Канифоль часто используется в качестве флюса для работы в домашних условиях. Например, я соединяю медные провода при помощи канифоли, а не других флюсов, и результат получается положительным. По крайней мере, такое соединение гораздо качественнее, чем простая скрутка, и клеммы не всегда бывают под рукой.
Припой припою рознь, или Несколько слов о флюсах
Недавно, общаясь с радиосвязистами по поводу того, какой припой нужен, я получил довольно типичный ответ — «хороший, который подходит для всех работ». Углубляясь в этот вопрос, я выяснил, что люди вспомнили несколько известных торговых марок, среди которых в первую очередь выделялась Asahi. Однако, ни слова не сказали о флюсах и их различиях.
Задачи, стоящие перед радиосвязистами, варьируются от работы с антенно-фидерными системами (кабели, разъёмы) до ремонта радиаппаратуры, включая SMD-компоненты, и даже аксессуаров типа зарядок и гарнитур.
В связи с этим, я решил провести краткий ликбез и собрать информацию на эту тему, чтобы в будущем было удобно ссылаться на неё 🙂
Итак, какие существуют флюсы для пайки, что лучше — например, ORL0 или ROM1 (я проверил, и обе эти аббревиатуры на Хабре не встречаются вовсе), где искать информацию об этом и зачем она нужна.
Как известно, припой для радиомонтажных работ может быть в виде проволоки или трубочек с флюсом внутри. Последний вариант обычно более удобен, так как уменьшает количество операций, необходимых для работы (при наличии хорошего флюса может даже не требоваться предварительное смазывание паяемых поверхностей), обеспечивает лучшее смачивание соединения, более tolerant к перегреву и передержке в процессе пайки и так далее.
Однако флюсы, как в припоях, так и вне их, значительно различаются по своим свойствам, начиная от обычной канифоли и заканчивая агрессивными составами, подходящими даже для лужения кастрюль. Кроме того, многие магазины и производители массовых припоев часто не указывают, какой именно флюс применён (хотя чаще всего это просто канифоль, как самый дешевый вариант).
Тем не менее, на практике нас интересуют в основном две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если говорить только об обычных оловяно-свинцовых или оловяно-медно-серебряных припоях, а не о специфических металлах и сплавах, таких как алюминий.
Наличие остатков влияет на внешний вид места пайки после завершения процесса. Идеальный флюс должен оставлять после себя прозрачные или слегка желтоватые остатки, которые даже без очистки минимально портят эстетическое восприятие. Флюс низкого качества может оставить коричневый, заметный остаток, который хочется удалить.
Цвет остатков напрямую зависит от исходного материала флюса.
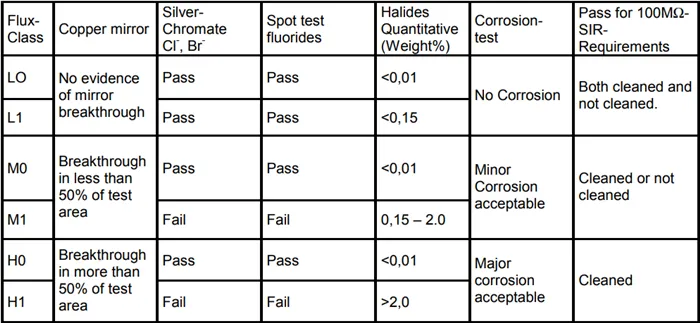
Агрессивность показывает, насколько хорошо флюс может справляться с несоответствующими чистоту поверхностями — например, с окислами без предварительной механической обработки. Однако агрессивный остаток, если его не удалить с платы после пайки, может привести к коррозии дорожек и выводов (особенно при эксплуатации устройства в условиях высокой температуры и влажности) и увеличить сопротивление среди соседних выводов, что может привести к фатальным сбоям.
Агрессивность флюса зачастую определяется содержанием в нём галогенов (фтора и брома).
Для быстрого понимания, куда можно применять тот или иной флюс, человечество разработало довольно удобную 4-символьную систему обозначений:
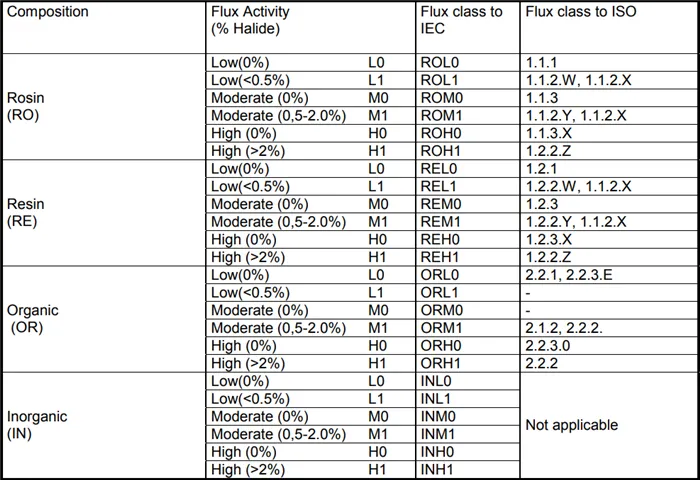
Первые две буквы обозначают базовый материал флюса, тем самым давая представление о количестве и качестве остатков.
ROL0
Большинство недорогих припоев имеют неопределённую (или вовсе отсутствие) сопроводительную документацию о применяемом флюсе. Обычно это просто канифоль, что, безусловно, относит их к классу ROL0. К таким относятся широко распространённые и недорогие отечественные припои от ООО ПМП.
Явное указание на класс ROL0 можно найти у некоторых отечественных припоев, например, у Изагри с флюсом ФВК 525-2-T1 (обратите внимание, у Изагри именно последняя цифра в маркировке определяет активность флюса!).
Среди зарубежных брендов наиболее известны припою Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый можно использовать при низкотемпературной пайке от 270 °С, а второй — только от температуры 320 °С и выше) также такие марки, как Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо подходят для пайки только чистых поверхностей (таких, как свежее лужение или иммерсионное золочение). К тому же, после их использования остаётся некрасивый коричневый остов от сгоревшей канифоли.
Следует отметить, что качественные припои в этой категории заметно превосходят более низкокачественные: Asahi, Stannol и Felder в пайке значительно лучше проявляют себя по сравнению с продукцией ПМП. Это, вероятно, связано с тем, что в их флюсах содержатся дополнительные добавки. Однако и среди них также есть различия — так, у Felder содержание флюса составляет 3,5 %, у Asahi — 2,0 %, у Stannol — всего 1,0 %.
Особенности и сферы применения
Канифольный припой является недорогим, но при этом высококачественным материалом, отличающимся многофункциональностью и возможностью использования для сварки различных металлов. Данный припой уже содержит флюс, роль которого выполняет канифоль, что устраняет необходимость в дополнительных расходных материалах. Канифоль помогает обеспечить хороший расплав присадочного материала, что, в свою очередь, повышает качество соединения.
Следует заметить, что оптимальное содержание канифоли в припое оказывается очень выгодным, так как, работая с ней отдельно, можно рисковать недостатком или, наоборот, избытком материала. Всё это положительно сказывается на качестве пайки. Также у этого припоя наблюдается небольшая температура плавления, что исключает изменения структуры основного соединяемого металла.
Припои с канифолью востребованы в радиоэлектронике, электротехнике и при проведении жестяных работ.
Разновидности
В настоящее время канифольный припой выпускается в различных вариантах. Принято делить его на основе количественного содержания канифоли, сечения проволоки и других характеристик. Выбор припоя может быть как для бытового использования, так и для промышленной пайки. Выпускается данный материал в следующих формах:
- Катушки. Это многофункциональный вариант, который можно использовать как для профессиональной работы в мастерских, так и для радиолюбителей дома. Сечение проволоки может варьироваться от 0,8 до 2 мм. Использование таких катушек весьма удобно: нужно только подобрать нужную марку и сечение проволоки.
- Тубусы. В данном формате припой предназначен только для бытового применения. Объём расходника в тубусе минимален, поэтому если требуется большее количество, то придётся приобретать несколько туб или же покупать материал в катушках.
- Бухты. Содержат большой объём припоя и, как правило, предназначены для промышленных нужд. Сечение проволоки может различаться в зависимости от требований потребителей. Бухты также могут иметь разные размеры, что значительно упрощает их использование.
Бура
Бура — это ещё один флюс, который используется при пайке. Она поставляется в виде порошка и доступна в продаже в баночках или целлофановых пакетах.
Бура характеризуется высокой температурой плавления (около 900 градусов Цельсия), и для её расплавления и последующего нанесения не подойдёт обычный паяльник. Поэтому проводить пайку радиодеталей с использованием буры нецелесообразно!
Такой флюс применяется преимущественно при пайке крупных деталей из цветных металлов, главным образом медных труб в системах отопления и кондиционирования, бронзы, сталей с использованием тугоплавких припоя с помощью паяльной лампы или газовой горелки.
Паяльная кислота
Необходимо отметить, что данное название является несколько неправильным, так как при пайке используются не чистые кислоты, а их производные на основе ортофосфорной, серной или азотной кислот.
Наиболее известна именно азотная кислота, она чаще всего применяется в быту. Кроме того, её достаточно легко приготовить самостоятельно, имея лишь саму кислоту, цинк (можно использовать даже корпус батареи), чистую воду, стеклянную ёмкость и немного времени.
Паяльная кислота используется для соединения сильно загрязнённых (с точки зрения химии) металлов, таких как медь и её сплавы, никель, железо, конструкционные стали и сплавы цветных металлов. Так же, как и в случае с бурой, паяльную кислоту не рекомендуется применять для спайки проводов и радиодеталей, так как со временем место соединения может окислиться и разрушиться.
Паяльная кислота доступна в продаже расфасованной во флакончики из ПЭТ-материалов с удобными носиками для нанесения на место пайки.

Преимущества паяльной кислоты заключаются в её быстром и качественном обезжиривании деталей и надёжном соединении. Однако к недостаткам относится то, что под зоной пайки и в её непосредственной близости она продолжает реагировать с металлом, что может разрушать соединение. Кроме того, она плохо проводит электрический ток и может вызвать локальный перегрев в месте пайки, что нарушает электротехнические параметры соединения.
Виды и особенности припоев без канифоли
Электронные компоненты не склеиваются, а ремонтируются с помощью сварки. Для этого процесса необходим хороший клей и вспомогательный компонент — канифоль или другой флюс. Металлический сплав, используемый для соединения деталей, должен смачивать соединяемые участки, а канифоль очищать их. Клей должен быть термически и электрически стабильным.

Существуют расходные материалы:
- Твёрдые, с температурой плавления выше 450 °C.
- Мягкие.
- Гранулами.
- Прутками.
- Проволокой.
- Порошком.
- Фольгой.
- Пластинами.
При выборе подходящего припоя следует учитывать:
- Свойства соединяемых металлов.
- Механическую прочность спайки.
- Коррозионную устойчивость с учётом удельной проводимости.
Например, клей марки ПОС-61 подходит для пайки печатных плат в радиоприемниках, так как имеет приемлемую температуру плавления (до 190 °C). Если вы работаете с переп литейными изделиями, чувствительными к перегреву, лучше выбрать ПОСК 50-18. Для обработки твёрдых материалов подойдёт марка ПОСК, содержащая медь с добавлением цинка. Обозначение ПСр указывает на сплав, состоящий из серебра с различными добавками в разных процентных соотношениях:
Существуют также образцы, в которые, помимо металлического компонента, добавлен фосфор.
Особенности использования
После того как выбраны и подготовлены подходящие клей и канифоль, можно переходить к процессу сварки. Данная задача не представляет особой сложности. Необходимо тщательно подготовить поверхность, освободив основной металл от загрязнений и остатков материалов.
При подготовке поверхности к сварке важно нагреть и расплавить клей. При этом нужно помнить, что разница температур между металлическими сплавами и сварным швом не должна быть слишком велика, так как это может негативно сказаться на качестве соединения. Не стоит перегревать основной металл, так как шов может образоваться на слишком горячей поверхности и остывать слишком долго, что может занять 10 минут и более. Наличие канифоли значительно упрощает сварку; шов быстро застывает, что увеличивает механическую прочность соединения. В то же время она предоставляет необходимую защиту от коррозии.
Клей и канифоль сегодня предлагаются на рынке различными производителями, как отечественными, так и зарубежными. Обратите внимание, что существенной разницы между ними нет, и поэтому следует в первую очередь учитывать состав материала, его качество и толщину проволоки. Если вы решите покупать клей у отечественных производителей, это позволит вам значительно сэкономить. При этом качество и долговечность соединений остаются на высоком уровне.
Чем отличаются расходные материалы
Одно и то же свойство может как связывать изделия между собой, так и показывать различия. Одним из таких свойств является их исполнение в виде проволоки. Однако в образцах без канифоли:
- Нет полого пространства, их производят цельными.
- Для пайки требуется использование отдельного флюса.
- Кроме проволочных типов, также производятся различные формы и конфигурации — пласты, порошки.
Все образцы с внутренним наполнением:
- Имеют трубчатый вид.
- Полое пространство заполняется канифолью.
- Операции пайки проводятся без дополнительного флюса.
- Не подходят для использования с тугоплавкими металлами.
Мастера выбирают состав, с которым им будет удобно работать в каждом конкретном случае.
Кому и когда лучше использовать каждый из припоев
Радиотехники используют трубчатые элементы, заполненные канифолью, когда необходимо провести пайку:
- В приборах для ремонта электронных устройств.
- На небольших участках, применяя тубусы или катушки.
- В промышленных условиях, с использованием бухт при соблюдении всех технологических процессов и требований к напаиваемым металлам.
- С низкими температурами плавления.
Пайка без внутренних наполнителей позволяет производить работы с различными:
- Тугоплавкими металлами.
- Температурными режимами плавления с учётом состава сплава.
- Чувствительными к перегреву элементами — предохранителями, транзисторами.
- Радиотехническими изделиями — проводами, печатными платами.
- Лудя и соединяя медные, бронзовые детали для получения герметичных швов.
Мастер определяет область работ и выбирает тот материал, который будет оптимален для конкретного задания. Радиодетали хорошо соединяются при использовании проволоки с канифолью. Для соединения элементов из висмута или кадмия необходимо подбирать отдельно припой и флюс, соответствующие требованиям этих сплавов.