Покрытие предусматривает отделку высокотемпературных печей, чтобы строительный материал не рассыпался после самой первой плавки металла, все подробно расскажем на видео!
Футеровка печи: понятие, различные случаи, виды и материалы
Для каждого типа отопительной печи или котла покрытие имеет определенные характеристики. Рассмотрим самые распространенные варианты:
- Покрытие металлических печей
- Облицовка каменных печей
- Футеровка парового котла
Футеровка металлических печей
Если печь сделана из металла, необходимо учитывать различное тепловое расширение материалов. Обязательно оставлять небольшой зазор между облицовкой и сталью, иначе постоянное колебание размеров железных стен разрушит кладку
Оставшаяся полость не должна быть пустой. Он наполнен одним из негорючих материалов, например, базальтовой ватой. Иногда используется асбест, но печь обязательно должна располагаться в нежилом помещении.
При футеровке металлических печей кирпич иногда кладут с двух сторон. Ответ на вопрос о целесообразности такого решения мотивируется следующим образом: нагрев печи улучшается, а уровень безопасности повышается. Однако этот подход ошибочен:
Анализируя вышесказанное, можно сделать вывод, что покрытие металлических печей с двух сторон приведет не к теплоизоляции, а к теплоизоляции. Кроме того, в духовку не попадет остывший воздух, что может привести к обгоранию поверхностей.
Читайте также, как сделать шведскую печь своими руками
Кирпичной печи
Мнение о том, что устройство футеровки кирпичной печи намного проще, чем металлической, неверно. Такие работы тоже имеют некоторые особенности, без учета того, что на долгий срок службы конструкции рассчитывать не придется.
Не допускается кладка облицовки возле кирпичей, составляющих элементы внешних стен. Причина этих последствий — вытеснение внешних слоев расширяющимися внутренними. Тот факт, что глина имеет низкие показатели адгезии и расширяется больше, чем кирпич, может усугубить растрескивание.
Если покрытие некачественное, это приведет к неприятным последствиям:
- Перегрев наружных поверхностей станет следствием растрескивания швов и образования трещин
- Последнее, в свою очередь, вызовет утечку угарного газа в комнату, но не в дымоход
Помимо качественной футеровки из огнеупорного кирпича, особое внимание уделяется качеству швов и используемой глине. Необходимо 2-3 кирпича склеить и обжечь при высоких температурах
Это действие позволит визуально определить, как поведет себя собранная конструкция. Если результаты не будут удовлетворительными, придется поэкспериментировать с составом и повторить испытание.








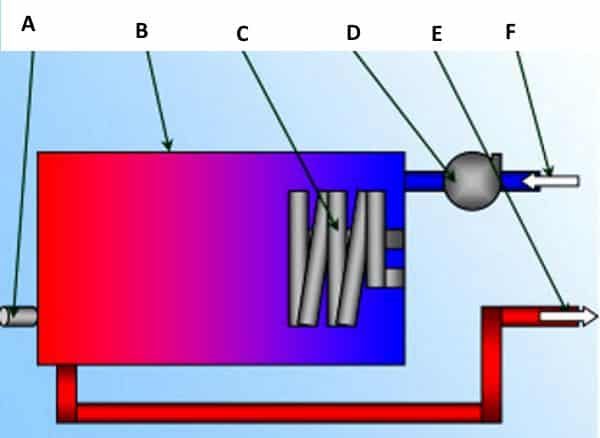
Парового котла
Иногда покрытие нужно укладывать не на классические камины и печи, а на паровые котлы. В этом случае выберите одну из 3-х его разновидностей:
Толстая подкладка и что это значит — один из волнующих вопросов. Применяется, когда котлы имеют слабую защиту. Иногда температура внутри духовки может превышать 1200 градусов, что приводит к возгоранию внешних материалов. Необходимо уложить тяжелую футеровку из 2-3 слоев огнеупорного кирпича. Эта защита позволяет снизить внешнюю температуру до 60-80 градусов безопасности.
Если кирпич кладут только в один слой, то облицовку называют светлой. Однако каждый из тросов должен опираться на промежуточную балку или каркас котла. Затем поверхность системы обогрева оборачивается негорючими материалами и покрывается листовым металлом. Благодаря такому сочетанию можно снизить внешнюю температуру и повысить КПД котельной.
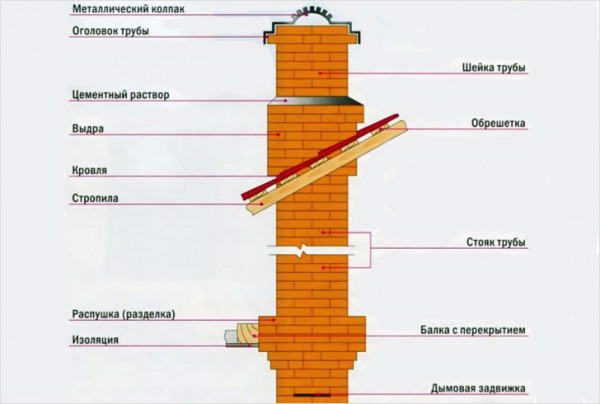
Самой простой считается футеровка трубы. Для его устройства необходимо приготовить вязкую негорючую массу и нанести на трубы в 2-4 слоя. Чтобы конструкция лучше сопротивлялась термическому расширению, укладывается армирующая сетка.
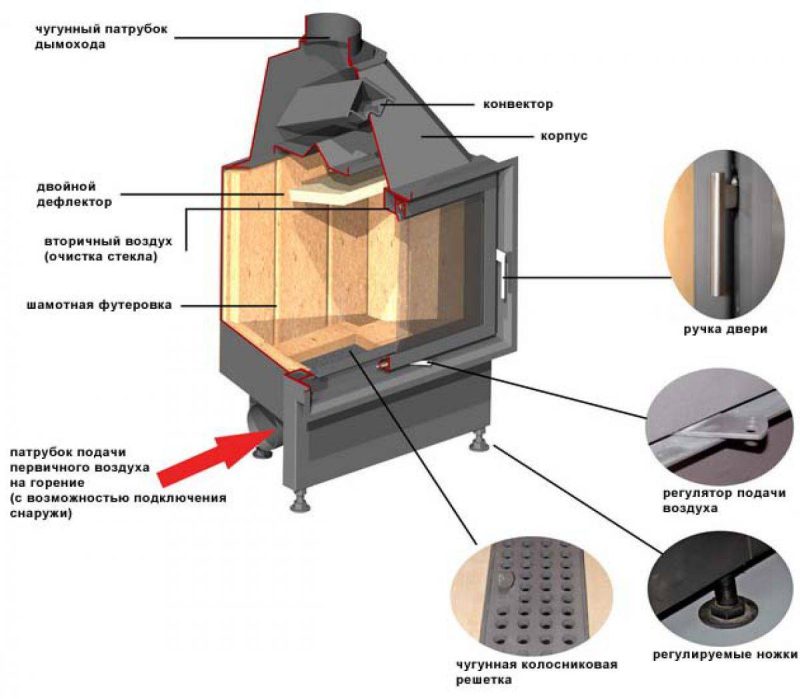
Облицовка каминной топки Облицовка — это часть очага, которая защищает корпус дровяного камина от резких перепадов температуры, перегрева и химического воздействия продуктов изнутри
Какую футеровку выбрать?
Заводская облицовка обеспечит полную защиту топки вне зависимости от выбора материала, цвета и рисунка.
Стоит отметить, что топку с качественным чугунным корпусом или жаропрочным бетоном можно вообще не облицовывать. А для каминов и печей со стальными или каменными очагами защита стен и сварных швов просто необходима.
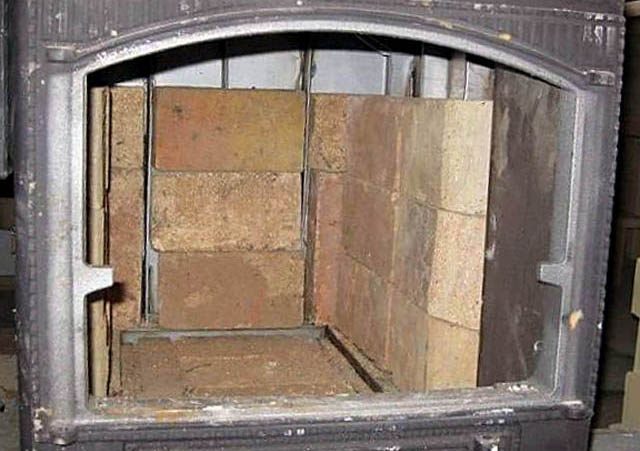
 Шамот в дровяной печи Шмид
Шамот в дровяной печи Шмид
 Монтаж футеровки в топку Schmid, шамот
Монтаж футеровки в топку Schmid, шамот
Из какого материала сделана облицовка духовок? Какова роль огнеупорной футеровки печи? Почему важно правильно выбрать материалы и сделать качественную облицовку духовки
Из каких материалов лучше делать футеровку для муфельной печи
Материалы футеровки печи делятся на несколько классов. Их главное отличие — характеристики входящих в их состав ингредиентов:
- «А»: нижний колонтитул создан из компонентов природного происхождения. Сюда также входят синтетические материалы с силиконовым связующим.
- «Б» — основной ингредиент покрытия — специально обработанная глина — шамот. Из него создаются блоки и кирпичи, которые используются при строительстве печи.
- «С» — к этому классу относятся материалы, созданные на основе других компонентов.
Сырье класса B считается наиболее популярным для футеровки муфельных печей, поскольку оно легко доступно и относительно недорого.
Для улучшения жаропрочных качеств шамота добавлены кварцевый песок, щебень песчаника и другие породы, не изменяющиеся при значительном нагреве

Футеровку печи огнеупорным кирпичом или керамикой иногда проводят в сочетании с другими материалами, содержащими белую глину. Они доступны в виде рулонов, листов или пластин и помещаются между слоями керамической или термостойкой кладки. Чаще всего используются:
Если печь облицована кирпичом, то практически всегда используются сухие смеси. Их используют для приготовления раствора, устойчивого к высоким температурам. Этим составом покрывается кладка и заполняются полости и трещины, образовавшиеся при строительстве муфеля.
Полужидкие составы помогают создать цельный дизайн и предотвратить потерю тепла

Покрытие индукционных печей
Футеровка индукционных печей
Карл-Йохан Найберг Главный технолог, OY LUX AB
В последнее время под влиянием экономических, металлургических факторов и факторов охраны труда в Европе среднечастотные индукционные печи все чаще используются для выплавки черных и цветных металлов, где в самых больших печах для плавки бронзы они достигают 80 тонн, для чугуна 40 тонн и для стали 10 тонн явная тенденция к увеличению мощности печей на килограмм металла (кВт / кг). При литье чугуна и стали мощность обычно составляет 0,5-0,8 кВт / кг.
Для успешной плавки в индукционной печи, прежде всего, необходимо учитывать и предотвращать такие моменты, как: возможный неравномерный износ, возможное растрескивание покрытия, утечки металла на покрытии индуктора и даже на индукторе. Брызги металла также следует рассматривать как опасность при индукционной плавке. Цель данной статьи — рассмотреть наиболее важные риски, влияющие на безопасную индукционную плавку, правильный выбор смесей покрытий, их использование, а также факторы, влияющие на преждевременный износ покрытия.
В статье приведены ссылки на широко используемые смеси для покрытий известного британского производителя Capital Refractories Ltd, имеющего большой опыт и специализирующегося на производстве специальных смесей для покрытий для индукционных печей.
Выбор футеровочных материалов для индукционной печи
В Европе долгое время сухие смеси для нанесения покрытий использовались для нанесения покрытий на индукционные печи. Однако при использовании сухой футеровки важно иметь в виду, что вибрации во время работы печи могут вызвать утечку сухой массы через трещины в футеровке индуктора и огнеупорный бетон днища печи. Покрытие Capital Silkote 90 защитит индуктор печи. Покрытие индуктора наносится по всей высоте печи снизу вверх, включая воротник, и должно иметь гладкую поверхность.
При литье углеродистых и низколегированных сталей обычно используется шпинель Capital Coral CXL. При плавке в большем объеме высоколегированных сталей используется масса Capital Coral SMC с более высокой прочностью сцепления шлака. При литье очень точных сплавов, требующих температуры выше 17200 ° C, Capital Coral SXL доказал свою эффективность.
При литье чугуна обычно используют кварцитовое покрытие. Но если в одной печи вместе с чугуном иногда необходимо плавить цветные металлы и сталь, то применение муллитообразующей массы Capital CRL 65 оправдано. Слой муллита препятствует слипанию металла и шлака, что увеличивает стойкость покрытия.
При необходимости литья меди и бронзы в печи рекомендуется также покрыть индукционную печь муллитообразующим составом Capital CRL 65. Спекание осуществляется чугунным литьем.
Порядок футерования индукционной печи сухой массой
Часто футеровка печи проводится в выходные дни или в ночную смену, что связано с техническими характеристиками производства, и в этих ситуациях не всегда есть возможность обратиться к специалисту. Поэтому цель данного раздела — рассмотреть все наиболее значимые этапы футеровки печи с учетом возможных рисков.
После утилизации использованной футеровки внутреннюю поверхность индуктора и под духовкой следует очистить щеткой или пропылесосить. По завершению следует провести тщательную проверку состояния поверхности покрытия. Любые обнаруженные трещины, даже небольшие, необходимо немедленно отремонтировать с помощью Capital Silkote 90, чтобы поверхность покрытия индуктора стала гладкой. Если участки ремонтной поверхности небольшие, их можно просушить с помощью электронагревателя, но если площадь ремонта значительная, то в этом случае свежая масса должна затвердеть и только потом ее можно будет сушить. Покрытие индуктора нельзя сушить открытым пламенем, так как на его поверхности может оставаться нагар, что снижает электроизоляционные свойства покрытия и может вызвать электрические помехи во время плавления. Если оболочка индуктора установлена правильно, потеря металла в индукторе практически невозможна.
Следующим шагом является установка изоляционного материала из миканита (o) на чистую сухую поверхность рубашки индуктора, начиная с нижней части духовки и заканчивая ее верхом. В верхней части духовки пластины миканита загибают по краю и фиксируют бумажной лентой.

Пример крепления миканита бумажным скотчем.
Внимание: миканит нельзя сгибать перед носиком.
Вертикальный шов миканита перекрывается с запасом 50–100 мм и также закрепляется по всей длине бумажной лентой. Это важно для того, чтобы во время упаковки сухая масса не проникала через слой миканита, так как она должна действовать как газонепроницаемый слой на пути к покрытию индуктора. В последнее время все чаще начинают наносить покрытие из сопла печи, и только потом устанавливается миканит. В этом случае миканит напротив носика не должен изгибаться, но желательно оставить его в вертикальном положении, чтобы образовалась цилиндрическая поверхность. Следовательно, небольшое вероятное перемещение вкладыша в вертикальном направлении не поднимет вкладыш носика и не вызовет трещин в области соединения сухой массы и пластика. Если между стеной и желобом есть стык, который хорошо виден сверху, его можно заделать перед заливкой ремонтным составом Capital Caprax D 11. По завершении работ по нанесению покрытия вертикальный участок миканита, оставшийся напротив камыша, будет резать.
При установке шаблона важно, чтобы центральная ось шаблона была совмещена с центральной осью духовки. По всей поверхности шаблона следует равномерно просверлить отверстия диаметром 2 мм для облегчения отвода влаги.
Не рекомендуется выгружать сухую подкладку непосредственно из пакетов в духовке, чтобы не собрать вместе с массой обрывки бумажных пакетов. Массу лучше предварительно вылить на чистый подсобный пол, перемешать и убедиться, что нет остатков упаковки, и только потом переливать в духовку
Сухая масса заливается в духовку небольшими порциями и каждый слой тщательно уплотняется. В нижней части топки массу лучше уплотнять вибратором с плоским соплом. После уплотнения одного слоя и перед заливкой следующего на поверхности уплотняемой массы необходимо проделать отверстия с помощью так называемого «трезубца». Эти действия очень важны, так как предотвращают образование воздушных пробок и появление четких линий стыков слоев массы. Набивку печи можно выполнить вручную, но лучше всего уплотнить футеровку с помощью главного пневматического роторного вибратора.

Вибратор вращающийся пневматический капитальный
Для заполнения воротника печи можно использовать готовую пластиковую массу Capital Capram 70. Носовая часть печи футерована такой же массой. Очень важно правильно сделать стык между сухой массой и пластиком. Вручную распределите массу Capram 70 по поверхности сухой массы и постарайтесь вдавить ее внутрь сухой массы, особенно в точках высверливания, так, чтобы массы смешались и образовали слой примерно 20-30 мм. Затем покрытие продолжается до верха только пластиковой смесью Capram 70. Соединение двух материалов должно быть расположено на 20-30 мм выше максимально возможного уровня зеркала расплава в печи во время плавления и спекания. Уложив пластиковую массу на всю поверхность воротника и по краям носика, необходимо сделать вертикальные проколы для облегчения отвода влаги.
Capital Capram 70 также хорошо подходит для футеровки ковшей.
К процессу высыхания покрытия необходимо относиться с должной осторожностью. Для наиболее эффективного удаления влаги с покрытия очень важен постепенный и медленный нагрев печи до температуры 8000 ° C с максимальной скоростью 2000 ° C / ч. Лом или слитки для спекания должны быть сухими, очищенными от ржавчины и грязи. Однако существует метод спекания муллитовых и шпинелидообразующих масс с использованием готового жидкого металла. В этом случае рекомендуется в начале процесса (для защиты низа модели) закладывать 10-15% слитков или лома, затем начинать постепенный нагрев печи со скоростью 2000С / ч до достижения температура 8000С. И только тогда сразу выплачивается вся запланированная сумма слияния. После завершения отливки из агломерата хорошо провести сразу две-три заливки подряд, чтобы упрочнить покрытие до того, как оно остынет.
Металлургические явления, возникающие при спекающей плавке
При повышенных температурах водяной пар, выделяющийся из металлической футеровки и лома, может разлагаться на водород (H) и кислород (O). Маленькие и легкие атомы водорода проходят по поверхности расплава, где они образуют связи с воздухом, и иногда появляется голубое пламя. Кислород, в свою очередь, являясь активным газом, реагирует с марганцем и кремнием, образуя стекловидный шлак, а также с углеродом, образуя монооксид углерода. Окись углерода устойчива при высоких температурах и свободно проникает через покрытие в его более холодные слои. При охлаждении до температуры ниже 5000 ° C окись углерода вступает в реакцию с железом или его оксидами с выделением углерода или диоксида углерода. Чистый углерод может оседать на покрытии индуктора и проникать в его щели, вызывая электрическую дугу и другие электрические помехи. Поэтому очень важно использовать изолирующий миканит в футеровке печи, который предотвращает проникновение углерода в футеровку индуктора и, следовательно, в индуктор. Более тщательная сушка паковочной массы во время спекания снижает образование окиси углерода. В состав покрывающей массы входят небольшие количества железа и его оксида, которые, будучи катализаторами инициирования разложения монооксида углерода, сами по себе практически не исчезают.
Восстановление кремния, содержащегося в массе покрытия при плавлении путем спекания, возможно как за счет использования кварцита, так и муллитообразующей массы. В обоих случаях реакция протекает одинаково. Углерод, содержащийся в расплаве, реагирует с оксидом или силикатом кремния, в результате чего в расплаве выделяются кремний и монооксид углерода. Лучший способ предотвратить растворение кремния — выбрать для спекания расплавленный лом с достаточно высоким содержанием кремния, превышающим 1,5%.
Металлургические особенности при плавке
При отливке чугуна особое внимание следует уделить порядку укладки лома. На стадии появления исходного расплава содержание в нем кремния не должно быть низким. Обычно слитки чугуна кладут на дно, а затем сверху укладывают лом низкоуглеродистой стали. Если слитки чугуна содержат недостаточное количество кремния, на них кладут лом, содержащий кремний, и только потом сталь. Этот метод гарантирует, что содержание кремния в исходном расплаве будет достаточным для предотвращения выделения оксида кремния.
Магний поступает в расплав из лома высокопрочного чугуна. Магний и сульфид магния, а также углерод реагируют с оксидом кремния с образованием свободного кремния. Чем больше остаточного магния содержится в ломе высокопрочного чугуна, тем выше риск отделения кремния от покрытия, что приводит к неравномерному износу покрытия, так называемой слоновьей ноге. Чтобы этого не случилось, нужно как можно позже добавлять в духовку лом, содержащий магний.
В последнее время металлический лом часто содержит цинк, и его низкая температура плавления 4200 ° C и температура испарения 9070 ° C создает не только технологические трудности, но и проблемы в области безопасности и гигиены труда. При этом следует учитывать, что цинк легко проникает в трещины покрытия, а защитить индуктор может только слой миканита и покрытия. Масса, образующая муллит Capital CRL 65, или массу кварцита с высоким содержанием оксида бора, может препятствовать проникновению цинка. Также не рекомендуется закладывать цинксодержащий лом в печь до раскаливания покрытия.
Давление паров цинка при температуре 9920 ° C составляет 2 бара, а при 12770 ° C — примерно 20 бар. При высоком содержании цинка и высокой скорости нагрева печи металл начинает бурно кипеть, в результате чего брызги разлетаются по краям печи, повреждая печь и представляя опасность для оператора (пары цинка вызывают возгорание и, хотя проходит, вызывает дискомфорт). Чтобы избежать описанной выше ситуации, рекомендуется класть на слитки цинксодержащий лом в пустой печи, тогда цинк в его массе успеет окислиться еще до того, как попадет в расплав. Окисленный или испаренный цинк выделяется в виде белого порошка, поэтому цинковый лом нельзя плавить без эффективной системы вентиляции. Но в любом случае необходимо стремиться к тому, чтобы цинк не попал в расплав.
Сера появляется в металле из лома или сопутствующих примесей. Например, многие смазочные масла содержат серу, которая при высоких температурах разлагается с образованием оксида серы (SO). В свою очередь, оксид серы гидролизуется под действием влаги и образует высококоррозионные пары серной кислоты. Если изолирующий миканит не используется, эти пары могут проникнуть в оболочку индуктора и разрушить ее. В результате проникновения паров серной кислоты через образовавшиеся трещины углерод будет свободно проникать, что может создавать электрические помехи и, в некоторых случаях, электрическую дугу.
Проникновение металла в футеровку
Кислород попадает в расплавленный металл из влаги, испаряющейся из массы покрытия или металлолома. Растворенный кислород вступает в реакцию не только с углеродом, но и со многими металлами, образуя различные шлаки. Некоторые из них увлажняют покрытие, прилипают к его поверхности и проникают внутрь. Кроме того, шлак может повлиять на снижение поверхностного натяжения металла, в результате чего металл проникает в мелкие поры покрытия. Хорошо спеченная масса лучше всего отражает проникновение металла, в то время как при плохо спеченной массе или в процессе спекания поверхность покрытия не так надежна. Поэтому предварительная сушка металлолома имеет большое значение с точки зрения металлургического процесса и охраны труда. Однако на практике сушка не всегда возможна, поэтому рекомендуется, чтобы печь была полностью заполнена ломом во время плавки.
Учитывая тот факт, что металл может проникать в покрытие даже через незаметные мелкие трещинки, поэтому холодный пуск всегда нужно проводить очень медленно, чтобы существующие трещины, образовавшиеся в покрытии, успели отрасти еще до появления расплава в подкладке духовки. Это правило особенно важно соблюдать при литье бронзы, содержащей олово или свинец. Перед холодным пуском рекомендуется заделать большие трещины с помощью Capital Caprax D11.
Разница температур в печи
Когда в расплав печи добавляются большие куски металла, которые всегда остаются на поверхности, совершенно очевидно, что температура расплава в верхней части печи ниже, чем в нижней. Такая же ситуация возникает, когда верхний уровень металлического зеркала находится выше уровня верхней катушки индуктора. Учитывая, что на практике температура расплава измеряется в верхней части печи, а температура всегда выше в нижней части, можно ожидать преждевременного износа покрытия в нижней части печи.
Аргоновая продувка во время плавки стали и медных сплавов
Метод продувки аргоном на протяжении всего процесса плавки распространился на индукционную плавку стали и медных сплавов. Британская компания Capital Refractories разработала для этого специальную технологию.
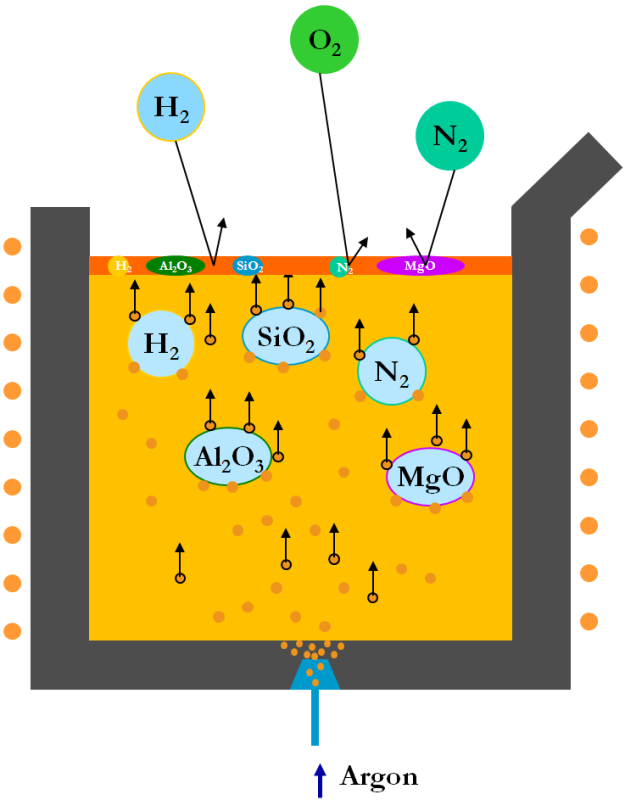
Влияние продувки аргоном при выплавке стали
Продувка аргоном немедленно выводит образовавшиеся частицы шлака на поверхность, что позволяет поддерживать покрытие в более чистом состоянии, чем отсутствие продувки, и тем самым значительно увеличивает срок службы покрытия. Кроме того, выдувное формование положительно влияет на чистоту стали, поэтому этот метод распространился как на небольшие печи точного литья, так и на большие печи.
Зависание металлолома
Предотвращение зависания особо крупных кусков лома в индукционной печи — сложная задача. Подвешивание обрезков повредит покрытие и создаст опасные ситуации. Например, температура расплава в печи быстро повышается, поскольку замороженный холодный лом не может попасть в расплав для его охлаждения. В этой ситуации плавлению подвешенного металла может способствовать конструкция печи, которая позволяет наклонять ее во время работы на полной мощности.
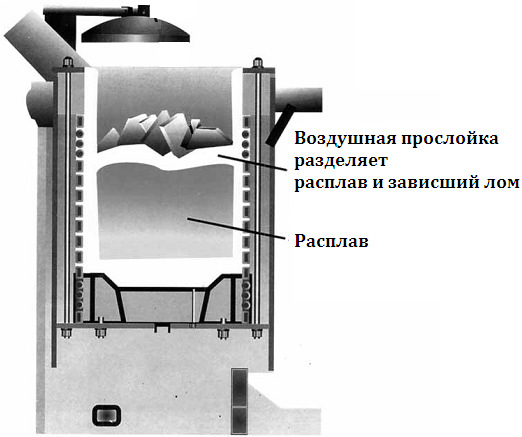
Подвешивание — это ситуация, когда лом образует неподвижный мостик в верхней части печи, неспособный достичь нижней части печи для охлаждения расплава. Воздушный зазор между шпинделем и мостом действует как изолятор. А если вовремя не выключить духовку, возникает эффект «скороварки» с резким перегревом расплава и налета в его нижней части.
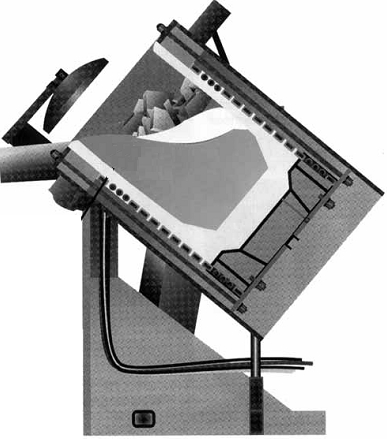
Проблему замерзания можно решить, наклонив печь под углом 45 °, после чего в месте контакта расплава с перемычкой образуется отверстие, через которое можно добавить небольшой лом и продолжить плавку в наклонном положении до уровня шпинделя доходит до моста. После этого духовку можно повернуть в вертикальное положение.
Влажный металлолом
Однако наибольший риск при индукционной плавке представляет мокрый металлический лом. Брикетированный лом, пористые слитки, фрагменты труб с заглушками могут содержать влагу и часто воду со льдом, который проникает под расплав, не успевая испариться. В результате металл в печи начинает фонтанировать, создавая опасные ситуации для персонала и производства. На заключительном этапе загрузки лома, когда металл уже появился в печи и больше нет медленного предварительного нагрева лома, необходимо позаботиться о добавлении только сухого лома. Добавляемые в печь ферросплавы, модификаторы и вяжущие вещества также должны быть сухими. То же требование касается оборудования для измерения температуры металла в печи. Важно, чтобы вокруг печи не было посторонних и ненужных предметов, препятствующих в случае необходимости быстрой эвакуации персонала. Рядом с духовым шкафом должно находиться минимум людей в защитной одежде.
Аварийный слив металла
Из-за падения напряжения могут возникнуть ситуации, когда необходимо быстро слить металл из печи. Поэтому перед печью всегда должен быть сухой отстойник для аварийной выгрузки металла, а также возможность ручного наклона печи для небольших печей и гидравлического наклона для больших печей. Время от времени рекомендуется проводить тренинги по аварийному дренажу металла, например, в темноте, искусственно создавая ситуацию полного отключения электроэнергии.
В заключение
Сегодня существует несколько модификаций индукционных печей, которые не имеют надежной системы для измерения тока утечки на землю, хотя эти данные важны, поскольку более высокая скорость утечки указывает на то, что не все в системе в порядке. Большинство индукционных печей нового поколения автоматически прекращают работу, если ток утечки превышает определенное установленное значение мА.
Механизм выталкивания отработанного покрытия печей нового поколения позволяет изучить состояние удаляемого покрытия. После устранения толщина зеленого слоя сухой массы по всей площади должна быть не менее 2 см, а в печах больших размеров и выше. Этот факт важен для создания преграды прохождению металла к покрытию индуктора.
Срок службы футеровки в идеальных условиях можно спрогнозировать с помощью огнеупоров Capital. При использовании чистого лома и безошибочной отливки чугуна, меди и бронзы покрытие выдерживает более 400 отливок, для стали этот показатель составляет более 100 отливок. Но поскольку реальность еще далека от идеала, на практике замена обивки происходит немного чаще. Сигналом к своевременной замене покрытия должно стать уменьшение его толщины на 30-40% от первоначальной. Таким образом, строго соблюдая технологию выполнения футеровки и разливки печи, можно избежать преждевременной замены футеровки, а также возникновения опасных ситуаций при литье.