Определение типов сварных швов производится согласно документу ГОСТ 5264-80. Специальные сварные соединения из алюминиевых материалов и их сплавов выполняются по стандартам, изложенным в ГОСТ 14806-80.
Дополнительно, существует ряд других стандартов, которые также регламентируют типы сварных швов, их конструктивные особенности, а также методы сварки.
Изображение швов сварных соединений
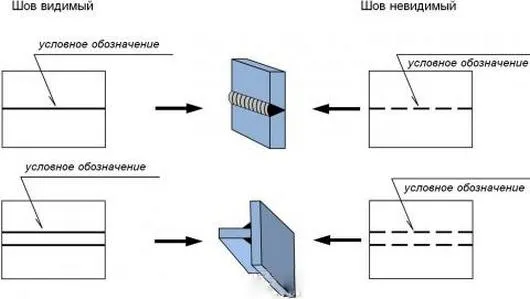
1.1. Для условного изображения шва сварного соединения, независимо от способа его выполнения, существует следующая классификация: видимый шов изображается сплошной основной линией, как показано на чертеже 1a, в, а невидимый, в свою очередь, изображается штриховой линией (черт. 1г).
Видимая одиночная сварная точка независимо от способа её выполнения обозначается знаком + (черт. 1б), который также изображается сплошными линиями (черт. 2).
Невидимые одиночные точки не представляются на чертеже.
От изображения шва или одиночной точки необходимо провести линию-выноску, которая завершается односторонней стрелкой (см. черт. 1). Рекомендуется делать линию-выноску от видимого шва.
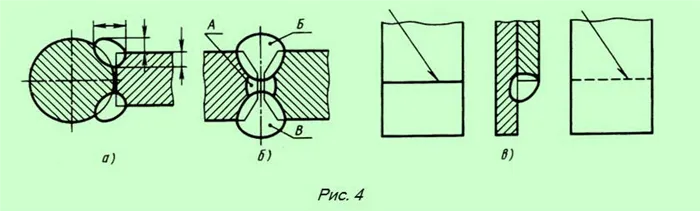
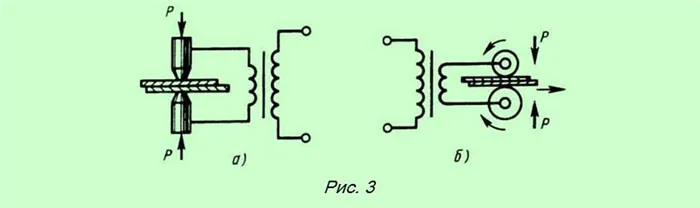
1.2. В изображении среза многопроходного шва может быть допустимо наносить контуры отдельных проходов, которые должны обозначаться прописными буквами русского алфавита (черт. 3).
1.3. Если шов не соответствует стандартам (нестандартный шов), то он изображается с указанием размеров конструктивных элементов, необходимых для выполнения по данному чертежу (черт. 4).
Границы шва изображаются сплошными основными линиями, а конструктивные элементы кромок в пределах шва отображаются сплошными тонкими линиями.
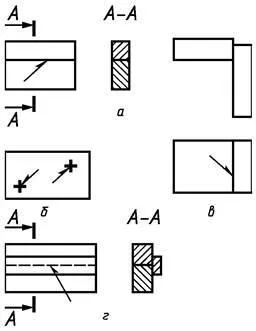
Черт. 1
Черт. 3
Черт. 4
Условные обозначения швов сварных соединений
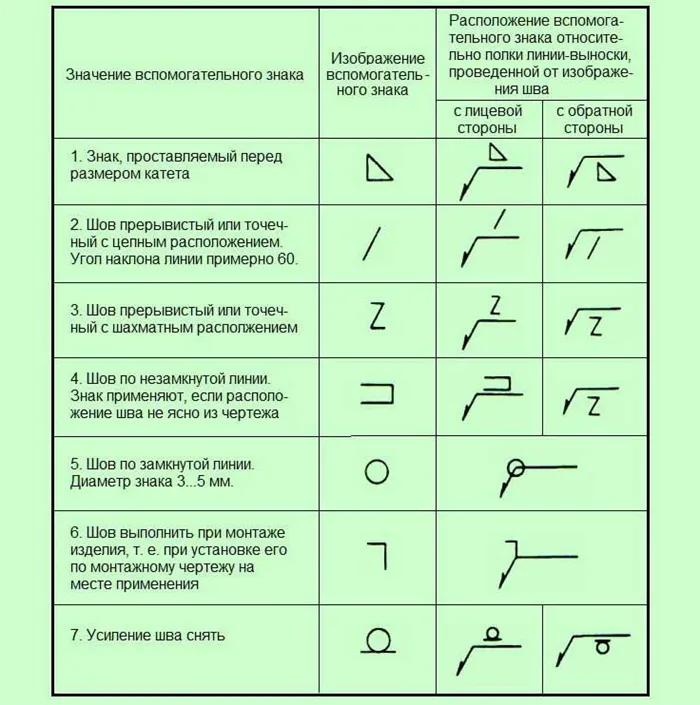
2.1. Вспомогательные знаки, предназначенные для обозначения сварных швов, приведены в таблице.





1. Лицевая сторона одностороннего сварного соединения считается той, с которой выполняется сварка.
2. Лицевая сторона двустороннего шва с несимметрично подготовленными кромками определяется как сторона, с которой сварится основной шов.
3. В случае двустороннего шва с симметрично подготовленными кромками любое из двух соединяемых компонентов может быть выбрано в качестве лицевой стороны.
В условных обозначениях шва вспомогательные знаки выполняются сплошными тонкими линиями.
При этом вспомогательные знаки должны совпадать по высоте с цифрами, включенными в обозначение шва.
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки представлена на схеме (черт. 5).
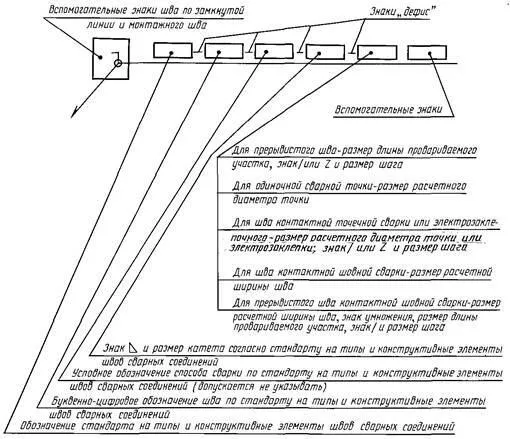
Черт. 5
Символ выполняется сплошными тонкими линиями, а высота знака должна соответствовать высоте цифр, входящих в обозначение шва.
2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки поясняется на схеме (черт. 6).
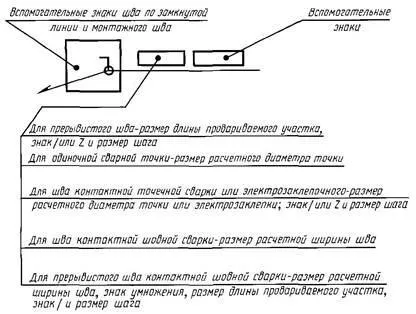
Черт. 6
В технических требованиях чертежа или таблицы швов указывается способ исполнения сварки, который должен быть использован для нестандартного шва.
2.4. Условное обозначение шва наносится:
а) на полке линии-выноски, идущей от изображения шва с лицевой стороны (черт. 7а);
б) под полкой линии-выноски, проведенной от изображения шва с обратной стороны (черт. 7б).
Необходимость и правила обозначения сварных швов
Сварщики должны обладать навыками правильного чтения чертежей. Для обеспечения единого понимания следует, чтобы графические символы, используемые в чертежах, соответствовали требованиям ЕСКД и нормам ГОСТ. Это правило также применяется к текстовым описаниям.
Нельзя недооценивать важность обозначения сварных швов, потому что общепринятые символы позволяют компактно передавать обширные объемы информации. Соответственно, это экономит время специалиста, что позволяет ему быстрее приступить к выполнению задач.
Ниже перечислены характеристики, которые могут встретиться в описаниях чертежей:
- материалы, из которых изготовлены детали, а также тип необходимого сварного шва;
- размеры деталей с допусками;
- используемые технологии выполнения соединений;
- размер и форма наплавки;
- требования к прочностным свойствам и герметичности;
- условия технологических процессов и порядок выполнения работ.
Для оценки качества полученного шва необходимо сравнить его характеристики с теми, что указаны в технической документации.
Таким образом, обозначения на чертежах должны быть единообразными для того, чтобы все специалисты могли интерпретировать один и тот же документ одинаково.
Если конструкция включает сварочные соединения, то она должна сопроводиться следующими документами:
- технологической инструкцией;
- проектом по производству сварочных работ (ППСР);
- иными разделами общего проекта производства работ (ППР).
Все упомянутые документы необходимы для обеспечения единого подхода к интерпретации чертежей всеми специалистами. Без корректного прочтения невозможно обеспечить правильное понимание выполняемой работы.

Для точной оценки качества выполненных сварочных работ необходимо использовать следующие виды технической документации:
- исполнительные чертежи с изменениями, внесенными изготовителем или монтажником;
- согласие проектировщика с внесенными изменениями в исполнительные чертежи;
- сертификаты, подтверждающие качество материалов, использованных в работе.
Осуществление операционного контроля предназначено для сравнения результатов выполненной работы с требованиями, описанными в технологических картах, инструкциях и нормативах ГОСТ.
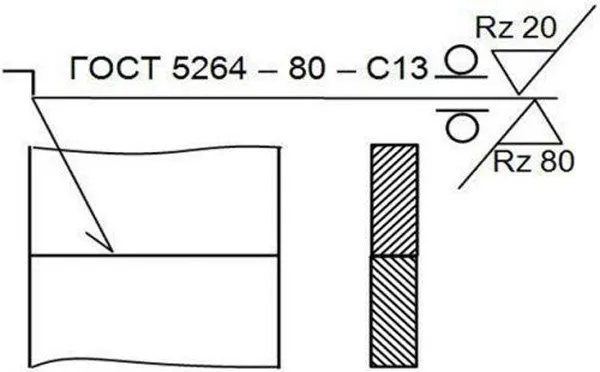
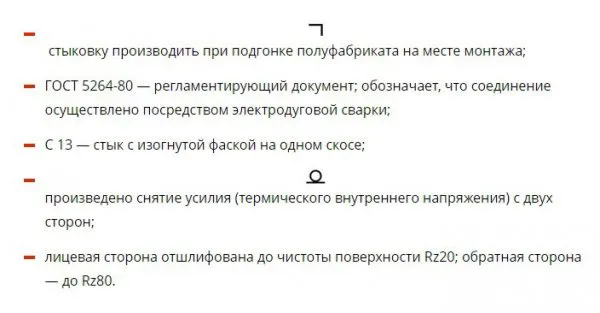
Нанесение пояснений на чертежи выполняется в соответствии с правилами ЕСКД. К примеру, если требуется обозначить стыковое соединение, на чертеже будет отмечена стрелка, над или под которой специалист добавит поясняющую надпись.
Пояснение может включать в себя девять ключевых компонентов:
- Обозначение замкнутости контура или монтажного соединения.
- Указание государственного стандарта, по которому выполнены обозначения.
- Тип сварного шва.
- Метод сварного соединения с использованием государственного стандарта.
- Обозначение размеров деталей.
- Протяженность свариваемого участка, измеряемая в миллиметрах.
- Дополнительные характеристики сварного соединения.
- Дополнительные характеристики всей работы, такие как длина шага и т.д.
- Требования к чистоте поверхностей элементов соединения. Этот параметр позволяет определить, нужно ли обрабатывать кромки сварки.
Обозначение типов сварок и сварочных соединений
В современном мире количество различных технологий сварки стремительно увеличивается, что предоставляет мастерам уникальную возможность реализовывать свои самые амбициозные идеи. Одним из ключевых условий успешного проведения сварочных работ является способность точно и правильно составлять чертежи. В дополнение к этому, сварщик должен уметь читать чертежи, подготовленные другими специалистами, и быть знакомым со всеми условными обозначениями сварных швов и соединений.

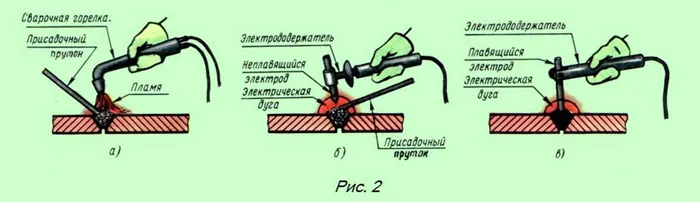
Технология сварочных работ обозначается следующим образом:
- Э – электродуговая сварка;
- Kт – контактная сварка;
- Г – газовая сварка;
- З – сварка в среде защитных газов.
Одним из важных преимуществ деталей чертежа является то, что они содержат всю необходимую информацию, которая может потребоваться специалисту при выполнении сварочных работ. Безусловно, каждый сварщик обязан уметь не только читать чертежи, но и составлять их самостоятельно, а также понимать, как отражаются знаки, обозначающие сварные швы.
Чтобы соединение составных частей конструкции обеспечивало высокое качество, должны быть указаны пояснения для всех стыков. Все необходимые описания должны быть в специальной конструкторской документации. Важно отметить, что в таких документах обозначения сварных швов должны обязательно соответствовать действующим стандартам ГОСТ.
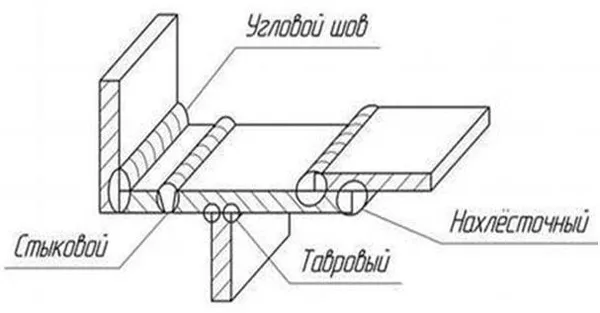
Виды соединений классифицируются на основании метода соединения компонентов. Примеры обозначений сварных швов на чертежах представлены в следующей таблице:
Если элементы конструкции находятся в одной плоскости, сварка будет осуществляться через прилегающие торцы. Чтобы избежать искажений стыков, их кромки должны быть предварительно обработаны.
Элементы конструкции могут быть свариваемыми под углом друг к другу, при этом угол наклона должен быть не менее 30°.
Соединения могут быть выполнены через боковые поверхности элементов.
В процессе сварки плоскости деталей накладываются друг на друга внахлестку. Этот метод соединения удобен там, где не требуется высокая точность подгонки.
Торец одного элемента может соединяться с плоскостью другого под углом либо вертикально.
В таблице приведены только те обозначения сварных швов, которые зафиксированы в государственных стандартах. Остальные виды обозначаются как специальные и помечаются на чертежах символом О.
Виды швов по ГОСТам (квадраты 2 и 3 примеры)
Способы соединения двух элементов плотно друг с другом рассматриваются в ГОСТах 14771-76 и 5264-80. Существуют различные виды сварочных соединений, среди которых:
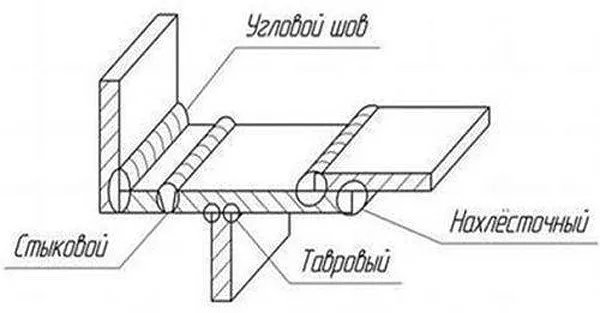
- С – стыковой шов. Два соединяемых элемента располагаются в одной плоскости и на одном уровне, что создает возможность состыковки через смежные торцы. Данный вариант соединения является одним из наиболее востребованных, благодаря высоким механическим характеристикам сварного шва и эстетике готовой конструкции. Однако он обладает и недостатками, так как является трудным в техническом исполнении и может быть качественно выполнен только опытными специалистами.
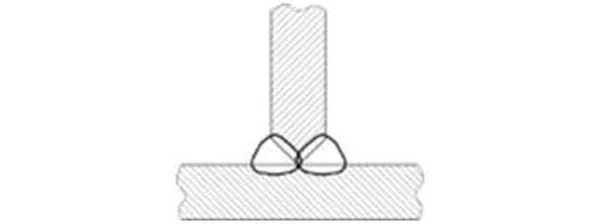
- Т – тавровый шов. Соединение двух элементов, расположенных под углом в 90 градусов, образует Т-образную конфигурацию в зоне соединения. Это самый жесткий из всех рассматриваемых вариантов соединения, что делает его неподходящим для тех случаев, когда для готовой конструкции нужна определенная степень гибкости.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости, соприкасаясь с перекрытием плоскости. Этот способ также достаточно прочный и надежный, но уступает по жесткости тавровому соединению.
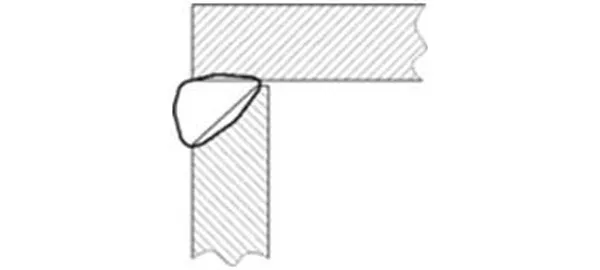
- У – угловой шов. В этом случае две заготовки располагаются под углом 90 градусов, при этом плавятся их торцы, что приводит к образованию прочного и жесткого соединения.
- О – особые типы. Это обозначение применяется ко всем остальным вариантам сваривания заготовок, которые не описаны в действующих стандартах.
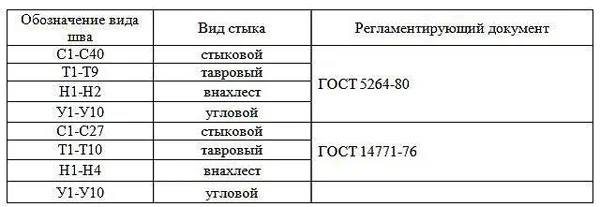
Оба упомянутых в начале раздела ГОСТа имеют общие черты, и между ними есть взаимосвязь. Например, для ручного дугового соединения по ГОСТу 5264-80 применяются следующие обозначения:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Также выполнение сварочных работ в инертной среде по ГОСТу 14771-76 включает:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
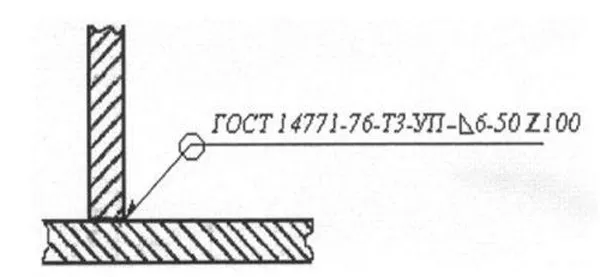
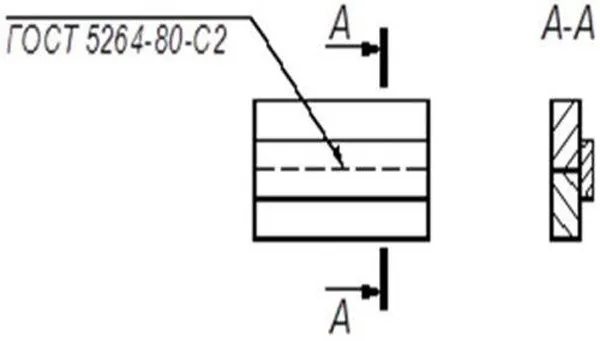
В приведенных примерах перечислены только что рассмотренные обозначения. Во втором квадрате указана информация по используемому стандарту – 14771-76, а в третьем квадрате описан метод соединения – тавровый двусторонний без скоса кромок.
Способы сварки (квадрат 4)
В обязательных требованиях стандарта также подробно описаны способы сварки. Наиболее распространенные из них включают:
- А – автоматическая сварка, проводимая с использованием флюса, но без прокладок и подушек;
- Аф – автоматическая сварка с использованием прокладки;
- ИН – осуществляется в инертной среде с применением вольфрамового электрода без использования присадок;
- ИНп – тот же способ, что и предыдущий, однако в этом случае используются присадки;
- ИП – методы соединения с использованием плавящегося электрода в инертной среде;
- УП – все то же самое, что и ИП, только с применением углекислоты вместо инертной среды.
В данном случае в квадрате 4 указаны символы УП, что означает, что сварка выполнялась в углекислой среде с использованием плавящихся электродов.
Для улучшения качества и повышения скорости выполнения работ, вам также можно использовать наши сварочные столы, производимые компанией VTM.
Расшифровка технической аббревиатуры
Изучение обозначений сварного шва на чертеже можно осуществлять по двум основным направлениям: а) начинать с основ – с изучения специальной литературы и ГОСТов (аналогично изучению букв в алфавите); б) использовать обратный подход, сначала исследовать примеры того, как обозначается сварка на чертежах, и постепенно углублять свои знания.
Маркировка сварочного стыка стремится соблюдать требования ЕСКД. В нее включает: ГОСТ 2.312-72; ГОСТ 5264-80; ГОСТ 14771-76.
Пример 1.
Согласно ГОСТ, сварной стык обозначается в технических данных с помощью выносной стрелки:
Расположение надписей: выше стрелки, ниже нее или с обеих сторон, указывает на положение соединения: с лицевой стороны детали, с обратной (невидимый стык), либо двустороннее соединение.
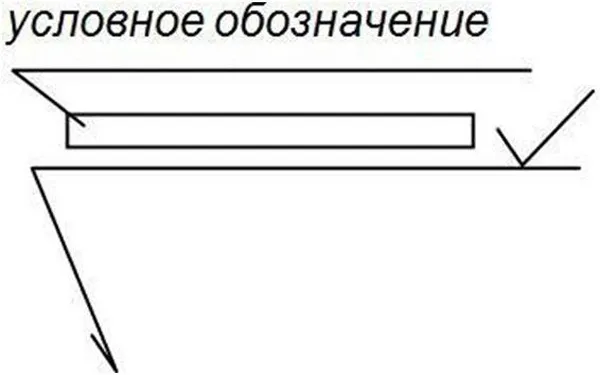
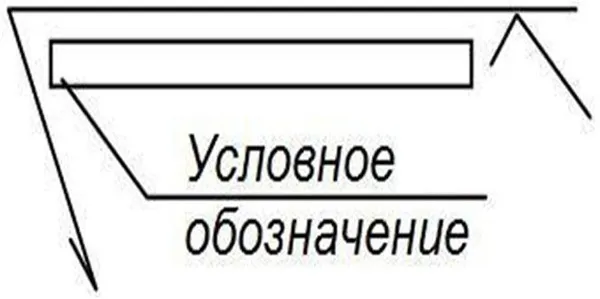
Надпись и стрелка обозначают, соответственно, обратную (закрытую) или лицевую части.
Упрощения обозначений сварных швов
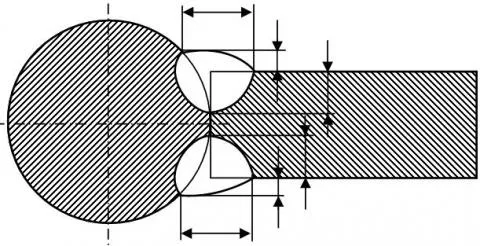
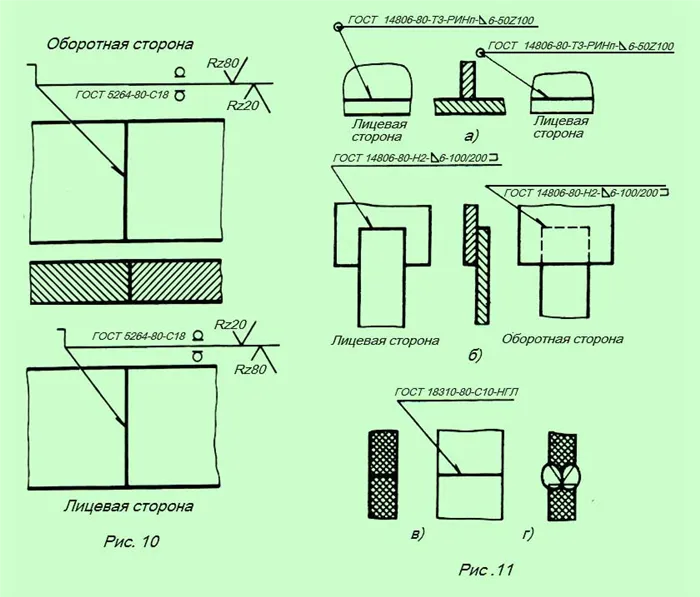
На рис. 11, в показано изображение и обозначение сварного шва при сварке полимерных материалов (пластмасс). Параметры шва:
1) ГОСТ 16310-80 – шов сварных соединений из винипласта или полиэтилена;
2) С10 – двусторонний шов стыкового соединения с двумя симметричными скосами одной кромки; ГОСТ 16310-80 устанавливает форму кромок (рис. 11, г), при этом за лицевую сторону можно принять любую сторону шва;
3) НГП – сварка нагретым газом с добавлением присадок (что необязательно указывать).
При выполнении сварных соединений возможно использование одинаковых швов. Одинаковыми считаются швы, если:
— их типы и размеры конструктивных элементов одинаковы в сечении;
— они соответствуют тем же техническим требованиям;
— они имеют одинаковое условное обозначение.
Когда наличие изображений нескольких идентичных швов на чертеже, то условное обозначение шва наносится у одного из них, а остальные обозначаются только линиями-выносками, сопровождающими полки (рис. 12).
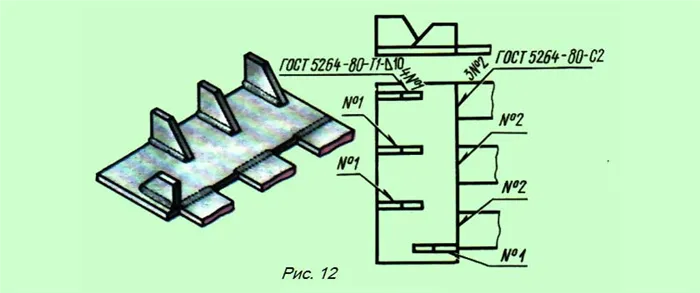
Каждому из одинаковых швов присваивается один порядковый номер. Этот номер указывается:
- на линии-выноске с полкой, на которой нанесено условное обозначение шва (перед номером можно указать количество одинаковых швов);
- на полке линии-выноски от изображения шва с лицевой стороны;
- под полкой линии-выноски от изображения шва с обратной стороны (это на рис. 12 не показано).
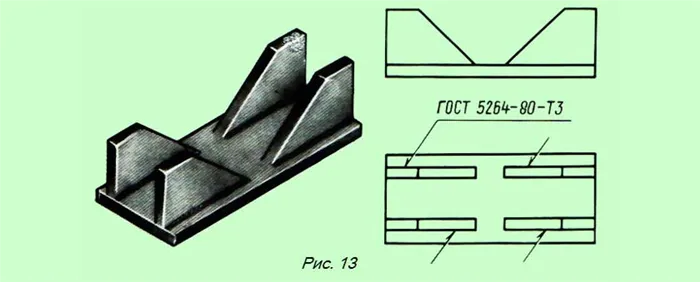
Если чертеж содержит все одинаковые швы, изображенные с одной стороны (лицевой или обратной), то им можно не присваивать порядковые номера. Такие швы, не имеющие обозначения, выставляются лишь линиями-выносками без полок (рис. 13).
При изображении изделия, у которого есть ось симметрии, допускается маркировать швы линиями-выносками и обозначать только на одной из симметричных частей изображения.
Допускается также не указывать швы сварных соединений на чертежах, а приводить указания по сварке в технических требованиях чертежа. Эти инструкции должны определять места сварки, технологии сварки, типы сварных швов, их конструктивные элементы и их располагаемые позиции.
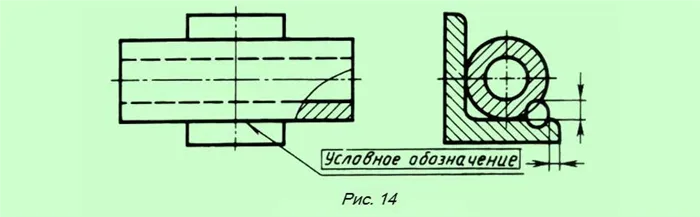
Изображение и обозначение нестандартных сварных швов
В некоторых случаях применяются нестандартные швы, конструктивные размеры которых не установлены описывающим стандартом. Пример изображения и нанесения условного обозначения нестандартного шва показан на рис. 14. Конструктивные размеры нестандартного шва необходимо указать на его поперечном сечении.
Для простейших нестандартных швов сварки плавлением их обозначения содержат:
1. Для прерывистого шва:
— длина провариваемого участка;
— символы 2 или 3 (см. табл. 1);
— размер шага;
— знаки 4, 5 и 6 (см. табл. 1).
Располагать условное обозначение по отношению к полке-выноске, использование знаков 5 и 6 (см. табл. 1), а также обозначение шероховатости поверхности нестандартного шва (после его механической обработки) следует аналогично стандартному шву.
В технических требованиях обязательно указывают метод сварки, который необходимо использовать для выполнения нестандартного шва.
На учебных чертежах обозначения стандартных и нестандартных швов могут быть значительно упрощены, указывая только буквенно-цифровое обозначение типа шва, номер стандарта и величину катета.