Не забудьте регулярно убирать опилки (в процессе нарезки резьбы) с поверхности трубы (или стержня), а также с плашки, и не забудьте добавить немного масла после этого. Нарезка на сухую может привести к быстрому износу инструмента, что сразу отразится на качестве нарезаемой резьбы, которая будет нечёткой на новых заготовках.
Нарезание резьбы плашкой

Нарезание наружной резьбы является крайне важной операцией, без которой трудно представить себе работу любого производства, будь то производство машин, механизмов или несущих конструкций. В таких случаях, как правило, клепка и точечная (либо плоскостная) сварка не всегда подходят, поэтому наиболее эффективными решениями остаются винтовые или болтовые соединения.
Подготовка
Для успешной подготовки к нарезанию резьбы с помощью плашки — кругового резака, обладающего внутренней резьбой, который изготовлен из быстрорежущей стали, выполните следующую последовательность действий.
- Отпилите и при необходимости выровняйте стержень или отрезок трубы нужной длины.
- Обточите край, на котором в первую очередь планируется выполнение нарезки, по окружности. Это упрощает вращение плашки, гарантируя правильную траекторию движения. Обточка должна составлять не меньше одного миллиметра длины — при этом она должна обладать ровным срезом. Наилучшим образом обточка производится на токарном станке.
- Зафиксируйте отрезок трубы или стержня в слесарных тисках. Идеальный вариант — когда столешница верстака, на которой они крепятся, располагается на уровне или чуть ниже уровня пояса рабочего. Убедитесь, что труба или стержень находятся в перпендикулярном положении относительно земли — это обеспечивает более лёгкое начало и контроль над процессом нарезания резьбы.
- Смажьте внутреннюю резьбу плашки и саму трубу (или стержень) моторным или трансмиссионным маслом или отработанным маслом.
- Установите на плашку ручные плашкодержатели или поместите её в низкооборотный токарный станок. Наилучший вариант — использовать токарный станок с переходником для кругового (машинного) плашкодержателя.
После выполнения всех подготовительных шагов, наденьте плашку и начните вращать её вокруг заготовки.
Подготовка к нарезанию резьбы плашкой
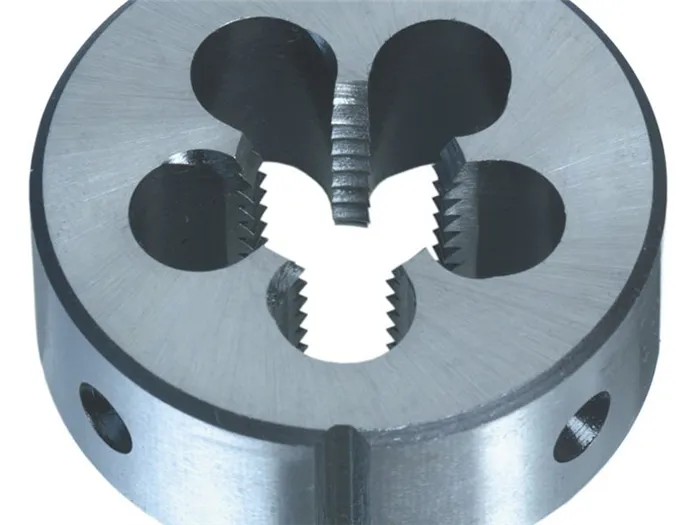
Перед нарезкой резьбы плашкой на пруте или трубе важно правильно выбрать инструмент с нужным диаметром и шагом. Плашка представляет собой гайку, имеющую режущие зубцы конической формы и отверстия для крепления в воротке. Плашки могут быть цельными, разрезными или раздвижными и выпускаться в круглой, квадратной или шестигранной формах.
Первое, что нужно сделать — это выбрать материал и инструмент нужного диаметра. Ниже приведена таблица центровки наиболее упоминаемых диаметров для метрической, дюймовой и трубной резьбы с примером подбора заготовки под резьбу М6.
Исходя из таблицы, для нарезки резьбы М6 нам потребуется прут диаметром 5,8 мм. При больших диаметрах резьбы существует допустимое минимальное и максимальное значение толщины прута. Это правило нельзя игнорировать, так как превышение диаметра может привести к поломке плашки, а недостаточный диаметр — к получению слабой резьбы.
Прежде чем приступить к нарезанию наружной резьбы плашкой, кроме самого инструмента и заготовки, вам необходим подходящий по форме и размерам вороток, а также машинное масло. Теперь можно приступать к самой нарезке.
Порядок нарезки резьбы
Перед началом нарезки обязательно выполните снятие фаски с наружной части трубы или заготовки под углом в 45°. Это необходимо для упрощения первых витков и фиксации плашки.
- Закрепите трубу или заготовку в строго вертикальном положении. Чаще всего для того, чтобы избежать перекосов, лучше всего подходят слесарные тиски, хотя также можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальной плоскости и начните с первых нескольких вращений.
- Если на первых кругах наблюдается очевидный перекос, снимите плашку, обстучите заготовку и начните процесс заново.
- Во время вращения на первых витках одновременно равномерно нажимайте на ручки воротка, чтобы запустить процесс резки.
- После нескольких первых витков проверьте правильность нарезки путём проверки горизонтальности плашки и воротка с помощью уровня. При правильном положении инструмента можно продолжить нарезание трубной резьбы плашкой на необходимую длину.
- Когда вы приблизитесь к середине длины, можно слегка ослабить вдавливающее усилие, после чего начнётся процесс самозатягивания.
- После одного-двух витков обязательно прокрутите плашку на половину оборота назад для удаления стружки, чтобы предотвратить её скапливание.
- Завершив нарезку на нужную длину, аккуратно верните инструмент назад по готовой резьбе.
Следует помнить, что у плашки может быть несколько номеров, чаще всего их два. Поэтому после нарезки черновой резьбы нужно поочередно пройтись каждым из номеров для окончательной доработки профиля резьбы.
Новости
График работы 4 ноября
График работы 4 ноября — в День народного единства продлится в стандартном режиме.
Нарезание внутренней резьбы метчиком
Чтобы сформировать внутреннюю резьбу, необходимы следующие инструменты и материалы:
- молоток, кернер, дрель и сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
В первую очередь проводят разметку заготовки и кернят центр будущего отверстия. Затем подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать, используя справочные таблицы или приблизительно по формуле d = D – P, где D — диаметр резьбы, P — шаг резьбы, а d — диаметр сверла. Например, для резьбы М10 d = 10 – 1,5 = 8,5 мм.
Затем в детали сверлят отверстие до необходимой глубины, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску, которая помогает центрироваться и улучшить заход метчика.
В зависимости от основных параметров резьбы — диаметра и шага — подбирается резьбовой инструмент. Обычно используется комплект из двух метчиков. Один метчик является черновым, другой — чистовым. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно фиксируют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После чего метчик устанавливают строго перпендикулярно к поверхности детали, нажимая вдоль его оси, вращают вороток за ручки.

После того как нарезаны одна-две нитки резьбы, выполните четверть оборота в обратную сторону. Это поможет разделить и убрать стружку, предотвращая заклинивание инструмента. Работу продолжают, чередуя вращение: пол-оборота вперед, четверть назад. При этом важно следить за тем, чтобы метчик не перекосился. Также не стоит прикладывать чрезмерные усилия. Чтобы избежать заедания, режущий инструмент периодически нужно поднимать, очищая отверстие от стружки.
После того как внутренняя резьба будет нарезана до необходимой глубины, вставьте чистовой метчик в отверстие. Когда он начнёт двигаться в заданном направлении, наденьте на него вороток и продолжайте работу, периодически добавляя смазку.
Резьбу проверяют с помощью калибра-пробки или специального болта. Он должен легко входить в отверстие, не вызывая при этом усилий или колебаний. Если это необходимо, выполните дополнительный проход чистовым метчиком.
Нарезание наружной резьбы на токарном оборудовании
Нарезание наружной резьбы на металлической заготовке, которую закрепляют на токарном оборудовании, осуществляется с использованием режущей пластины. В этом процессе резец перемещается вдоль поверхности вращающейся заготовки и создает винтовые канавки на металле с помощью острого края. Резьба может различаться в зависимости от угла подъема или увеличения. Параметры угла между касательной, проведенной к винтовой канавке, и плоскостью, перпендикулярной оси вращения заготовки, определяют:
- величину подачи резца, движущегося вдоль оси детали;
- частоту вращения металлической заготовки.
Также резьба классифицируется по шагу винтовой линии, то есть расстоянию между соседними витками. Этот параметр определяется по оси обрабатываемой заготовки.
Движение резца вдоль оси и врезание в поверхность детали образуют винтовые канавки, которые сопоставимы с резьбой. Резьба на деталях используется для различных целей: чтобы элементы могли перемещаться относительно друг друга, либо для соединения конструктивных частей, а также для уплотнения формируемых соединений.
Металлические заготовки для резьбы могут иметь цилиндрическую или коническую форму. Особенности резьбового соединения определяются параметрами профиля резьбы, ее видом в проекции. Существуют следующие типы профилей:
- треугольные;
- трапецеидальные;
- прямоугольные;
- упорные;
- круглые.
Резьба также может иметь различные количества заходов: однозаходная, которая образована одной винтовой линией, и многозаходная, состоящая из нескольких линий. При нарезании нескольких витков их наносят эквидистантно по отношению друг к другу.
Количество линий можно увидеть в начале резьбовой поверхности. Многозаходный тип определяется не только размером шага, но и ходом. Ход — это расстояние между двумя одинаковыми точками двух соседних линий, образованных одной ниткой. Это расстояние измеряется по линии, параллельной оси заготовки. Для однозаходной резьбы характерно равенство параметров хода и шага. В случае многозаходной резьбы ход можно вычислить, умножив шаг на количество заходов.
Нюансы нарезания наружной резьбы на трубах
Для нарезания резьбы на трубах используют оборудование трёх типов: токарный станок, плашка и трубный клупп. На деталях часто используется треугольная резьба:
- Дюймовая (вся информация и расчёты ведутся в дюймах). Эта резьба отличается высокой прочностью благодаря большому шагу и відповідному профилю. Она наносится на водопроводные трубы, в машинах и бытовой технике.
- Метрическая (измеряемая в миллиметрах), которую применяют для крепежей труб.
Клупп представляет собой инструмент, используемый для нарезки резьбы на трубах и металлических стержнях.

При выполнении резьбы на токарном станке работа проходит следующим образом: труба фиксируется шпинделем, затем лишнее срезается резцом, выбирается соответствующий шаг и формируется винтовая линия.
Для нарезки резьбы на стальных трубах с большим диаметром применяются плашки или клупп. Этот инструмент представляет собой цилиндрическую головку с несколькими резцами разных размеров, которые расположены внутри и аналогичны плашке. Клупп имеет рукоятку и механизм трещотки для совершения холостого оборота назад. Для формирования резьбы настраивается нужный параметр гребенки, и труба помещается внутрь. Затем производится вращение рукоятки инструмента. При перемещении клуппа по поверхности трубы происходит нарезка резьбы по её внешней стороне.
Нарезать резьбу на соединительных деталях может каждый, кто желает. В настоящее время для выполнения этой операции существует множество инструментов, таких как плашки, а также обучающие видео для освоения техники обработки.
Нарезание наружной резьбы происходит следующим образом:
Пожалуйста, оцените статью.
Метчики
Внутренняя резьба на детали создаётся при помощи метчиков.
Метчики для дюймовой резьбы (менее 2 дюймов) и для метрической резьбы от 32 до 54 мм с шагом более 3 мм изготавливаются в виде комплектов, состоящих из трёх штук. В такой комплект входят первый (черновой), второй (средний) и третий (чистовой) метчики. На хвостовой части первого метчика имеется одна круговая риска, на хвостовой части второго — две, а на хвостовой части третьего — три.
Размер резьбы также указывается на хвостовой части метчика. При ручной нарезке резьбы используется специальный вороток для метчика.
Как нарезать резьбу метчиком
Нарезание резьбы метчиком на первый взгляд может показаться простым, но это не означает, что задача будет выполнена легко и с первого раза. Важный акцент стоит сделать на выборе качественного инструмента, так как тупой метчик может легко сломаться. Извлечь обломок из отверстия — задача не из легких. При нарезке резьбы придерживайтесь правила: 1 — 2 оборота вперед (режем резьбу) — 0.5 — 1 оборота назад. В случае нарезки резьбы в глухих отверстиях неизбежно будет скапливаться стружка, поэтому необходимо регулярно вытаскивать метчик и очищать отверстие от металлических отходов.
Если метчик извлекался полностью, будьте внимательны при его следующем вкручивании или при проходе следующим номером. Важно попасть на уже нарезанную резьбу и не повредить её.
Диаметр просверленного отверстия должен соответствовать диаметру резьбы, как указано в таблице 1:
| Диаметр резьбы | Диаметр отверстия | Диаметр резьбы | Диаметр отверстия |
| 1 | 0,75 | 2,6 | 2,15 |
| 1,2 | 0,95 | 3 | 2,5 |
| 1,4 | 1,15 | 3,5 | 3 |
| 1,7 | 1,35 | 4 | 3,3 |
| 2 | 1,6 | 5 | 4,1 |
| 2,3 | 1,9 | 6 | 4,9 |
| 2,5 | 2 | 8 | 6,7 |
Отклонения от указанных значений могут привести к образованию некачественной резьбы. И, конечно, не забывайте о необходимости использования смазки, такой как масло, керосин, солидол и так далее.
Плашки
Наружная резьба нарезается с использованием плашек. Обязательно соблюдайте использование смазывающих жидкостей и соответствие размеров, указанное в таблице 2:
| Диаметр резьбы | Диаметр стержня | Диаметр резьбы | Диаметр стержня |
| 1 | 0,98 | 2,6 | 2,54 |
| 1,2 | 1,17 | 3 | 2,94 |
| 1,4 | 1,37 | 3,3 | 3,23 |
| 1,7 | 1,66 | 4 | 3,92 |
| 2 | 1,96 | 5 | 4,89 |
| 2,3 | 2,25 | 6 | 5,86 |
| 2,5 | 2,45 | 8 | 7,83 |
Процесс нарезания наружной резьбы наглядно представлен на видео:
Обратите внимание на обратные вращения (противоположные основному рабочему ходу инструмента), так как это может помочь избежать заедания.