Учитывая, что силовой передачей является понижающая передача и что 1 л.с. соответствует 735,5 Вт, держать рабочий инструмент в руке уже проблематично. По этой причине в комплект поставки станка входит цанга. Опционально может поставляться масляный насос для подачи специального масла в рабочую зону.
Как подобрать плашку для нарезания резьбы
Чтобы правильно выбрать кран, необходимо знать характеристики этого слесарного инструмента. Если у вас дома есть набор метчиков, вы можете решить многие ремонтные проблемы самостоятельно, не вызывая слесаря — для ремонта или нарезания резьбы в резьбовых соединениях мебели, бытовой техники, автомобилей и многого другого. Плоскогубцы также часто называют лерками.
Инструмент состоит из двух основных частей — собственно плашки в виде большой гладкой гайки (головки) и конца с воротком — держателя инструмента (клещей). Существуют также держатели инструментов с поворотными трещотками. Существуют также электрические зажимы для профессиональных инструментов.
Некоторые модели имеют резьбовые отверстия на конце головки (от трех до шести), в которые можно вкрутить ручки-рукава. Подвижные губки имеют квадратную или шестигранную форму. Структурными элементами являются:
- резцы (режущие кромки)
- задняя и передняя поверхности
- калибрующая часть
- заборный конус
- стружечные отверстия
- перо (фаска перед заборным конусом).
Режущие кромки находятся в центре головки. Их количество зависит от диаметра — от 3 до 16. Между режущими кромками имеются круглые отверстия, через которые во время резки выбрасываются осколки. Режущие кромки (зубья) различных штампов имеют разную ширину и форму. Резьба образуется в сердцевине заготовки, которая входит в упорный конус и выходит из зоны резания. С обеих сторон имеются упорные конусы, чтобы инструмент можно было завинчивать с обеих сторон. Калибровочная секция расположена в середине фрезы и выполняет функции направления, центрирования и самоподачи.
В России для изготовления пресс-форм используются два вида стали — Р-18 и Р-9, или высокоуглеродистые сплавы 9ХС и ХВС для профессионального инструмента. Такие инструменты более долговечны и стоят намного дороже. Детали из стали R-9 также не являются «бросовыми» изделиями, но они самые дешевые и считаются хорошим инструментом для домашнего использования.
За рубежом штампы изготавливаются из группы сталей HSS (быстрорежущая сталь). Это сплавы молибдена, вольфрама и кобальта. Эти штампы очень точны, рассчитаны на большие нагрузки и устойчивы к деформации при высоких температурах до 700°C.

Виды плашек
Каждый тип наружной резьбы нарезается определенным типом плашки. Эти типы подразделяются далее в зависимости от размера, структуры, профиля и направления резьбы.
По строению
Раздвижные штампы. Эти плашки используются для резьбы малого и большого диаметра. Они состоят из двух частей, которые прочно соединены друг с другом для фиксации заготовки.
Насечка. Они имеют поперечное сечение для большей точности при нарезании резьбы, чтобы заготовка была правильно зажата. Эти штампы особенно подходят для затяжки критических соединений.
Круглые штампы. Это наиболее распространенный тип штампа, который имеет круглый корпус с отверстием в центре, содержащим режущие кромки и прорези для отвода стружки. Их лучше всего назвать «токарными станками». В корпус могут быть ввинчены две ручки или одна ручка. Инструмент с одной рукояткой можно использовать для работы в ограниченном пространстве, например, для нарезания наружной резьбы в трубах вблизи стен или в нишах.

По форме нарезного профиля
Для нарезания трапецеидальной резьбы. Режущие кромки имеют равностороннюю трапециевидную форму. Следовательно, на резьбе также образуются зубья с таким же профилем. Этот инструмент используется для нарезания резьбы в ответственных соединениях труб, где ожидается высокое давление среды.
Трапециевидные нити можно наблюдать в движущихся парах. Например, поступательное движение крепежного элемента в токарных станках осуществляется за счет вращения шпинделя с этой резьбой. Движение зажимов в тисках основано на том же принципе. Однако трапецеидальную резьбу на валах машин нарезают резцами на винторезных станках, а резьбу меньших размеров изготавливают плашками.
Коническая. В этом типе штампов с символом «K» поперечное сечение режущей кромки имеет коническую форму. Катушки для ниток имеют аналогичный профиль. Конические плашки — это особый вид резьбонарезного инструмента, используемого на заводах.

В зависимости от профиля резьбонарезные инструменты делятся на имперские и метрические плашки. Обозначения указывают на то, что параметры резьбы первых рассчитаны по английской метрической системе, а вторых — по метрической системе. Метрические плашки содержат букву «М», а цифра рядом с ней указывает на диаметр резьбы (М8, М16, М22 и т.д. до 72 мм). Такие же размеры имеют и диаметры штампов. Остальные цифры обозначают шаг резьбы, шаг конуса. Все значения регламентируются ГОСТ 9740.
По направлению резьбовых витков
Правильно. Эти резьбы используются для поворота болтов, винтов и резьбовых шпилек по часовой стрелке, чтобы гайки или фитинги можно было повернуть по часовой стрелке. Резьба по часовой стрелке встречается чаще, чем левая резьба.
Левша. Левосторонняя резьба используется в механизмах для деталей, вращающихся против часовой стрелки. Это предотвращает непреднамеренное откручивание. На этом инструменте нанесены буквы LH.
Для труб
Этот тип резьбонарезного инструмента маркируется трубкой G. Используется на заводах и в домашнем хозяйстве для нарезания наружной резьбы большого диаметра для крепежа. В современных системах отопления и водоснабжения используются резьбовые соединения от G1/4 до G2.
Как выбрать плашку
Выбор зависит от параметров нарезаемой резьбы в заготовках. Необходимо учитывать шаг, форму и направление нити. Для дома или гаража лучше приобрести набор плашек. Декорации могут быть профессиональными или любительскими. Они представляют собой деревянные, пластиковые или металлические ящики, к которым прилагаются все необходимые для работы принадлежности: Держатели, ручки, зажимы. Для каждой детали и каждого размера фрезы имеется специальное поле с соответствующей информацией о параметрах.
Лучшими плашками для вашего дома по цене и качеству являются плашки, изготовленные из стали P-18. Ручное нарезание резьбы не требует от инструмента высокой стойкости к нагрузкам и температурам. Самое главное — выбрать правильные параметры. Качественная наружная резьба — это резьба, при которой гайка перемещается без приложения силы.
Если требуется точная резка, следует использовать разъемные или раздвижные штампы. С помощью коврового ножа будет трудно или даже невозможно получить высококачественные нити.
При выборе инструмента для обрезания нитей следует помнить о риске приобретения подделок. С этой оговоркой мы имеем в виду азиатских производителей, которые используют мягкие металлы. Они делают это намеренно, поскольку знают, что любой инструмент, в том числе и резьбонарезной, должен обладать, прежде всего, прочностными характеристиками. Не следует покупать «фирменную» продукцию, произведенную в Китае, Индонезии или на Филиппинах. Мы не говорим обо всех без исключения производителях из этих стран, но качественный инструмент не может стоить копейки, он всегда включен в цену.
Большим спросом пользуются наборы российских брендов Kobalt, Praktika, TM и HIZ. Это наборы для разного количества предметов. В каталоге «Микрон» представлен широкий ассортимент изделий для производственного использования и домашнего хозяйства. Среди зарубежных брендов стоит выбрать Hortz, JET, CNIC.

Устройство плашки, её отличие от лерки
Метчик для нарезания резьбы представляет собой гайку с осевыми отверстиями, образующими режущие кромки, и долотообразными отверстиями для отвода стружки во время работы. Рабочая часть обычно представляет собой внутренний конус с 8-10 нитями, 2-3 из которых образуют вставную часть. Они могут быть цельными, разъемными или щелевыми. Шлицевые и разъемные плашки могут использоваться для различных диаметров резьбы.
Материалы штампов — легированные стали 9ХС, ХВСØВ. Широко используются быстрорежущие стали — Р18, Р6М5К8, Р5М5 и другие — и твердые сплавы. Качество стали, а также ее обозначение и степень точности указываются на корпусе штампа (кроме стали 9ХС).
Часто возникает вопрос о том, что такое метчик и чем он отличается от плашки. Раньше существовало различие — плашки были регулируемыми инструментами для изготовления резьбы большого диаметра. Напильник — это цельная пластина с отверстием и канавками, обычно небольшого диаметра. Оба типа инструментов сегодня принято называть штампами.
Виды плашек
Этот инструмент классифицируется в зависимости от формы и конструкции корпуса. В зависимости от формы тела существуют следующие типы штампов:
- трубчатые;
- квадратные;
- шестигранные;
- круглые.
Конструкция штампа в основном характеризуется дизайном корпуса, который может быть:
- цельной;
- раздвижной;
- разрезной.
Давайте вкратце расскажем о самых популярных конструкциях. Наиболее распространенным продуктом является круглая плашка, которая может использоваться для сверления метрической, трубной и дюймовой резьбы с толстым, тонким или мелким шагом. При ручной работе инструмент этого типа крепится к вороту стопорными винтами, при машинной — в специальных резьбонарезных патронах. Диаметр резьбы можно изменить с помощью винтов.
Наружный диаметр круглой плашки зависит от диаметра резьбы и фасочных отверстий. Чем больше диаметр отверстий с фаской, тем легче удалять заготовки. Однако требуется больший расход материала и более крупные принадлежности, такие как отвертки, патроны и т.д.
Для высокоточной резьбы (метрической, конической, трубной) используются цельные плашки, обладающие наибольшей жесткостью. Недостатком является более низкая износостойкость по сравнению с инструментами в других типах корпусов.
Раздвижные губки. Они состоят из двух частей, которые вставляются в зажим и фиксируются там с помощью винта и гайки. Винт используется для регулировки диаметра резьбы. Обычно зажим продается с набором вставок разного диаметра. Шлицевые плашки также регулируются, но имеют тот недостаток, что обладают меньшей жесткостью и, следовательно, меньшей точностью резьбы. Этот тип штампа также имеет низкое сопротивление пружины, что приводит к изменению диаметра на 0,1-0,3 мм.
Применение и ГОСТ
Существуют следующие государственные стандарты, регулирующие параметры нитей:
- ГОСТ 13536 – для круглых резьб.
- ГОСТ 6211 – регулирует характеристики конических резьб.
- ГОСТ 6111 – дюймовые резьбы.
- ГОСТ 9740 – цилиндрические резьбы.
- ГОСТ 9150 – регулирует параметры метрических резьб.
Метчик может использоваться для нарезания различных типов наружной резьбы (цилиндрической, конической, трубной, метрической и т.д.) в трубах и круглых стальных деталях. Они широко используются при монтаже труб, изготовлении болтов и винтов, нарезании резьбы и в других областях. Одним из преимуществ крана является его компактная форма и возможность использования на месте в труднодоступных местах.
Некоторые технические характеристики и отдельные виды плашек
Следует сразу отметить, что все эти инструменты используются только в сочетании со специальными держателями.
Эти зажимные инструменты обычно могут хорошо работать с несколькими диаметрами рук одновременно. Например, одна втулка используется для всех мембран диаметром до 1 см, другая — для всех мембран диаметром от 12 мм до 24 мм, и то же самое относится к инструментам диаметром от 27 мм до 42 мм.

Инструменты для нарезания резьбы
Как упоминалось ранее, существуют инструменты, которые могут нарезать резьбу как на метрических, так и на имперских трубах. Приведенные выше размеры даны для метрической системы. Корпус всегда маркируется буквой «М». Полное обозначение также включает шаг резьбы, т.е. 8, 10 и т.д.
Это делается в форме M8, M33 и так далее.
Правила процедуры
При работе с трубами важно иметь при себе ленту для зажима труб и отвертку. Выберите полоску в соответствии с типом нити, которую необходимо изготовить.
Это можно определить по маркировке или при осмотре. Марки имеют обязательную маркировку. Данные на них показывают, какого качества инструмент.

Для большинства труб требуется цилиндрическая резьба. Также перед началом работы необходимо определить направление нити: правое или левое. Для этого пуансоны маркируются буквой: «L» для левой руки и «P» для правой. Качество стали также указывается на ленте, чтобы вы могли выбрать правильный инструмент для резки труб из нержавеющей стали.
Правила резки довольно просты:
1). 1. сделайте это, сняв фаску напильником и обработав участок масляным раствором.
2) Установите ленту в держатель и закрепите ее винтами.
3) Поднесите ленту к заготовке и сделайте несколько круговых оборотов на нужной стороне нити.
4) Слегка вдавите полосу в заготовку.
- 2-3 оборота в одну сторону;
- пол оборота – в другую.

Повторяйте процесс, пока не закончится разрез.
Очень важно, чтобы труба и кран располагались абсолютно вертикально. В противном случае резьба будет расслаиваться, что повлияет на качество соединения.
Расположение элементов и нарезка резьбы показаны в видео- и фотоматериалах для лучшего результата. Проверить качество нити несложно. Достаточно накрутить гайку на внешний диаметр трубы. Скользящий пуансон — самый точный рез. Это особенно практично, если вам нужно срочно заменить кусок трубы с резьбовым соединением.
При выборе плашек также важно учитывать, какая резьба будет выполняться — наружная или внутренняя. Качественная работа обеспечит плотное резьбовое соединение даже на водопроводных трубах, находящихся под давлением.

Подводим
Как видите, нарезать резьбу с помощью плашки совсем не сложно. Все, что вам нужно сделать, это выбрать правильный инструмент, приложить немного усилий и быть точным. Наверное, многие представители мужской половины человечества помнят, как решали подобные задачи на уроках труда в школе. Поэтому большинству просто необходимо вспомнить полученные навыки и применять их во взрослой жизни. Это как езда на велосипеде: Достаточно научиться этому один раз, и вы будете чувствовать себя уверенно в седле даже после долгого перерыва.
Трубные плашки
Резьба водопроводной трубки несколько отличается от обычной трубки, особенно по размеру. Это связано с тем, что переплет идет с одного дюйма. Существует только одна ловушка. Если длина трубы составляет 10 дюймов, это не значит, что ее диаметр равен 2,54*10 = 25,4 мм. Его диаметр будет порядка 33 мм. Это связано с тем, что переход на метрическую систему подразумевает добавление двух толщин стенок.

Трубы умирают
Чтобы избежать этой путаницы, начали выпускать отдельные штампы для водопроводных труб. Их легко отличить от стандартных моделей, поскольку на корпусе нанесена латинская буква «G».
Таким образом, можно различать G1/2, G ¾ и так далее.
В целом, трубные метчики позволяют нарезать резьбу в трубах с размерами от G1/8 до G2.
Плашка (лерка)
Метчик — это специальный металлический режущий инструмент для изготовления наружной резьбы или для калибровки резьбы в цилиндрических деталях. Помимо нарезания вручную, метчик (другое название плашки) может использоваться в качестве инструмента для машинной нарезки резьбы. Для этого его устанавливают в металлорежущие станки — например, в сверлильные или токарные станки. Простая конструкция поршня в сочетании с его гибкостью позволяет использовать его не только в промышленном серийном производстве, но и дома, где работа обычно выполняется индивидуально.
В зависимости от типа инструмента штампы подразделяются на различные категории.
Конструкция
Этот тип инструмента выпускается в различных исполнениях. Давайте посмотрим на них.
Кубик имеет круглую форму. Наиболее распространенным вариантом является вариант со шнуровкой, который по внешнему виду вызывает ассоциации с большим круглым орехом. В середине есть отверстие, в котором находятся лезвия со спиралями (8-10 штук), различающиеся по остроте.
- Заборная часть состоит из 2-3 витков. Заточены они максимально остро.
- Из оставшихся 8-7 витков состоит вторая часть – калибровочная. Предназначение этих витков – удаление стружки, образовавшейся в ходе процесса нарезания резьбы.
- Стружечные канавки. Находятся они между режущими кромками. Выполняют функцию, соответствующую названию: через эти канавки отводится стружка.
- Гнезда для закрепления. Располагаются они на внешней поверхности и служат для фиксации в плашкодержателе.

Копья расщеплены. Они имеют щель в теле размером 0,5 мм≤1,5 мм. Благодаря такой конструкции эти детали обладают эластичным эффектом. Такая конструкция обеспечивает возможность регулировки диаметра резьбы в диапазоне 0,1 мм ≤dр≤ 0,25 мм. Недостатком разъемных штампов является меньшая жесткость. Неправильные размеры могут быть обнаружены в профиле резьбы.

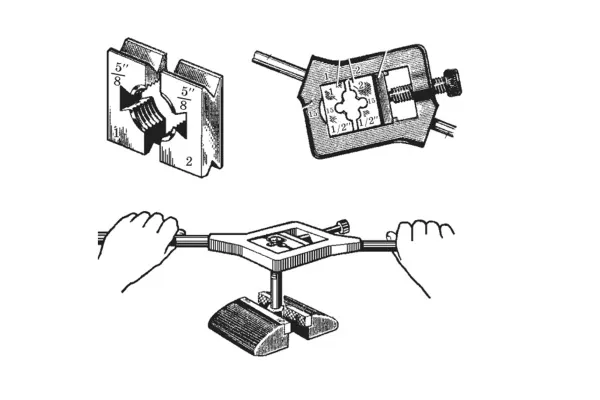
Раздвижные штампы. Другое распространенное название этих штампов — «призматический штамп». Конструкция состоит из двух одинаковых частей, называемых полуоболочками. Каждая половинка имеет номер «1» или «2». Эти метки используются для крепления полуоболочек к инструменту, называемому кливисом. На внешней стороне полукорпусов имеются пазы для обеспечения плотной посадки на кливисе. Использование блока предотвращает смещение. Он размещается между полупластиной и винтом.

Направление резьбы
Резьба может нарезаться против часовой стрелки (резьба нарезается против часовой стрелки) и по часовой стрелке (резьба нарезается по часовой стрелке). Этот коэффициент также используется в качестве критерия для деления матриц в формулах.
- Правые. Применяются для нарезания резьбы на наиболее часто встречающихся моделях стержневых крепежных элементов, как винтов, так и болтов.
- Левые. Используются заметно реже. Объекты применения – механизмы вращения, специфические автомобильные компоненты и. в целом, где крепеж с правой нарезкой раскручивается.
Материал изготовления
В качестве сырья для производства штампов используются следующие виды стали:
- легированная специализированная инструментальная 9XC;
- легированная инструментальная XBCГФ;
- быстрорежущая инструментальная P18;
- вольфраммолибденовая быстрорежущая инструментальная P6M5 и Р6М5К5;
- самозакаливающаяся инструментальная быстрорежущая молибденкобальтсодержащая Р6М5Ф2К8
Штампы также могут быть изготовлены из твердых сплавов, допущенных к применению в соответствии с ГОСТ 3882-74. Их перечень приведен в таблице.
Твердость HRA, не менее
Плотность, г/см 3
Прочность на изгиб кгс/мм2, не менее
Размеры
Прежде чем рассматривать размеры, важно понять маркировку на штампах.
- Маркер «М» означает, что резьба метрическая. Например, М-24-2 указывает на метрическую резьбу 24-го «калибра» с 2-миллиметровым расстоянием между кромками витков резьбонарезанной канавки. У метрических плашек имеется 60-градусный угол кромки, оставляемой после выпрессовывания лишней стали с заготовки – по всей длине выполняемого спирально-винтового прохода плашки.

- «G» – дюймовая резьба, используется преимущественно для нарезки трубопроводных отрезков. G-1⁄2 – резьбонарезной инструмент для полудюймовой трубы. Плашки на 1⁄2, 3/4, 1, 2 и 3 дюйма наиболее распространены – они используются для систем водоснабжения в квартирах и дачно-загородных домах. Угол нарезки резьбы – 55.

- LH – левосторонняя резьба плашечных изделий. Востребован такой инструмент-расходник в производстве механизмов, в которых применяются резьбонарезные оси (ступицы).

- «K» – вид плашек применяется преимущественно для конических резьбовых изделий. Заготовки (трубы, штыри) имеют переменный диаметр от начала к концу отрезка (баттирование), при этом возможен вариант, при котором разрезная плашка немного пружинит, изменяя рабочий диаметр на доли миллиметра. Вершинный угол – 60.

- «TR» – трапециевидные плашки. Они применяются для нарезки резьбоканавки на деталях спецназначения. «BSW» или «BSF» – дюймовые плашки с углом кромки в 55 градусов. Отметка UNC/UNF соответствует нарезке унифицированной резьбы по госстандарту и международным нормативам США. Угол резьбовой канавки – 60.

Для диаметров резьбы M6, M8, M10, M12, M16 и M20 допуски гладких штифтов составляют 5,80…5,95, 7,75…7,90, 9,70…9,95, 11,80…11,95, 15,80…15,95 и 19,80…19,95 мм соответственно. Не рекомендуется брать точный диаметр штифта для определения размера — например, 20 мм для M20 — так как метчик работает медленнее, вращение происходит туже, требуется больше смазки и существует небольшая погрешность в нарезании канавки. В свою очередь, инструмент чаще перегревается — и быстрее изнашивается.

Из размеров, доступных на внутреннем рынке, наиболее распространенными являются 1/2″ и 3/4″. Миллиметровые размеры метрической длины: M6, M10, M8, M16, M3, M7, M24, M4, M12, M2, M16x2, M5, M20.
Вспомогательные устройства
Для работы с фрезами требуются два ручных компонента: металлический держатель фрез и соответствующие отвертки. Последние прикручиваются к первым с помощью специальных стопорных отверстий. В более дешевых моделях, не имеющих резьбовых отверстий, используются держатели без резьбы, что можно улучшить, приварив хомуты к держателю инструмента. Отверстия для воротника в резцедержателе не имеют резьбы. Квалифицированные рабочие, работающие с закалкой различных типов стали, могут работать без ленточного резцедержателя — они приваривают обод непосредственно к ленте и повторно закаливают инструмент. В некоторых случаях китайские ленточные фрезы с сомнительной закалкой могут быть повторно закалены для улучшения их режущей способности.

Для нарезания большого количества длинных винтов целесообразно использовать станок со специальным длинным вакуумным инструментом, который имеет зазор для ввода сырья для прохождения резьбы внутри нарезаемого винта (или куска трубы). Возможен также вариант, когда заготовка (труба или штифт) автоматически продвигается по направляющим и толкателю и удерживается во время вращения (вместе с токарным автоматом) специальным захватом. Зажимное устройство зажимает фрезу, в которую вставляется поверхность заготовки, предварительно отшлифованная с шагом в один или два оборота. Двигатель (привод, передача) включается на низкой, но постепенно увеличивающейся скорости (до определенного предела).

Промышленное или машинное масло подается на заготовку и проводники для предотвращения перегрева линзы и заготовки. Работа может быть выполнена оператором этой машины с помощью ручного управления. Для полной автоматизации резьбонарезного станка используется микроконтроллер, работающий по принципу ЧПУ: Двигатель запускается и тормозит автоматически и через регулярные интервалы снабжается маслом. После обработки одной или нескольких заготовок рабочий станок необходимо очистить от отложений: Эту операцию выполняет либо оператор конвейера, либо технический (производственный) ховер, работающий с такой машиной.

Как использовать инструмент?
Если конвейер или резьбонарезной станок пока не требуются, применяются простые правила, которые действуют при отрезании трубы или штифта вручную.
- Подточите торцы, с которых планируется нарезать резьбу, на длину зазора 1–2 витков.
- Смажьте лерку и заготовку техническим маслом.
- Установите лерку в плашкодержатель.
- Установите на сам плашкодержатель воротки.
- Закрепите заготовку в тисках.
- Наденьте плашкодержатель на подточенный и смазанный торец, подлежащей обработке, и начинайте вращать инструмент плавными рывками. После каждого поворота плашки на пол-оборота прокручивайте её назад, чтобы стружка легче выходила, а инструмент – меньше изнашивался.
- После прохождения нескольких витков нарезаемой канавки свинчивайте плашку с заготовки, чтобы удалить стружку. Затем повторно смажьте лерку и заготовку – и продолжайте нарезание, пока требуемый участок трубы или штыря не будет пройден.

Детали из холоднокатаной стали нарезать резьбу несколько легче, чем детали из горячекатаной стали. Это объясняется идеальной гладкостью «холоднокатаной» стали, которой не обладают фитинги из горячекатаной стали.
Посмотрите видео ниже, в котором объясняется, как правильно использовать штамп.