Сварщику необходимо только подключить аппарат к сети переменного тока (380 В или 220 В), а затем установить желаемый режим работы.
Особенности сварки полуавтоматом без газа
В настоящее время сварочные работы могут выполнять не только профессиональные сварщики, но и сварщики-любители. Опытные мастера рекомендуют использовать полуавтоматическую сварку без газа для домашнего использования. Эта техника предполагает сварку электродной проволокой, заполненной специальным составом — флюсом. При горении порошок флюса обеспечивает необходимое тепло для создания сварного шва и в то же время образует газовое облако для защиты расплавленной зоны.
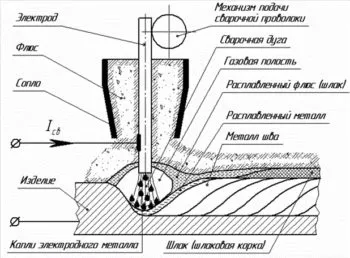
Принцип работы сварочного полуавтомата заключается в генерации дуги для преобразования энергии тока в тепло. Проволока, которая является подвижным плавящимся электродом, автоматически вводится в зону плавления с постоянной скоростью. Резак перемещается вручную.
Устройство включает в себя:
Полуавтоматический сварочный аппарат отличается от ручного сварочного аппарата механизированной подачей сварочной проволоки.
- источник тока;
- узел управления;
- механический блок подачи электрода;
- бобина с проволочным электродом;
- трубопровод для подачи проволоки;
- сварочная горелка-«пистолет»;
- гибкие шланги;
- электрический провод цепи управления;
- управляющая панель.
Наибольшей производительностью обладает современный инверторный сварочный аппарат, который характеризуется высокими эргономическими параметрами, быстрым зажиганием дуги и высокой скоростью образования прочного шва.

При сварке полуавтоматом выполняемое соединение должно быть изолировано от внешней среды. Когда расплавленный металл вступает в контакт с окружающим воздухом, кислород и азот реагируют с металлом, снижая прочность сварного шва. Для изоляции используется защитный газ. Сегодня существует два способа сварки полуавтоматом с различными методами экранирования шва: с помощью газовой среды или с помощью специального тока.
Первый метод предполагает впрыск инертного или активного защитного газа из газового баллона через сопло резака. В этом методе в качестве электрода используется сварочная проволока с медным покрытием и определенным сечением.
При полуавтоматической сварке без газа слой защитного газа образуется при горении порошковой проволоки, используемой в качестве плавящегося электрода.
Технология сварки полуавтоматом без газа
Использование порошковой проволоки (порошковой проволоки, защитного газа) позволяет получать высококачественные сварные швы без использования газовых баллонов. Порошковая проволока представляет собой полую стальную трубку диаметром 0,8-2 мм, в которой полое пространство заполнено флюсом и добавками.
Флюс состоит из раскислителей, препятствующих поглощению кислорода, шлакообразующих элементов и различных добавок. Они содержат марганец, железо, кремний, никель и другие легирующие добавки для достижения необходимой температуры плавления при низких токах.
Состав флюса, который аналогичен составу поверхности стандартных электродов, зависит от требуемого материала и сварочных свойств. Во время нагрева флюс полностью сгорает, создавая защитное газовое облако вокруг области расплавленного металла.
Порошковые провода изготавливаются в нескольких вариантах:

Порошковая проволока для полуавтоматической сварки без газа.
- трубчатая простая;
- трубчатая двухслойная;
- двуполостная с одним загибом;
- двуполостная с двумя загибами.
Стальные стенки электродной проволоки тонкие и не выдерживают резких рывков, сжатий или изгибов. Это необходимо учитывать не только при настройке подачи электрода, но и в процессе сварки, чтобы избежать рывков, скручиваний и поворотов сварочной трубы.
Сварочные полуавтоматы, использующие эту технологию, должны быть способны менять полярность на прямую. Полуавтоматическая сварка без газа, в отличие от газовой сварки, требует прямого соединения — электрод подключается к «отрицательному полюсу», а свариваемое изделие — к «положительному полюсу». Такое соединение обеспечивает самую высокую температуру, необходимую для сжигания флюса и образования безопасной среды.
Процесс сварки полуавтоматом без газа
Для получения высококачественного сварного шва необходимы опыт и точное соблюдение последовательности работ. Перед началом работы необходимо принять защитные меры. Вокруг рабочей зоны устанавливается 10-метровая рабочая зона, свободная от легковоспламеняющихся или взрывоопасных предметов. Посторонним лицам вход на территорию запрещен.
Для установки устройства необходимо выполнить следующие действия:

- установить значение тока для сварки в зависимости от толщины свариваемой заготовки (согласно инструкции производителя);
- настроить оптимальный режим подачи проволочного электрода – шестерни должны равномерно проворачивать проволоку, не повреждая ее;
- переключить полярность тока на прямую;
- включить прокручивание проволоки «Вперед», открыть заслонку для флюса, надавить кнопку «Пуск», одновременно чиркнув электродом;
- провести сварку на пробной заготовке, если нужно – внести изменения;
- при стабильной дуге и равномерном движении проволоки можно начинать процесс сварки.
Начните процесс с верхней части шва, направляя «пистолет» вниз. Таким образом, тепло от потока распространяется вверх и поддерживает внутреннюю температуру в бассейне. Двигайте пистолет медленно, но достаточно быстро, чтобы расплав не капал. Наклон «пистолета» должен контролироваться — немного вверх.
Полуавтоматическая сварка: что и как происходит
Если при электродной сварке все более менее понятно: вставил электрод в гнездо, залил массу в изделие и начал сварку, то при полуавтоматической сварке все иначе. Дополнительным материалом, используемым для сварки сварочным полуавтоматом, является проволока, которая во время сварки окружена защитным газом.

Защитный газ, в свою очередь, необходим для защиты сварочной ванны от взаимодействия с окружающей средой. Это основной недостаток полуавтоматической сварки, так как для нее требуется защитный газ, который не всегда есть в наличии.
Что делать в такой ситуации? Можно ли сваривать проволокой и полуавтоматом без газа?
Как варить полуавтоматом без газа
Для полуавтоматической сварки без газа можно использовать специальную проволоку с сердечником. Порошковая проволока изготовлена таким образом, что содержит порошок, который попадает в сварочную ванну при горении проволоки, тем самым защищая ее от вредных внешних воздействий.

Этот порошок является защитным газом или покрытием электрода, который также выполняет защитную функцию для сварочной ванны. Это покрытие состоит из рутила и флюорита, и его точный состав всегда указывается на упаковке электрода.

Таким образом, можно производить сварку сварочным полуавтоматом с присадочной проволокой и без газа. Это дает прекрасную возможность использовать полуавтоматическую сварку в самых труднодоступных местах, например, на высоте, куда невозможно поднести газовый баллон.
Особенности порошковой проволоки
Наплавочная проволока имеет различные диаметры, наименьший диаметр начинается с 0,8 мм. Самая толстая проволока для полуавтоматической сварки без газа имеет диаметр 2,4 мм. Такой широкий диапазон диаметров, в свою очередь, позволяет производить полуавтоматическую сварку тонких металлов толщиной от 1,2 мм до металлов толщиной в один сантиметр.

Углеродистую сталь, а также оцинкованное железо и нержавеющую сталь можно сваривать порошковой проволокой и полуавтоматами без газа. Однако состав присадочного металла внутри проволоки может быть различным, что важно учитывать при выборе порошковой проволоки для сварки.
В чем особенность порошковой проволоки
Самозащитная сварочная проволока для полуавтоматической сварки без газа отличается от обычной сварочной проволоки своей конструкцией. Он представляет собой металлическую трубку, в которую вставляется порошковая проволока. Когда активная зона начинает нагреваться и затем сгорать, создается облако защитного газа, которое имеет тот же эффект, что и обычный поток газа. В результате сварочная ванна не реагирует с кислородом, и в сварных швах не образуются поры и трещины.

Самозащитная проволока состоит из металлической трубки, заполненной наполнителем.
Проволока для полуавтоматической сварки без газа выбирается в зависимости от типа свариваемого металла. Присадочная проволока состоит из смеси элементов, которые должны быть устойчивы к нагреву при очень высоких температурах. Наиболее распространенными являются диоксид кремния и марганец.
Плюсы и минусы
Полуавтоматическая сварка защитной проволокой и без газа имеет свои преимущества. Например:
- Не нужно покупать и заправлять баллон с газом.
- Не требуется перемещать баллон с газом.
- Сварочный аппарат станет легче, так как не будет подключения к баллону.
- Когда присадка будет сгорать, защитное облако окажется настолько устойчивым, что его не испортит ни ветер, ни сильный сквозняк. Поток при газовом методе может быть испорчен влиянием внешней среды.
- Подготовка к сварке полуавтоматом без газа проходит быстрее.
- Сопло горелки и недостаточно плотное облако газа вокруг дуги не могут испортить обзор.
Читайте также: контроль сварных швов с помощью магнитных частиц.
См:
- Качество шва все равно ниже, чем при электросварке полуавтоматом с защитной газовой средой.
- Защищенная проволока дороже обычной.
- Расходный материал очень хрупкий.
- Аппарат нужно настраивать в зависимости от того, что входит в состав флюса.
- Металл сваривать немного сложнее, так как он разбрызгивается сильнее.
- Из-за порошка образуется шлак, который потребуется потом убрать металлической щеткой.
Хотя сварные швы получаются не такими качественными, как при обычной газовой сварке, они достаточно стабильны, а стоимость работ невысока. Однако, только если металл подходящий, так как этот метод сварки не работает для некоторых типов.
Например, нержавеющую сталь не следует сваривать полуавтоматом без газа, так как в процессе сварки будут потеряны все антикоррозийные свойства. Потребуется дополнительное лечение.
Технология сварки полуавтоматом без газа
С помощью полуавтомата без газа можно сварить множество вещей, от алюминия до композитов. Самое главное — выбрать процесс сварки, поток и технику сварки. Поэтому, прежде чем приступить к сварке безгазовым полуавтоматом, необходимо узнать, как варить металлы, особенности этого процесса и способы его подготовки. Эти знания особенно важны для начинающих сварщиков, но даже профессионалам необходимо время от времени вспоминать последовательность действий.
Подготовка
Подготовка к полуавтоматической сварке без газа начинается с подготовки рабочей зоны. Должно быть достаточно места, чтобы сварщик не мешал (не менее 10 метров от легковоспламеняющихся предметов), и необходимо позаботиться о том, чтобы помещение хорошо проветривалось и вентилировалось. Кроме того, следует проверить защитную одежду и лицевые щитки, так как они не должны быть деформированы. Никто без средств защиты не должен приближаться к зоне сварки.
Затем обрабатываются поверхности соединяемых деталей. Сначала металл шлифуется шлифовальной машиной, а затем обезжиривается спиртом или ацетоном.
Затем можно установить сварочный полуавтомат. Для этого необходимо выполнить следующие действия:
- Устанавливается сила тока, она определяется по толщине соединяемого металла.
- Подбирается скорость подачи проволоки, чтобы она не повреждалась в процессе и ее было достаточно. Об этом говорится в паспорте проволоки или сертификате. Прижимные ролики аппарата устанавливают согласно толщине проволоки.
- Выставляется правильная полярность. Так как здесь используется порошковый флюс, на рабочей детали должна оказаться клемма с «плюсом», а на электроде — «минус».
Чтобы проверить, что все настроено правильно, следует выполнить пробный сварной шов. Для этого намотайте проволоку немного вперед, откройте подачу флюса и нажмите кнопку пуска. Пробный сварной шов полуавтоматом без газа можно проводить столько раз, сколько потребуется, пока все не установится — дуга не стабильна, проволока не направляется свободно.
После завершения всех подготовительных мероприятий можно приступать к сварке.
Выбор правильной силы тока для сварки полуавтоматом без газа очень важен, так как если она недостаточна, качество сварного шва будет низким, а если слишком высока, можно сжечь детали. Поэтому при выборе силы тока следует учитывать следующие значения:
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
|---|---|---|
| 1,6 | 1 — 2 | 25 — 50 |
| 2 | 2 — 3 | 40 — 80 |
| 2,5 | 2 — 3 | 60 — 100 |
| 3 | 3 — 4 | 80 — 160 |
| 4 | 4 — 6 | 120 — 200 |
| 5 | 6 — 8 | 180 — 250 |
| 5 — 6 | 10 — 24 | 220 — 320 |
| 6 — 8 | 30 — 60 | 300 — 400 |
Такие таблицы обычно включены в инструкцию по эксплуатации устройства.
Процесс сварки
Перед началом сварки полуавтоматическим сварочным аппаратом без газа обязательна надлежащая подготовка рабочего места и использование защитной одежды и маски. После включения вытяжной системы или, по крайней мере, достаточной вентиляции помещения можно приступать к полуавтоматической сварке без газа.
Основная процедура заключается в равномерном перемещении электрода вдоль формируемого шва после подготовки полуавтоматического сварочного аппарата без газа к работе. Движение обычно происходит сверху вниз. По мере сгорания флюса тепловая энергия увеличивается и позволяет поддерживать равномерный уровень тепла, подходящий для плавления металла. Рукоятку электрододержателя следует слегка повернуть вверх, чтобы обеспечить стабильное плавление и правильное достижение сварочной ванны. Горелка должна двигаться плавно и с одинаковой скоростью на протяжении всего сварного шва, чтобы избежать растрескивания шва или нарастания металла. Для этого проведите проволоку вдоль передней кромки сварочной ванны.
Техника сваривания
Перед сваркой деталей полуавтоматом без газа (особенно без углекислого газа) всегда помните, что пары легковоспламеняющегося флюса поднимаются вверх при поверхностной сварке вертикальных швов.
В этом случае лучше всего начинать сварку с верхней части заготовки, что особенно важно при работе с тонкими листами.
При работе с полуавтоматом рукоятку горелки следует слегка наклонить вверх, так как в таком положении легче удерживать сварочную ванну.
Вдоль формируемого шва резак должен двигаться достаточно быстро, чтобы расплавленный металл не стекал с него. В то же время сама проволока всегда направляется к передней части сварочной ванны.
Этот тип полуавтоматической машинной сварки без газа несколько похож на обычную электродную, при которой шлак иногда стекает в расплавленную ванну.
Аналогично, в этом случае сварщикам часто приходится делать еще один сварной шов, но только после того, как предыдущий был очищен от шлака.
Порошковая проволока, используемая при сварке без газа, достаточно мягкая, чтобы избежать резких изгибов трубы во время транспортировки и обработки.
Категорически запрещается использовать обычную проволоку при полуавтоматической сварке без газа, так как это может привести к получению сварных швов низкого качества (с неровностями и зазорами). Он также переполнится из-за излишнего испарения защитного слоя.
Работа со сварочным инвертором
Инверторный процесс без газа отличается от обычного процесса сварки лишь некоторыми деталями. Наиболее важным является установка правильного сварочного тока и выбор электрода, подходящего для условий сварки (оптимальный размер электрода 2…5 мм).
Как и в случае с полуавтоматом, силу тока следует выбирать в зависимости от толщины свариваемого материала, а электрод следует перемещать очень медленно по направлению к металлическому шву. Это предотвращает прилипание электрода и перегрузку заготовки.
Для зажигания дуги электрод помещают под небольшим углом на обрабатываемую поверхность и слегка касаются последующим ударом. После создания дуги электрод необходимо удерживать на определенном расстоянии от сварного шва, которое приблизительно равно диаметру электрода.
Из описания понятно, что сварку инвертором без защитного газа нельзя считать оригинальной, но в этом случае очень важен размер дугового промежутка, образующегося между электродом и металлом.
Если требуемый зазор не удается сохранить даже с флюсом, сварной шов остается слишком выпуклым (металл не успевает нагреться в точках плавления). Если зазор слишком большой, может возникнуть нестабильная дуга, что также влияет на качество сварного шва (он может быть неровным).
Качество сварки без газа в еще большей степени зависит от полярности выводов, которые при работе с инвертором подключаются минусом к держателю, а плюсом (заземлением) — непосредственно к изделию. Такое соединение обычно называют «прямым».
Важно при работе с полуавтоматами или инверторами Организация рабочего места сварщика, на котором размещается оборудование и все вспомогательные средства для сварки без газа.
Прежде всего, вы должны создать безопасную зону в 10 метров вокруг зоны сварки и не допускать в эту зону других людей. Кроме того, необходимо принять специальные меры для устранения взрывчатых и легковоспламеняющихся материалов в этой зоне.
Технология
С помощью сварочного полуавтомата можно сваривать даже нержавеющую сталь, цветные металлы, сталь и алюминий. Для соединения деталей из цветных металлов необходимо правильно выбрать сварочную проволоку. Для сварки алюминиевых деталей, например, можно использовать флюс, содержащий магний, марганец и алюминий. Такую проволоку можно использовать для соединения тонких или толстых листов. Для начинающих сварщиков важно соблюдать все этапы подготовки и процесса сварки.

Вы можете научиться делать хорошие сварные швы, только если потренируетесь и поймете, как пользоваться полуавтоматом.
Перед началом сварки наденьте защитную одежду и сварочную маску. Работы можно проводить только при отсутствии легковоспламеняющихся предметов в радиусе 10 метров. Посторонние лица не должны входить в рабочую зону без защитного оборудования.

Подготовка
Процесс полуавтоматической сварки без газовой системы отличается от обычного процесса сварки другой полярностью: к заготовке подключается зажим со знаком «плюс», а к электроду со знаком «минус». Такая полярность объясняется тем, что она помогает достичь максимально высоких температурных условий, необходимых для расплавления порошка флюса.
Еще одним важным подготовительным этапом является тщательная предварительная обработка поверхностей соединяемых деталей.
Металл в зоне сварки следует зачистить абразивом, а рабочие поверхности обезжирить ацетоном или техническим спиртом.


Для настройки сварочного полуавтомата необходимо выполнить следующие действия:
- выбрать показатель устанавливаемого для работы силы тока, согласно тому, какой толщины металл потребуется соединить;
- выбрать оптимальный режим скорости подачи сварочной проволоки, чтобы она не повреждалась от натяжения во время сварки;
- перевести аппарат на прямую полярность тока;
- прокрутить проволоку вперед, открыть заслонку у воронки подачи флюса, нажать на пусковую кнопку и активизировать электрод;
- выполнить пробную сварку и при необходимости откорректировать параметры аппарата.
После завершения настройки полуавтомата, свободной подачи проволоки в зону сварки и стабильной сварочной дуги можно выполнять соединение.

Опытные сварщики рекомендуют отрегулировать натяжные ролики аппарата в соответствии с толщиной проволоки. При соблюдении этого условия порошковая проволока может свободно перемещаться по проводнику без риска застревания или обрыва в канале подачи.
Настройка и подключение сварочного оборудования
Качественная сварка в углекислом газе возможна только в том случае, если оборудование было настроено заранее.

Перед началом сварочных работ требуются сварщики:
- Вставить присадочную проволоку.
- Проверить подающие ролики. Комплектующие должны быть совместимы с используемым присадочным материалом. Если ролики установлены от неправильной проволоки, то следует заменить ведущий компонент.
- Установить проволоки в соответствующую борозду.
- Закрепить регулировочный валик. Поджимать нужно не прилагая лишних усилий, поскольку при чрезмерном нажатии проволока будет серьезно деформироваться и затруднять работу сварочной дуги.
- Разложить подающий рукав.
- Снять сопла и наконечник.
- Проконтролировать, чтобы присадочная проволока вышла на 10-15 сантиметров из горелки.
- Надеть наконечник и сопло.
- Присоединить баллон с сжиженным газом к аппарату через редуктор.
- Зафиксировать подводящий шланг при помощи хомутов.
Подготовка металлов для сварки в CO2
С помощью полуавтоматической сварки в углекислом газе вы можете сваривать металлы любой толщины.

Детали подготовки изделий к варке зависят от толщины металла:
- Тонкие металлические листы до 1 миллиметра сваривают с использованием отбортовки кромок. Допускается отсутствие подобной обработки, но в таком случае зазор между свариваемыми поверхностями не должен быть более 0.5 миллиметров.
- Листы толщиной от 1 до 8 миллиметров можно сваривать без разделки кромок. Максимально допустимый зазор составляет 1 миллиметр.
- Более толстый металл, толщиной до 12 миллиметров требует дополнительной обработки в виде проведения V-образной разделки.
- Изделия, толщиной свыше 12 миллиметров, рекомендуется сваривать, предварительно выполнив X-образную разделку.
Перед непосредственным выполнением работ изделия должны быть подвергнуты следующим процедурам:
- Полная очистка свариваемых кромок. Снятие загрязнения и окалин можно осуществить при помощи дробеструйной или пескоструйной установки. Если таковых не имеется, можно очистить поверхности при помощи простой наждачной бумаги.
- Прихватывание поверхностей. Предварительное приваривание в нескольких местах производится электродами Э42 или Э42А.
Как же правильно сваривать полуавтоматом?
Техника сварки полуавтоматическим сварочным аппаратом в атмосфере углекислого газа очень проста и понятна. Сварщик должен только поддерживать правильный ход проволоки и вовремя перемещать горелку с постоянной скоростью.
При правильном соблюдении этих условий полуавтоматическая сварка без подачи газа дает ровный шов без ям и отверстий.
Специалисты разработали несколько простых рекомендаций, которые делают полуавтоматическую сварку очень простой задачей для новичков:
- Перед началом сварочных работ следует убедиться, что газ поступает из горелки. Углекислый газ для сварки должен поступать в рабочую зону под давлением 0.02-0.03 кило Паскаля. При наличии сквозняка, ветра и других факторов, следует скорректировать давление, дабы компенсировать потери.
- Угол горелки должен находится в пределах от 65 до 75 градусов.
- Проварку необходимо производить справа налево. Такой подход позволяет обеспечить лучший обзор уже проваренных участков.
Для нечастых работ, конечно, не выгодно покупать баллон с углекислым газом. В этих случаях целесообразно использовать метод сварки без углекислого газа, основанный на применении специальной порошковой проволоки.
При соединении цветных металлов очень важно правильно выбрать проволоку. Например, алюминиевые изделия лучше всего сваривать присадочными металлами, содержащими алюминий, марганец и магний.
Способы сварки
Полуавтоматическая сварка в углекислом газе может осуществляться двумя способами:
- Углом вперед. В данном случае дуга перемещается справа-налево, металл плавится меньше и валик шва получается достаточно широким. Подобный способ варки идеально подходит для соединения тонкого металла.
- Углом назад. Подход подразумевает перемещение электрической дуги слева направо. Метод подходит для варки толстых металлов, поскольку он обеспечивает большую глубину проплавления и узкий шов.
Особого внимания заслуживает процесс сварки без газа.
Этот процесс имеет много преимуществ:
- Полная мобильность. Благодаря отсутствию тяжелых газовых баллонов, сварка может осуществляться даже в самых труднодоступных местах.
- Большой выбор специализированных проволок. На сегодняшний день существует огромное количество присадочных материалов с встроенным флюсом.
- Упрощенный сварочный процесс.
- Отсутствие необходимости в постоянной заправке баллона. Для небольших ремонтных мастерский нет смысла держать дорогостоящий баллон. Поэтому нечастые сварочные работы лучше проводить при помощи флюсосодержащей проволоки.
Однако сварка без газа также имеет свои недостатки, на которые мы можем указать:
- высокую стоимость расходных материалов;
- повышенные требования к выбору проволоки;
- необходимость наличия на аппарате кнопки переключения полярности тока;
- сложности в подборке оптимальных режимов работы;
- плохую видимость сварного шва из-за возникновения дымки;
- трудности при сваривании листов, толщиной менее 0.15 сантиметров;
- выделение большого количества вредных веществ, пагубно влияющих на организм;
- слабые механические свойства проволоки, не позволяющие пережимать ее валиком.
Необходимое оборудование
Для выполнения работ требуются следующие лица:
- сварочный полуавтомат, поддерживающий работу в режиме обратной полярности;
- розетка для подключения оборудования;
- защитный костюм и маска;
- проволока с подходящим химическим составом или диаметром;
- прижимы или струбцины для удержания деталей.
Рекомендуем к прочтению Особенности электрошлаковой сварки
Настройка полуавтомата
При выполнении работ полярность может быть изменена на противоположную (отрицательный полюс должен быть поднесен к заготовкам, а положительный — к сердечнику, закрепленному на клещах резака). Затем необходимо вставить наполнительную катушку и отрегулировать подающие ролики (настройки зависят от диаметра сердечника). При использовании проводов с флюсовыми жилами не следует затягивать зажимной элемент, так как существует риск деформации или заклинивания жилы.
Более подробное описание того, как настроить полуавтоматическую сварку, см. в этой статье.
Далее необходимо определить величину сварочного тока, которая зависит от ширины зазора, химического состава и толщины свариваемых листов. Параметры устанавливаются с помощью поворотной ручки со шкалой на передней панели машины (некоторые изделия оснащены ЖК-дисплеем). После закрепления рекомендуется выполнить пробную сварку на участке материала с тем же химическим составом, что и свариваемые детали. Если настройки правильные, можно сваривать основные швы.
Как происходит сварка без газа: инструкция
Общие указания по использованию полуавтоматического сварочного аппарата без газа:
- Провести подготовку сопрягаемых кромок, с которых следует удалить ржавчину или жировые отложения. Посторонние частицы ухудшают качество металла в стыке и снижают механические характеристики.
- Смонтировать направляющие ролики и насадку на сварочную головку в соответствии с диаметром присадочного материала.
- Подключить выводы оборудования в соответствии с требуемой полярностью (зависит от характеристик и химического состава проволоки, указывается производителем на упаковке).
- Установить на аппарате минимально допустимые скорость подачи присадочного материала и напряжение дуги.
- Обработать наконечник для предотвращения налипания капель расплава.
- Надеть защитный костюм и сварочную маску.
- Подключить питание и начать варить от верхней точки шва, перемещая горелку под углом вперед. Для повышения качества работ рекомендуется использовать прерывистую дугу и визуально контролировать линию стыка. Не следует вести горелку рывками, что приводит к нарушению нормального дугового разряда и неравномерному заполнению ванны расплавом.
Следует отметить, что полуавтоматическая сварка без углекислого газа или других защитных газов не подходит для начинающих сварщиков. Рекомендуется сначала пройти обучение на стальных обрезках, а затем перейти к сварке основных конструкций. Кроме того, следует оценить преимущества и недостатки процесса, чтобы избежать дополнительных затрат (например, в случае недостаточной прочности шва из-за неправильной техники).