и могут использоваться как для холодного, так и горячего водоснабжения, однако следует учитывать, что воздействие температур выше +95 °C должно быть кратковременным. Если технология нарушается, трубы могут потерять свою герметичность и деформироваться.
Режим пайки и его влияние на процесс
Процесс пайки полипропиленовых труб заключается в их нагреве, что приводит к размягчению входящих в состав труб пластиковых компонентов. При соединении двух нагретых частей происходит диффузия — молекулы полипропилена одного элемента взаимопроникают в молекулы другого. В итоге образуется прочная молекулярная связь, что обеспечивает герметичность и прочность соединения.
Недостаточный нагрев приведет к слабому соединению из-за неполной диффузии, что грозит порывами и протечками в местах сварки.
Важно! Необходимо избегать перегрева фитинга и труб при сварке, так как это может привести к деформации и нарушению геометрии соединения, а также образованию наплывов.
Результатом этого могут стать трубопроводы с минимальными внутренними диаметрами в месте соединений, которые не соответствуют установленным технологиям.
Необходимо учитывать не только температурные характеристики во время сварки полипропиленовых труб, но и время, температурные условия окружающей среды и диаметр труб. Время нагрева труб зависит от их диаметра.
Следует также учитывать внешние температурные факторы. Минимально допустимая температура при сварке труб из полипропилена составляет -10 °C, а максимально допустимая – +90 °C. Таблица температур для сварки труб из полипропилена иллюстрирует, что время является ключевым параметrom.
Время сварки PPR
Для точного расчет времени пайки полипропиленовых труб необходимо заранее подготовиться:
- установите на рабочую часть паяльника или утюга подходящую болванку;
- включите паяльник;
- нагрев должен достигать не менее 260 градусов — именно это оптимальный режим;
- о достижении необходимой температуры сообщит зеленый индикатор.
Теперь необходимо рассчитать время. Это желательно сделать еще до начала монтажа.
Неверный расчет времени пайки полипропиленовых труб является одной из самых распространенных ошибок. Для правильного определения этого времени может помочь специальная таблица, которая будет приведена ниже. Кроме того, следует учитывать и другие факторы:
- температуру окружающей среды;
- температуру паяльника;
- трубу следует предварительно разогреть;
- правильный выбор диаметра фитингов и труб.
Подробная информация представлена в следующей таблице.
Таблица пайки полипропиленовых труб
Существует давно разработанная оптимальная таблица для пайки полипропиленовых труб, содержащая информацию о времени нагрева в зависимости от диаметра труб. Также указаны и другие необходимые параметры.
| Диаметр изделия в мм | Время сваривания с | Время нагревания с | Охлаждение | Температура пайки |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 260 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | 259-280 |
| 75 | 6 | 30 | 390 | 259-280 |
Время пайки и температура для монтажа полипропиленовых труб должны рассчитываться не наугад. Поэтому данная таблица является основным учебным материалом для проводимых монтажных работ. Как видно, температурный режим указывается в среднем, но время его применения значительно варьируется.
Несоблюдение указанных температурных циклов может привести к нежелательным последствиям:
- недостаточный или короткий нагрев не даст возможности для нормальной диффузии, что приведет к разрыву шва и появлению протечек;
- перегрев допускает образование внутренних наплывов внутри труб, что чревато увеличением гидравлического сопротивления.
Эта таблица особенно полезна при работе с трубами большего диаметра, так как время нагрева увеличивается, и точно знать, насколько, крайне важно.
Однако даже эти данные не всегда будут точными. Многое зависит от температуры в помещении или на месте работ. Оптимальной температурой считается комнатная температура, минимально допустимой — -10 °C. В этом случае время пайки нужно увеличивать согласно погодным условиям. Чем холоднее, тем дольше придется нагревать. При температурах выше +25 °C, наоборот, рекомендуется отложить монтажные работы.
Муфтовая пайка
При проведении диффузионной или муфтовой пайки используются специальные соединительные муфты для стыковки труб.
Нагрев обоих элементов – внутренней поверхности муфты и внешней поверхности трубы – производится одновременно аппаратом для пайки. После достижения необходимой температуры пайки детали извлекаются из аппарата и соединяются между собой с помощью раструба.
Данная технология эффективна для полипропиленовых труб диаметром от 16 до 60 мм.
Стандартная температура пайки на уровне 260 градусов Цельсия применяется при диффузионной пайке.
Для диффузионной пайки требуется использование специализированного паяльного аппарата, по конструкции похожего на обычный паяльник!
На массивном нагревательном элементе паяльного аппарата располагаются тефлоновые насадки.

Насадка, имеющая форму дорна, прогревает внутреннюю часть муфты, а гильзовая насадка – наружную часть трубы.
Сварочные аппараты для пайки полипропиленовых труб часто называют паяльниками или утюгами!
При соблюдении технологии пайки, включая правильный температурный режим нагрева, соединение гарантирует герметичность сварного шва.
Параметры пайки
Главные параметры, влияющие на процесс пайки полипропиленовых труб, включают в себя температуру нагрева, время нагрева, время сварки, время охлаждения и диаметр соединяемых труб.
Температура пайки полипропиленовых труб
При какой температуре следует паять пластиковые трубы? Все правила проектирования и строительства, зафиксированные в СП 40-101-96, регулируют параметры соединения полипропиленовых труб.
Стандартная температура пайки полипропиленовых труб составляет 260 градусов Цельсия, допускаются отклонения от этой нормы до 2 градусов.
Сварочный аппарат для пайки полипропиленовых труб обрабатывает соединяемые элементы до стандартизированной температуры пайки!
Время нагрева соединяемых частей зависит от вида трубы, а также от температуры и влажности воздуха в помещении.
При повышении температуры идеальное качество соединений снижается. На сварном шве могут образовываться заплавления и ухудшаться внутренние параметры трубы.
Допускается пайка толстостенных полипропиленовых труб с использованием температуры, превышающей стандартные 260 градусов Цельсия, до 280 градусов. При этом время нагрева нужно подбирать опытным путем.
Время пайки
Параметры времени пайки полипропиленовых труб состоят из времени нагрева, сварки и остывания:
Нагрев — это период, в течение которого соединяемые элементы прогреваются на рабочих насадках паяльника, нагретого до требуемой температуры.
О достижении рабочей температуры обычно сигнализирует зеленый индикатор на сварочном аппарате!
Сварка — это время, когда нагретые элементы находятся под давлением друг на друга.
Остывание — это интервал, необходимый для формировния прочного сварного соединения.
Все параметры времени пайки можно найти в таблицах!
Данные, приведенные в таблице, актуальны для стандартных условий: комнатной температуры 22 градуса Цельсия и относительной влажности до 60%.
При снижении температуры окружающей среды на каждые 5 градусов Цельсия время нагрева увеличивается вдвое!
Время нагрева определяется в результате экспериментальной пайки первого соединения.
Пайка может осуществляться при температуре воздуха не ниже -10 градусов Цельсия.
Таблица пайки полипропиленовых труб
В таблице представлены стандарты для пайки полипропиленовых труб.

Чтобы обеспечить надежное и герметичное соединение полипропиленовых труб, строго следуйте технологии пайки, указанной в инструкции к сварочному аппарату.