Вас заинтересовала статья, но у вас нет возможности стать членом Xakep.ru? Тогда этот вариант как раз для вас! Примечание: Этот метод подходит только для статей, опубликованных более двух месяцев назад.
Во время сварки убедитесь, что у вас хорошая вентиляция и освещение. Оборудуйте рабочее место с комфортом, даже на высоте. Я чувствую себя гораздо комфортнее, если сварочный стол находится немного ниже, чем обычный письменный стол. Так мои плечи меньше устают. Я настоятельно рекомендую приобрести подушку для стола, на котором вы занимаетесь сваркой. Это защитит поверхность стола от повреждения паяльником. На мой взгляд, толстый слой силикона — отличный выбор. Он не боится высоких температур, и в то же время компоненты не скользят по нему. Вы можете купить его в любом местном супермаркете.
Оборудуйте свое рабочее место безопасной подставкой для паяльника, которую вы не сможете случайно задеть рукой или выдернуть кабель. Держите все легковоспламеняющиеся материалы подальше от паяльника. Когда паяльник находится на месте, он защищен от возможного контакта (домашние животные любят нюхать и трогать его, и, поверьте, не очень приятно прибежать домой к орущему коту или собаке с распухшим носом или лапой от контакта с поверхностью такого интересного предмета). То же самое относится и к маленьким детям.
Что нам нужно для переплета? Прежде всего, паяльник со сменными насадками (в идеале — паяльная станция). Как я уже упоминал в предыдущей статье, лучше всего использовать небольшой паяльник (25 Вт), чтобы минимизировать риск перегрева и, соответственно, повреждения платы.
Основные расходные материалы, необходимые для пайки, — это припой и флюс.
Припой
Припой — это материал, используемый для соединения различных компонентов вместе путем пайки.
Наиболее распространенный припой, используемый при ремонте электроники, представляет собой сплав олова с различными материалами.
Существуют сварочные сплавы с различными температурами плавления. Если вы не планируете сваривать алюминиевые банки, наиболее популярным припоем является PIC-61, который состоит на 61% из олова и на 39% из свинца. Температура его плавления составляет 190°C.

В качестве припоя я в основном использую PIC-61. Она выпускается в различных формах, от толстых стержней и прутков до тонких полых трубок с заполненным внутри флюсом (канифолью). Таким образом, мы имеем практичный материал 2 в 1, использование которого значительно облегчает жизнь. Благодаря такой конструкции вам не придется прерывать процесс сварки и опускать паяльный наконечник в канифоль.
Однако не всегда есть возможность использовать PIC-61. При ремонте электронных устройств часто возникает необходимость пайки компонентов, которые чувствительны к перегреву и должны быть спаяны при низкой температуре. В этом случае в качестве сварного шва я использую сплав Розе (ПОСВ-50). Он состоит из трех элементов: Олово — 25 %, Свинец — 25 %, Висмут — 50 %.

Характерной особенностью этого сплава является очень низкая температура плавления — всего 94 °C (ниже температуры кипения воды). В этом случае вам не нужно беспокоиться о возможном перегреве контура. Однако важно знать, что не стоит сваривать компоненты, которые в процессе эксплуатации подвергаются воздействию высоких температур.
Кроме ПОС-61 и ПОСВ-50, существуют и другие сварочные флюсы для различных условий сварки, но я говорю здесь только о своем собственном опыте и домашнем использовании, поэтому ограничусь этими двумя типами, которые я использую.
Флюсы
Флюс — это активный ингредиент, который очищает свариваемые поверхности и обеспечивает лучшее течение и контакт сварного шва с поверхностью.
Здесь начинающий флюсовщик свободен и избалован выбором.

Все флюсы можно разделить на две основные категории: 1 — агрессивные, 2 — неагрессивные. Агрессивные флюсы обычно основаны на различных кислотах, которые активно воздействуют на поверхности и после использования должны быть смыты флюсом. Неагрессивные типы основаны на хорошо известной канифоли.
Самый простой способ — купить флюс в радиомагазине. Чаще всего я использую LTI-120.

Однако оба вида флюса можно приготовить самостоятельно в домашних условиях. Первый и самый простой метод — залить канифоль 50/50 в спирт и взболтать. Когда спирт испаряется, флюс становится густым. Просто добавьте больше спирта, чтобы снова получить нужную консистенцию. Важно: добавляйте спирт в канифоль нужной консистенции, а не мастер в консистенцию 🙂.
Если по какой-то причине вам нужен агрессивный поток, вы также можете залить спиртом обычный аспирин, который прекрасно справится с этой задачей. Только будьте готовы к неприятному запаху при сварке.
Что нужно при пайке

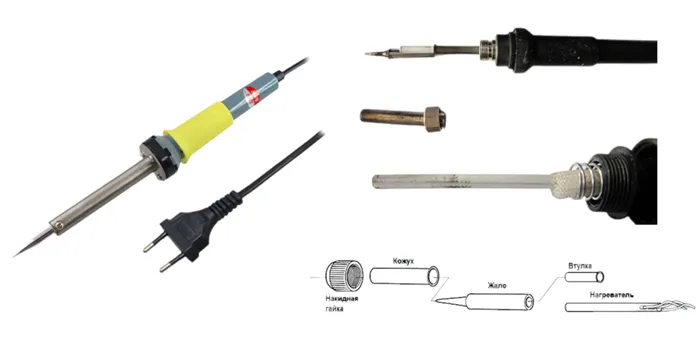
Самым важным оборудованием, используемым для пайки, является паяльник. Для домашнего использования достаточно приборов мощностью 25-75 Вт. В современных паяльниках используется керамический нагревательный элемент и никелированный металлический наконечник вместо никелевого нагревательного элемента и медного наконечника.
Преимуществами этого типа паяльника являются более короткое время нагрева и охлаждения и возможность плавной регулировки температуры с помощью специального источника питания. В некоторых моделях регулятор может быть встроен в корпус устройства.
Однако для сварки сплавов с высокой долей сварных швов или для луженых компонентов следует использовать паяльные аппараты с более высокой мощностью.
Прежде чем приступить к пайке проводов или сборке печатных плат для электронных компонентов, необходимо определиться с типом наконечника паяльника. Устройства с плоскими губками используются для работы с крупными радиодеталями или для зачистки и сращивания кабелей среднего размера.
Для пайки компонентов среднего размера нужен конусный паяльник, а для работы с микросхемами или сборки светодиодного освещения — игольчатый паяльник.
Для чего нужен флюс
Помимо самого паяльника, для пайки нам нужны флюс и припой. Флюс необходим для очистки поверхности проводов или кабелей радиокомпонентов от оксидного слоя, жира и других загрязнений и для предотвращения дальнейшего окисления припоя. Скорость потока следует выбирать в зависимости от свариваемого металла.
Этот флюс используется для соединения медных проводов при сварке радиодеталей с медными кабелями (в том числе лужеными). Канифоль может быть в твердой, желированной или жидкой форме. Паяльная кислота используется для очистки сильно окисленных медных контактов перед пайкой или для удаления окислов со стальных поверхностей, включая нержавеющую сталь. Для сварки алюминиевой проволоки пайкой используется специальный флюс.
Для прямой сварки проводов или арматуры используется сварочное оборудование, температура плавления которого ниже температуры плавления соединяемых металлов.
Клеи на основе олова, свинца, никеля или других металлов выпускаются в виде стержней или проволоки различного диаметра.
Как научиться паять
Современные никелированные сварочные утюги не нуждаются в подготовке перед использованием. Во время работы достаточно удалять остатки припоя и флюса влажной губкой.
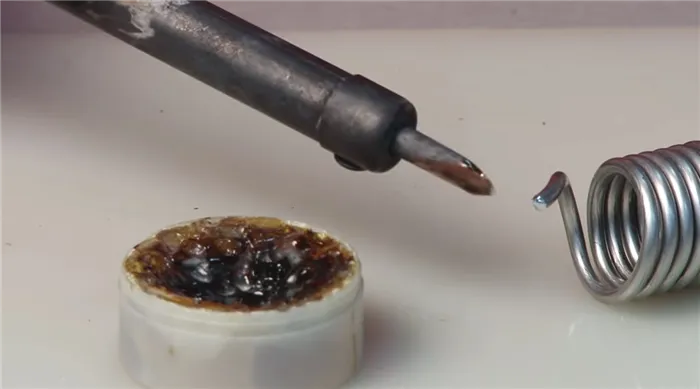
Однако медная сторона паяльника с никелевым нагревом требует специальной подготовки. Прежде чем приступить к работе, вы должны:
- очистить жало от окислов с помощью надфиля или напильника;
- нагреть устройство;
- погрузить жало во флюс (канифоль);
- растереть припой по поверхности жала.
Такую же процедуру следует проводить время от времени для очистки штыря от пригоревшего флюса и остатков припоя.
В следующих статьях мы расскажем, как пользоваться паяльником и как правильно паять провода.
Паяльник с керамическим нагревателем
Этот тип паяльника имеет внутри керамический стержень, который нагревается при подаче напряжения на контакты. Такие паяльники нагреваются гораздо быстрее, более долговечны при правильном уходе и имеют более широкий диапазон температур и настроек мощности.
Однако этот тип паяльника имеет и некоторые недостатки. Керамический нагреватель не подходит для физических ударов, поэтому для этого типа паяльника нужен «родной» наконечник. О носах мы поговорим позже, а пока давайте обратимся к следующему типу паяльников — индукционному паяльнику.
Индукционный паяльник
Внутри находится индукционная катушка. Конец такого паяльника имеет ферромагнитное покрытие, в этой катушке под действием наведенных токов создается магнитное поле, за счет которого нагревается сердечник.
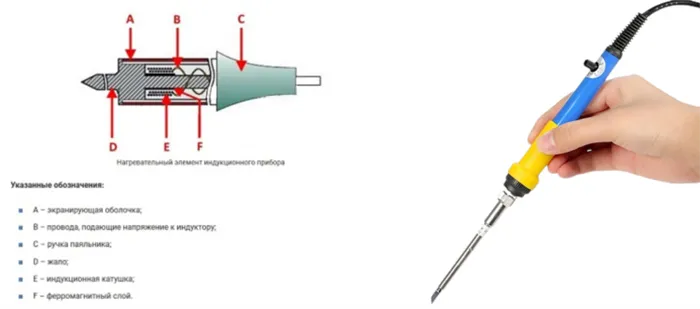
При достижении определенной температуры (точка Кюри) ферромагнитное покрытие теряет свои магнитные свойства, и сердечник перестает нагреваться. Как только температура снижается, ферромагнитные свойства восстанавливаются, и сердечник снова нагревается. В паяльниках этого типа температура паяльного наконечника поддерживается автоматически без необходимости использования датчика температуры или электронной системы управления. Однако этот принцип работы имеет существенный недостаток: для достижения разных температур нужны разные наконечники.
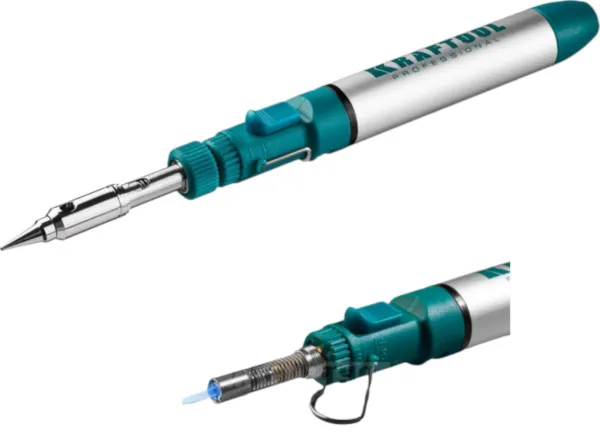
Газовый паяльник
Основным преимуществом газового паяльника является его автономность. Тепло в газовом паяльнике вырабатывается за счет сжигания газа (из обычного газового баллона). Специальное сопло создает тонкую струю пламени, без которой газовый паяльник превращается в горелку.
Как припаять провод?
У нас есть латунная жестянка и луженая проволока, которые нам теперь нужно соединить, запаять нагретым припоем и затем дать остыть, чтобы сохранить их электрическое соединение навсегда, что мы и делаем, вводя луженую часть проволоки в луженую часть жестянки.
Обогащенный припоем конец припоя необходимо поднести к месту контакта так, чтобы припой обволакивал луженые части спаиваемых компонентов. Этому также способствует канифоль, используемая в процессе производства. Если что-то пойдет не так — погрузите его в воду. Как только детали окажутся в расплавленном клее, постарайтесь не двигать их. Вы можете дуть на шов, пока свечение клея слегка не потемнеет, что свидетельствует о том, что клей затвердел.
Вот и все, поздравляю! Вы сделали это.

Пинцет
При пайке необходимо помнить, что все детали подвергаются воздействию высоких температур.
Чтобы избежать ожогов и добиться максимального комфорта, мы используем пинцет.