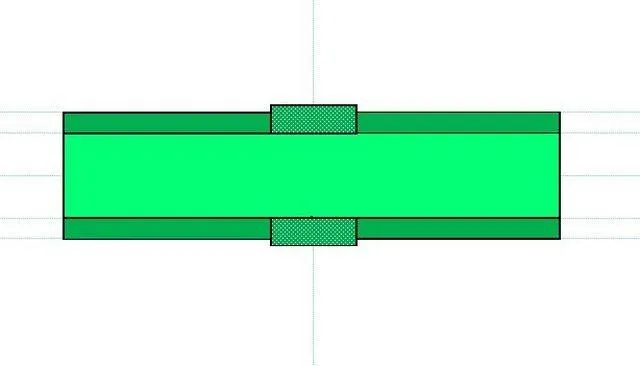
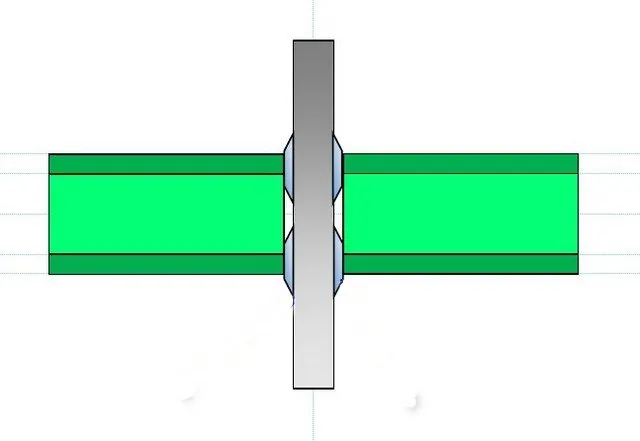
При соблюдении времени нагрева, снятия с паяльника и соединения деталей, их стабилизации и температуры сварки полипропиленовых труб по окружности внутри соединителя образуется аккуратный буртик. Его высота обычно составляет 1 мм. Он не препятствует движению жидкости. С внешней стороны также имеется красивое плечо. Это не влияет на внешний вид сустава.
Как паять полипропиленовые трубы своими руками: полная пошаговая инструкция
Трубопроводы в жилых и общественных зданиях являются одним из важнейших компонентов жизнеобеспечения. В этом случае часто используются прочные и надежные полипропиленовые трубы, которые имеют длительный срок службы — но только в том случае, если они правильно уложены и компоненты правильно соединены.
- 1 Основные методы работы
- 2 Используемое оборудование
- 3 Особенности труб, учитываемые при монтаже
- 4 Как паять полипропиленовые трубы
- 5 Нюансы работы: как паять пластиковые трубы без проблем
- 5.1 Работаем на верстаке и «по месту»
- 5.2 Крепим сварочный аппарат
- 5.3 Зачистка обязательна!
- 5.4 Правильный рез
- 5.5 Последний узел не сваривается!
- 5.6 Не гонялся бы ты, поп, за дешевизною…
- 5.7 Другие ошибки
- 7.1 Похожие статьи
Основные методы работы
Поскольку качество соединения в значительной степени зависит от площади контакта, для труб разного диаметра используются различные методы соединения.
Возможна сварка полипропиленовых труб:
- с помощью муфты (другого соединительного элемента). Применяется для изделий с диаметром до 63 мм, а также тонкостенных;
- напрямую, стыковым швом – для моделей большого диаметра, толстостенных.
В обоих случаях герметичное соединение обеспечивается за счет диффузии нагретого пластика.
Для работы используется специальное нагревательное устройство, которое обеспечивает повышение температуры пластика до необходимого уровня.
Важно: Второй вариант установки требует значительного опыта и обычно используется только на производстве. В домашних условиях используется процесс пазовой сварки (установки).
Основные моменты этого процесса представлены в мастер-классе.
Используемое оборудование
Важнейшим условием для герметичного и качественного соединения сегментов трубопровода является одновременный нагрев при одинаковой температуре, так называемая полиэфирная сварка. Попеременный нагрев не подходит, так как время, необходимое для охлаждения пластика до температуры, останавливающей молекулярную диффузию, составляет от 6 до 15 секунд.
Поэтому используется специальный сварочный аппарат с подогреваемыми парами сопел. В народе его называют «сварочным железом», видимо, из-за сходства формы. Это устройство часто также называют сварочным аппаратом.

В этом устройстве тепло передается от шпинделя к соплам, которые выбираются в соответствии с номинальным размером трубы.

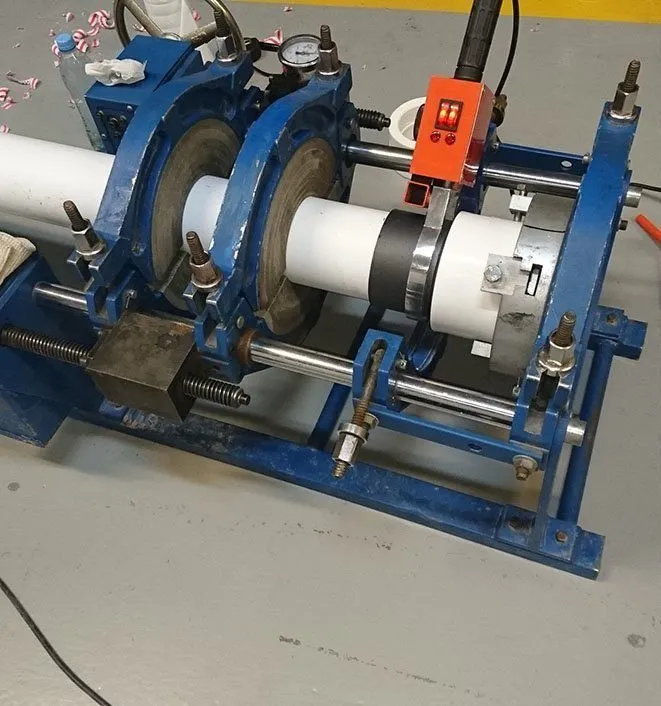
В промышленности используются сварочные аппараты, которые стоят на полу, а не на столе.

Поскольку трубы большого диаметра тяжелые, для их фиксации во время сварки используются специальные фитинги. Эта арматура также должна обеспечивать точную регулировку осей изделия, чтобы можно было правильно соединить нагревающиеся части.
Также необходимы инструменты для разметки и резки полипропиленовых труб.
Обычные ножницы или ножовка не режут с такой же точностью и гладкостью, поэтому лучше их не использовать.
Для труб большего диаметра следует использовать другой тип трубореза с подвижным отрезным диском.

Труба должна быть скошена, чтобы она лучше входила в фитинг. Это можно сделать вручную, но удобнее использовать косой резец.

Для малых диаметров можно использовать ручную модель.

Армирующий слой следует скосить бритвой или торцовочными ножницами.

Технологический процесс пайки
При нагревании полипропиленовых (ПП) труб материал размягчается. В то же время части трубы соединяются вместе. Под давлением частицы размягченного полипропилена проникают в структуру соседней трубы. При отключении источника высокой температуры материал остывает. В результате получается цельная конструкция, так как соединение герметизируется по всему периметру. Надежность соединения в зоне стыковки труб гарантируется при соблюдении условий:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежное соединение обеспечивается правильным использованием оборудования и выбором качественных материалов. Ниже рассматриваются тонкости и этапы сварки.
Сложность сваривания: как правильно работать с инструментом во время пайки ПП-труб
Если у вас нет опыта сварки полимерных труб, вам следует провести пробную сварку. Для этого следует выбрать подходящее место. Помещение должно быть просторным, а поверхность — ровной. Вы можете работать на столе или на полу. В обоих случаях необходимо соблюдать осторожность, так как существует риск повредить покрытие горячим пальцем. Необходимо принять удобную позу. Любая задержка приведет к ухудшению качества соединения и появлению дефектов, которые могут сократить срок службы трубопровода. Другие последствия задержек при сварке изделий из ПП:

- быстрое остывание, т. к. стыковка труб не может быть выполнена своевременно;
- отклонение от осевой линии, что приведет к проблемам в процессе эксплуатации трубопровода;
- нарушение правил стыковки: если коммуникации соединяются муфтовым методом, возможно недостаточное заглубление изделия в фитинг или, наоборот, слишком сильное, что помешает стыковке второй части трубы.
При нагревании коммуникаций и арматуры важно соблюдать временные рамки. Это позволяет нагревать и соединять участки труб одновременно. Задержка также возможна, но от профессионализма мастера зависит, появятся ли дефекты: Перекрытие, смешение швов. В этих местах впоследствии могут появиться трещины.
ИНТЕРЕСНО: Деревянная лестница на второй этаж в частный дом своими руками
Диффузная пайка полипропиленовых труб
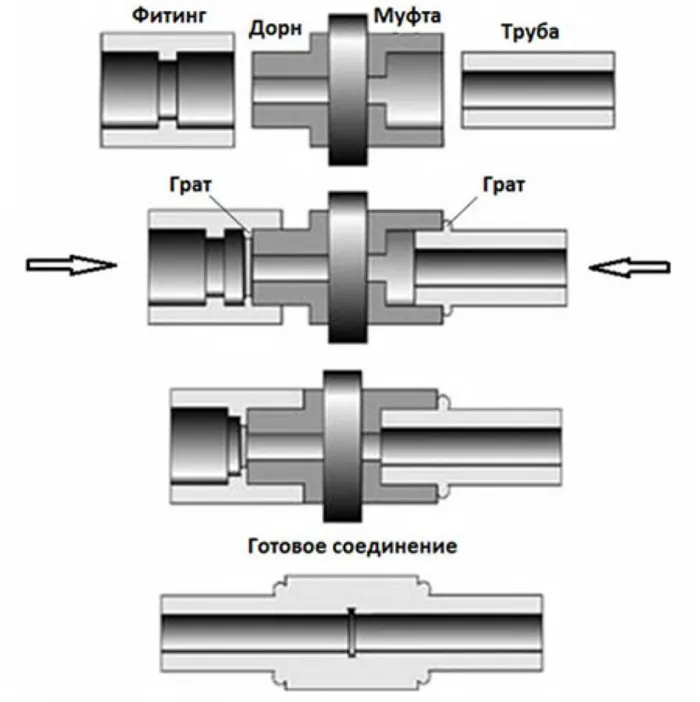
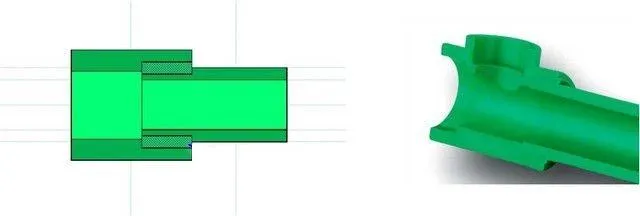
Принцип сварки полипропиленовых труб основан на вставке одного предварительно нагретого изделия в другое. Необходимо соблюдать определенную глубину. Наиболее распространенный тип соединения — с помощью фитингов (например, соединителей). Однако его можно использовать только в том случае, если диаметр трубы не превышает 63 мм. Для крупных изделий рекомендуется использовать метод стыкового соединения. Как и в других случаях, когда полимерный материал нагревается, образуется диффузионное соединение.
Можно рассмотреть метод гнездового соединения. Принцип сварки схож с техникой сварки фитингов: одна труба соединяется с другой (вставляется в отверстие большего диаметра), при этом необходимо позаботиться о защите концов соединений. Торцевые участки должны быть прямыми, а все неровности (включая заусенцы, вызванные резкой) должны быть удалены специальным инструментом.
Подготовительные работы перед сваркой
Начните с рисования простой электрической схемы. Для простоты линии, определяющие положение труб, наносятся прямо на стену, в противном случае необходимо постоянно измерять высоту, на которой будут укладываться трубы.

Следующий шаг — разметка труб и подготовка достаточного количества фитингов. Метод торцевого соединения, когда детали соединяются вместе, минуя вставку трубы в соответствующую трубу, также способствует уменьшению длины (в среднем до 2 мм).
Существуют особенности при обработке труб различных размеров: Для сварки труб диаметром более 40 мм рекомендуется использовать сварочный аппарат с центратором. Если вы думаете о том, как сварить полипропилен, можно рассмотреть возможность приобретения оборудования с набором сопел от 14 до 63 мм. Они представлены типами:
- дорн – втулка, используемая для нагрева внутренних стенок трубы;
- гильза – равномерно прогревает наружную поверхность изделия.
После загрязнения сопла очищаются от полимерного материала. Если снять наконечники после полного остывания паяльника, можно повредить защитный слой (из тефлона), который предотвращает прилипание полимера. Очистка должна производиться с помощью материала, не подверженного воздействию высоких температур. Это может быть даже брезент, но для этого не следует использовать абразивные материалы.
Как подготовить оборудование: советы, облегчающие работу с паяльником
В продаже имеются разнообразные паяльники:
- мечевидный или «утюг» – устройство с плоским нагревательным элементом, в нем предусмотрены сквозные отверстия, куда устанавливаются насадки;

- цилиндрический: на рабочую часть (которая подвергается нагреву) насаживаются специальные насадки для нагрева и дальнейшего монтажа труб;
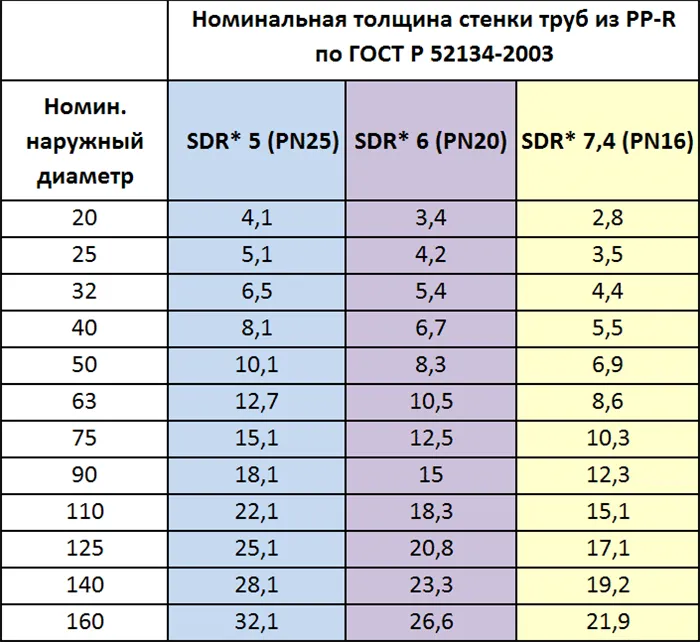
Какие полипропиленовые изделия выбрать
Изделия PN16 наиболее практичны для сетей холодного водоснабжения низкого давления. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого достаточно, чтобы выдержать нагрузки санитарной системы в частном доме или системы полива в теплице или огороде.
Полипропиленовые трубы и фитинги: типы, маркировка и монтаж
Наиболее устойчивыми к различным воздействиям являются изделия из полипропилена PN20, которые считаются гибкими и могут использоваться, в частности, для систем отопления с температурой теплоносителя до 95 градусов.
Однако трубы PN25, армированные алюминием или стекловолокном, являются самыми надежными для всех типов водопроводов.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводные трубы имеют свои особенности монтажа, которые определяются свойствами исходного материала. Перед сваркой полипропиленовых труб необходимо приобрести специальный инструмент для этой цели.
Набор не очень обширный, но есть некоторые инструменты, которые используются только для этого процесса:
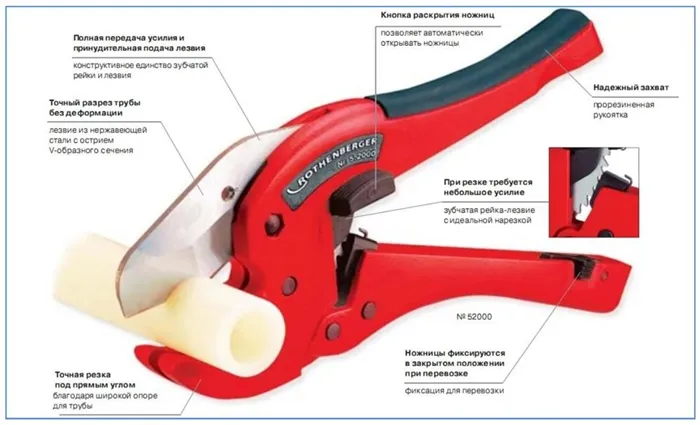
Ножницы для резки изделий из полипропилена. Они необходимы для обеспечения строго вертикального среза. Если в сварном шве есть зазор, существует риск утечки.
Шайба — это инструмент, используемый для удаления поверхности заготовки перед сваркой. Без этого устройства невозможно сварить полипропиленовые трубы, армированные каким-либо материалом. Сварка полиэтилена — это диффузионный процесс, при котором расплавленный материал проникает друг в друга.

Алюминий или стекловата, конечно, не подходят для этой цели. С помощью этого инструмента можно также снять фаску с кромок соединяемых деталей под углом 45 градусов для облегчения соединения в процессе сварки.
Существует множество различных версий этого инструмента, поэтому при его покупке у вас есть широкий выбор.
Сварочное железо. Основной инструмент для сварки полипропиленовых водопроводных труб. Его основание представляет собой пластину, к которой крепятся сменные рукава различных размеров. Эти рукава парные — один для фитинга, другой для трубы.

Подключаемые фитинги устанавливаются на сменном инструменте. Питание включается на рукоятке инструмента, а регулятор температуры находится на рукоятке. Подходящие фитинги имеют время нагрева 6 секунд или более.
Рекомендации по этому параметру приведены в паспорте паяльника. Детали, нагретые до плавления, соединяются и удерживаются вместе до 30 секунд. За это время материал охлаждается и затвердевает.
Обычно в набор инструментов также входит отвертка для вставки сменного инструмента, маркер для разметки и рулетка для измерения.
Как и зачем выдерживать нужный температурный режим при сварке полипропиленовых труб

Несмотря на большое желание сэкономить, для сварки полипропиленовых труб при строительстве водопроводных сетей необходимо использовать специальное оборудование. В практике частных или промышленных установок для сварки полипропиленовых труб используются сварочные аппараты, автоматика которых настроена на поддержание необходимых температур в зависимости от диаметра и предназначения изделий. Активная часть машины обычно называется утюгом. Форма сварочных утюгов повторяет контур труб, что обеспечивает минимальное отклонение от нормативных условий из-за внешних воздействий.
На практике часто используются средние температуры для расплавления материала в связке. Оптимальное значение для нагрева сварного шва составляет 260 градусов. Рабочий диапазон может быть расширен до 255-280 C. Если оператор превысит эту температуру, чтобы сократить время экспозиции, может произойти неравномерный нагрев полимера. Это может привести к недостаточной толщине сварного шва.
Читайте также: Расчет правильного расхода в зависимости от диаметра трубы — лучшие практики.
Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
Как правильно определить расход и как определить расход трубы правильным методом — как правильно определить диаметр трубы — как правильно определить расход трубы правильным методом — как определить расход трубы правильным методом — как определить расход трубы правильно Рабочий диапазон t Время сварки, с Время, необходимое для начального нагрева 6 с Время охлаждения, мин 20 259-280 4 2 25 +1 3 32 +2 4 40 5 +6 4 50 +12 5 63 6 +18 6 75 +24 6,5 При выполнении технологического соединения трубопровода необходимо учитывать время сварки полипропиленовых труб в соответствии с рекомендациями производителя и некоторые особенности:
- При разогреве места соединения нужно выдерживать оптимальное расстояние между утюгом и полимерным слоем. При излишнем удалении активной части будут наблюдаться потери тепла с последующим снижением качества монтажного шва;
- Воздействие утюга следует прикладывать одновременно к обеим стыкуемым частям трубопровода. В противном случае будет обеспечен неравномерный прогрев смежных элементов и последующая деформация места соединения.
Как подбирается температура пайки на практике
Сварка полипропиленовых труб тепловой сваркой осуществляется при высоких температурах. Нормальный диапазон нагрева составляет от 255 до 265 градусов. При настройке сварочного оборудования необходимо учитывать дополнительные рабочие параметры, в том числе температуру окружающей среды. Последний фактор учитывается путем увеличения времени экспозиции швов на 2 или 3 секунды. Это снижает негативное влияние окружающей среды при остывании сварного шва.

В связи с важностью соблюдения требований при монтаже пластиковых водопроводных труб использование ручного сварочного оборудования не допускается. Специализированное оборудование обеспечивает достаточную скорость соединения, сварку на стандартном уровне качества.
Первая группа оборудования для сварки полипропиленовых труб по инструкции представлена устройствами ручного управления. Эти устройства оснащены специальным диском, активная поверхность которого имеет тефлоновое покрытие. В результате обработанный материал не прилипает и не течет при нагревании. Эти устройства обычно используются для диаметров 20 и 25 мм. В зависимости от площади поперечного сечения выбирается подходящее сопло, которое нагревается до необходимой температуры. Когда устройство достигает нормальных рабочих параметров, об этом сигнализирует зеленый индикатор.
Если планируется большой объем работ в промышленных масштабах, используются более производительные агрегаты. Автоматические устройства имеют специальные фитинги, с помощью которых можно установить желаемый диаметр окружности. Необходимое значение температуры достигается быстрее, чем при использовании ручных сварочных аппаратов для полипропиленовых труб. Это делает укладку труб с помощью данного сварочного аппарата во много раз быстрее.
В промышленности для соединения труб большого диаметра используются специальные сварочные аппараты. Это оборудование обеспечивает быструю подготовку труб (формовку) и столь же быстрый монтаж во всех типах применения.

Монтажник также должен иметь в своем арсенале такое оборудование, как труборезы. Трубы из полипропилена известны не только своей практичностью, но и быстрым монтажом на месте. Специальные труборезы обеспечивают быструю подготовку готового изделия к соединению с фитингами.
Сварка и монтаж отдельной части системы трубопровода
При сварке полипропиленовых водопроводных труб всегда старайтесь устанавливать отдельные секции водопроводных труб в месте с большим количеством свободного пространства и на удобной высоте. Для этого вам понадобятся основные инструменты, чертеж сети и правильная процедура работы.
Обычно самая сложная для сварки сторона находится на стене с двумя угловыми фитингами, поэтому ее сваривают первой и закрепляют скобами или гнездами с дюбелями. После угловых фитингов происходит остальной монтаж секций труб, причем сварка начинается непосредственно у стен. Для облегчения установки необходимо заранее закрепить место для паяльника на подставке или предусмотреть его подвеску.
Особенности пайки в углах
Сварка в таких условиях ничем не отличается от аналогичных работ на других кладках, за исключением нескольких факторов.
Сварка углов требует точности и прямоугольной геометрии, которую необходимо контролировать с помощью угломера. Для соединения секций используются специальные 90-градусные уголки, которые следует приобретать вместе с трубами того же производителя, чтобы обеспечить высокую адгезию между соединяемыми элементами.
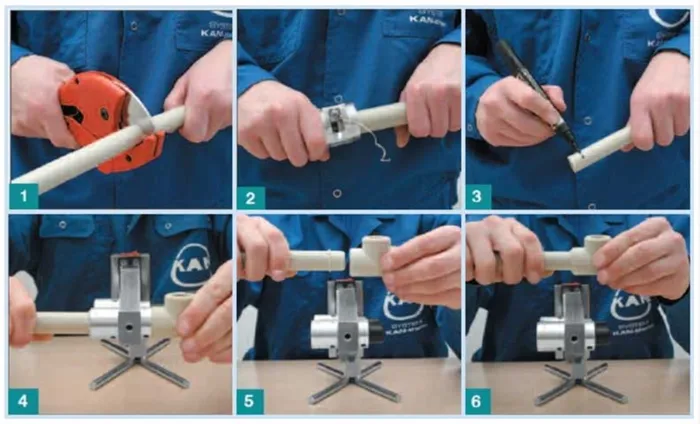
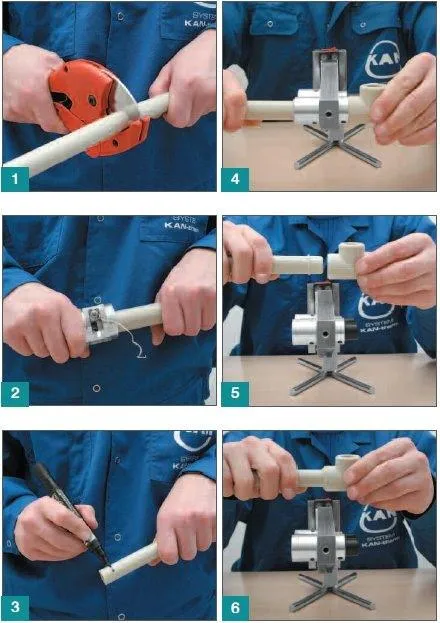
Рис. 5 Процедура сварки полипропиленовых труб
Последовательность и важные правила пайки полипропилена
Хотя использование сварочных аппаратов ПП не представляет собой ничего сложного, при работе с ними следует придерживаться следующих правил:
- Желательно устанавливать паяльник на ровной поверхности и надежно фиксировать в случае монтажа отдельных участков трубопровода.
- Стандартная температура пайки поипропилена составляет 260º С, в бюджетных моделях данная температура достигается в течение 10 — 15 секунд, современные дорогие модели нагревает насадки за 5 секунд.
- При работе труба и фитинг нагреваются одновременно, для каждого устройства в инструкции указывается свое время нагрева, контакта и остывания стыка, зависящее от материала и наружного диаметра трубопроводной линии.
Технология сварки SRP состоит из следующей последовательности подготовительных и сборочных работ:
- Вначале производят стыковку отдельных отрезков линии, поэтому сварочный аппарат располагают в просторном месте, где окружающие стены или предметы не будут мешать монтажу участков трубопровода необходимой длины. Также паяльник должен располагаться на твердой и ровной поверхности вдали от воспламеняющихся предметов.
- При спайке очень важно, чтобы температура окружающей среды не понижалась менее чем на 10º С., в противном случае поверхность деталей быстро остынет и сваривание не произойдет. Если работа будет производиться в холодном помещении, необходимо произвести его прогрев.
- При монтаже сложных линий лучше выполнить точный чертеж с указанием размеров — в этом случае можно распределить работы по сварке длинных цепей в удобных условиях вдали от стен. Далее отрезки будут припаиваться на весу около стен непосредственно в точках окончательного расположения.

Рис.6 Технология правильной сварки полипропилена.
- Процент брака можно снизить на значительную величину, приобретая все материалы от одного производителя — детали будут иметь не только одинаковые размеры, но единый химический состав, способствующий наилучшей диффузии.
- В некоторых случаях недобросовестный производитель выпускает насадки на паяльник с разными размерами прямой и обратной частей — их также следует проверить, вставляя друг в друга. Аналогично предварительно проверяются и материал на соответствие диаметрам насадок.
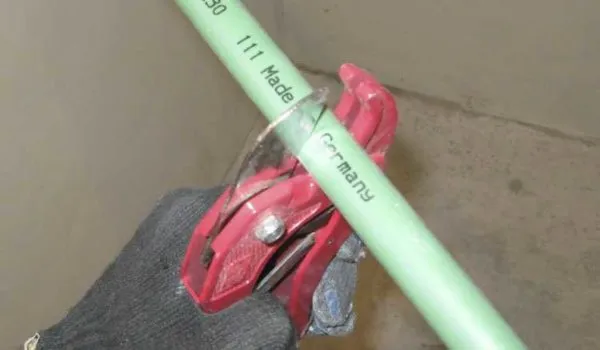
- Труба разрезается при помощи ножниц-секаторов строго под углом 90 градусов, армированные материалы лучше резать болгаркой с любым диском.
- При проведении сварных работ после обрезки на нужную длину поверхность деталей очищается от грязи и обезжиривается, если соединяется ранее установленная линия, из нее сливается вода, а места стыковки вытираются сухой тряпкой.
- Вначале следует одеть нужную насадку на прибор в соответствии с диаметром ППР и включить его для прогревания до температуры 260 С. В дорогих устройствах данное значение температуры можно визуально увидеть на индикаторном табло, в дешевых моделях оно выставляется регулятором соответствующего диаметра и выдерживается определенное время, после чего о готовности паяльника к работе сообщает сигнальная лампочка.
- После готовности устройства к работе одновременно два фитинга надавливаем на насадку, предварительно отметив на детали меньшего диаметра карандашом глубину погружения. Одновременное надавливание на заготовки с двух сторон позволяет надежно зафиксировать паяльник в одном месте.
- Детали держат на насадках указанное в инструкции время, отчет можно проводить, проговаривая про себя цифры 1001, 1002 и так далее.
- После разогрева заготовки извлекают и моментально вставляют друг в друга до указанной карандашом риски, избегая проворачивания, их держат в неподвижном состоянии также определенное время.
- Выдержав определенный период остывания, приступают к сварке следующего стыка.
Как правильно паять полипропиленовые трубы
Материал полипропилен обладает сильными термопластичными свойствами. Именно по этой причине изделия из ПП становятся деформируемыми при нагревании. При повышении температуры их структура становится более мягкой. В таком состоянии полипропилен напоминает пластилин.

Нагревание и охлаждение материала создает плотное соединение. Сборка происходит быстро. Если это делается медленно, качество сустава ухудшается.
Сварка полипропиленовых труб — это сварка полиэстером. Поэтому она выполняется с помощью специального паяльника. С помощью этого инструмента можно быстро нагреть материал до нужной температуры. Обычно она составляет от 300 до 320 °C. Однако полипропилен начинает плавиться уже при 149 °C.
Не рекомендуется нагревать полипропиленовые трубы выше допустимой температуры и использовать перегретый инструмент. В результате материал теряет свои свойства, и изделия легко гнутся.
Описание технологии сварки
На практике для соединения полипропиленовых труб используются два метода: метод муфты и метод торцевого соединения.
Принцип технологии сварки полипропиленовых труб прост, так как позволяет выполнять качественную сварку при минимальных навыках. Для достижения результата подрядчику приходится затрачивать мало усилий и средств.
Новички чаще всего используют метод розетки, который требует меньше навыков. Основой для этого является использование фитингов. Это прямой кусок трубы или фитинга.

Фитинги имеют больший диаметр, чем основная труба. Прямые соединители вставляются с обеих сторон на определенную глубину в зависимости от диаметра.
Это вариант подключения, используемый в доме. Этим методом соединяются трубы диаметром до 63 мм.
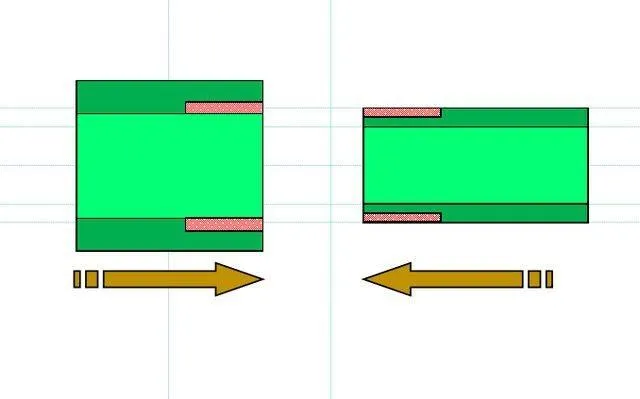
Принцип метода сцепления заключается в сплавлении части наружной поверхности заготовки. Также внутренняя область соединительной детали. После нагрева два элемента прочно соединяются друг с другом.
Метод коннектора — это прямое соединение компонентов системы. Это также делается путем плавления полипропиленовых элементов, но только в этом случае концы нагреваются до одинаково большого диаметра. В этом методе не используются фитинги.
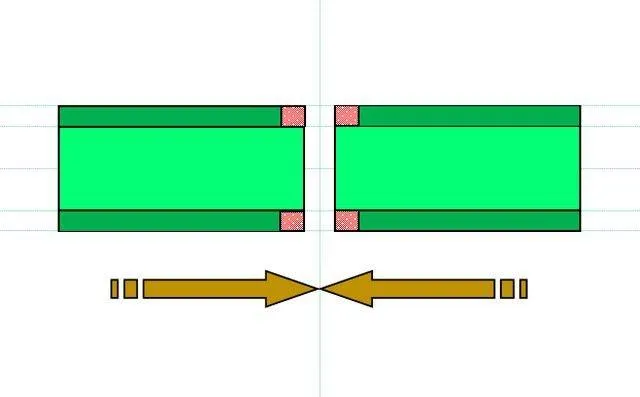
При сварке полипропиленовых труб большого диаметра не допускается отклонение от оси соединяемых элементов. Даже небольшое смещение приводит к уменьшению внутреннего сечения системы в этой области.

Это приводит к замедлению движения жидкости в коммуникации. Для обеспечения точности соединений используется дополнительная система выравнивания рядом с нагревательным инструментом.
Аппараты для сварки
Все аппараты для раструбной сварки полипропиленовых труб конструктивно похожи на электрические утюги. Машины оснащены нагревательными элементами и сменными соплами разного диаметра. Такой инструмент называется сварочным поршнем.

Соединение труб армированных алюминием
При сварке полипропиленовых труб с арматурой необходимо соблюдать некоторые правила. Армирующий слой состоит из алюминиевых или стеклянных волокон.
Они используются при установке оборудования для перекачки воды при высокой температуре, так как под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
Во время сварки необходимо обязательно снять защитный алюминиевый материал. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от времени нагрева полипропиленовых компонентов.
Армированные трубы имеют больший диаметр. Поэтому невозможно использовать стандартные форсунки без предварительной подготовки деталей в нагревателе.
Это делается путем соскабливания деталей. Она не проводится на изделиях, армированных стекловолокном. Они соединяются так же, как и неармированные трубы.
Стриппинг осуществляется различными методами, так как существует множество технологий армирования полипропиленовых изделий. Наиболее распространенным методом обработки является использование скребковой машины. Это металлическое устройство в виде рукава с лезвиями.

Инструмент помещается на конец трубы и вращается, позволяя снять защитный алюминиевый слой. Этот процесс продолжается до тех пор, пока не останется только пластик.
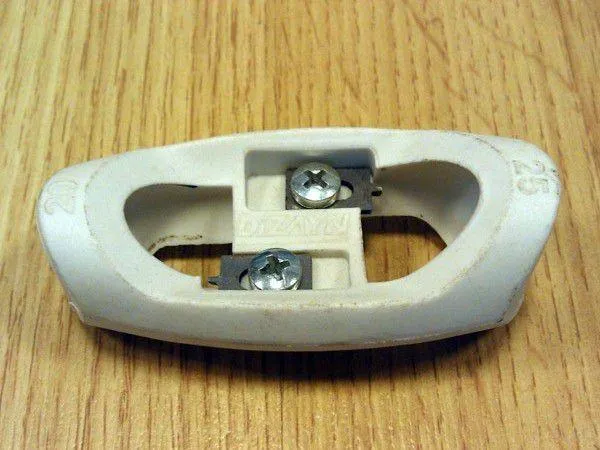
ПП трубы могут иметь исполнение, при котором армированный слой находится в середине толщины стенки. В этом случае используется съемник заглушек для труб. Это устройство очень похоже на бритву. Расположение и конструкция лопастей различны.
Инструмент используется для выравнивания краев и удаления 2 мм арматуры в середине толщины стенки трубы. Такая обработка позволяет выполнять качественную сварку.
Ошибки при пайке полипропиленовых труб
Важно следовать рекомендациям по сварке полипропиленовых труб и выполнять все действия, указанные в инструкции.
Дефектные узлы в системах вызваны следующими неисправностями:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
Высококачественные материалы не имеют внешних дефектов при перегреве, но они все равно деформируются внутри. Это приводит к уменьшению площади поперечного сечения.
Поэтому пропускная способность сети снижается во время работы коммунального предприятия. Сужение диодов также приводит к более быстрому засорению. Это также препятствует потоку воды.
Если разрез сделан не под прямым углом, трубы будут соединяться в наклонной плоскости. Это приводит к смещению элементов. Это особенно заметно при укладке больших секций.
В результате часто приходится разбирать и собирать весь процесс заново. Если выравнивание неправильное, продуктам трудно пройти через шайбы.
Перед сваркой обязательно обезжирьте поверхности. В противном случае будут отображаться так называемые острова отказа. В этих местах полиэстер сваривается плохо или вообще не сваривается.
При этой неисправности система может работать, но через некоторое время появляются утечки. Также часто бывает, что температура пайки установлена неправильно.
Если удаление армирующего слоя недостаточно, оставшаяся алюминиевая фольга способствует образованию несваренных участков. В этих зонах вероятность возникновения утечек выше.
Серьезной ошибкой является скручивание деталей. Это не приведет к однородной структуре по всему периметру шва. Соединение не будет полным, так как оно разрушится при повышении давления в системе.
Что такое сварка полипропиленовых труб
Полипропилен чрезвычайно жесткий, и для создания систем с требуемой конфигурацией используются компоненты из того же материала. Это различные углы, точки, обводы, адаптеры, соединения и т.д. Они соединяются с трубами с помощью сварки. Этот процесс также называется сваркой, но суть его не меняется: два элемента нагреваются до температуры плавления и соединяются вместе в горячем состоянии. При правильном выполнении соединение является монолитным и служит не меньшей цели, чем сами трубы.

Для соединения полипропилена с металлами существуют комбинированные фитинги, где одна часть выполнена из металла и соединена резьбой, а вторая часть — полипропилен — приварена.
Чем паять
Сварка полипропиленовых труб производится с помощью специального устройства, называемого сварочным аппаратом или сварочной машиной. Он представляет собой небольшую металлическую платформу, внутри которой находится электрическая катушка, нагревающая поверхность. Из-за такой конструкции машину также называют утюгом.

Для соединения двух элементов соединяемые поверхности нагреваются до температуры плавления (+260°). Чтобы нагреть элемент на нужную глубину, на сварочную платформу устанавливаются два различных металлических сопла с тефлоновым покрытием:

- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Два соединяемых элемента одновременно вводятся в соответствующие сопла, выдерживаются в течение определенного времени (несколько секунд) и затем соединяются. Так свариваются полипропиленовые трубы.
Как сваривать
Конструкция аппаратов для пайки полипропиленовых труб немного отличается, но принципы работы одинаковы. Существуют две основные модели — с плоской платформой или цилиндрическим нагревателем. При нормальном качестве оба работают, разницы практически нет. Если вы чувствуете себя наиболее комфортно, выберите тот вариант, который вам больше подходит.

Подготовительные работы
Перед началом работы необходимо нагреть паяльник, но все не так просто. Порядок подготовки следующий:
- Сначала на платформу устанавливаются насадки подходящего диаметра.
- В отверстие в платформе продевается шпилька, на нее надеваются с двух сторон дорн и гильза, затягиваются гайками с двух сторон.
- Если нагревательный элемент в виде трубки, для него насадки продают закрепленными на пластине. Пластину надевают на нагревательный элемент, затягивают крепежный болт.
Паяльник готов к использованию. Однако вам все равно придется подготовить трубы и фитинги. Первое требование для хорошей пайки — прямой срез. Срез должен быть вертикальным, без заусенцев и трещин. Такой разрез можно сделать специальными ножницами. Они имеют две широкие губки в нижней части, которые удерживают трубу, и режущую часть в верхней части.
Второе требование для качественной сварки полипропиленовых труб — это чистые, сухие и обезжиренные детали. Если вы хотите, чтобы ваша водопроводная или отопительная система служила долго и не протекала, не стоит пропускать этот процесс. Очистите вырез шланга и фитинг спиртом или водой с моющим средством. Затем подождите, пока все высохнет, прежде чем приступать к процессу сварки.
Как долго греть
При сварке полипропилена необходимо, чтобы он был нагрет до требуемой температуры. Перегрев и недогрев существенно влияют на качество сварного шва. Перегретые и размягченные трубы просто не помещаются в фитинг, а недогретый материал не сохраняется.
Время нагрева зависит от диаметра трубы и температуры воздуха и приведено в таблице ниже.
Диаметр полипропиленовых труб Глубина сварки Время нагрева Время сварки Время охлаждения 16 12-14 мм 5 с 6 с 2 минуты 20 14-17 мм 6 с 6 с 2 минуты 25 15-19 мм 7 с 10 с 2 минуты 32 16-22 мм 8 с 10 с 4 мин 40 18-24 мм 12 с 20 с 4 мин 50 20-27 мм 18 с 20 с 4 мин 63 24-30 мм 24 с 30 с 6 мин 75 26-32 мм 30 с 30 с 6 мин В целом, сварку можно производить при температуре +5°C, но данные приведены для +20°C. В более теплых погодных условиях время ожидания в паяльнике сокращается на 30-60 секунд, а в более холодных погодных условиях время ожидания удлиняется.
Обратите внимание на колонку «Глубина пайки» в таблице. Эта метка ставится на трубке. Вы должны вдавить его в фитинг. Перед краем фитинга образуется небольшой цилиндр из расплавленного пластика. Это означает, что соединение было выполнено правильно.
Разводка полипропиленовых труб
Полипропиленовые трубы используются для прокладки горячей или холодной воды, отопления. Выбор диаметра в каждом случае индивидуален — он зависит от количества перекачиваемой жидкости в единицу времени, требуемой скорости движения (тип на фото).
Расчет диаметров труб для систем отопления — отдельная тема (диаметр необходимо определять после каждого ответвления), для водопроводных труб все проще. В квартирах и домах используются трубы диаметром от 16 до 30 мм, наиболее распространенные диаметры — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра рассчитывается общая длина трубы и, в зависимости от конструкции трубы, приобретаются фитинги. Длина труб определяется относительно просто — измерьте длину, добавьте около 20% на погрешности и возможные недостатки в работе. Чтобы определить, какие фитинги вам нужны, вам потребуется план трубопровода. Нарисуйте схему со всеми изгибами и устройствами, которые необходимо подключить.

Многие компоненты должны быть заменены на металлические. Существуют также фитинги из полипропилена. Они имеют латунную резьбу с одной стороны и обычное сварное соединение с другой. Необходимо учитывать диаметр соединения прибора и тип резьбы, которая должна присутствовать в фитинге (внутренняя или внешняя резьба). Чтобы не ошибиться, лучше вписать все в план — над веткой, в которой будет установлена соответствующая арматура.
Затем подсчитайте количество «Т» и «D» образных соединений в соответствии со схемой. Покупайте футболки и углы для них. Есть также кресты, но они редко используются. Углы, кстати, существуют не только под углом 90°. Существуют 45° и 120°. Не забудьте о соединителях — это фитинги для соединения двух участков трубы. Не забывайте, что полипропиленовая труба абсолютно неэластична и не может быть согнута, поэтому любое сгибание осуществляется с помощью фитингов.
При покупке материалов договоритесь с поставщиком о возможности замены или возврата некоторых видов фурнитуры. Обычно проблем не возникает, так как даже эксперты не всегда могут точно определить необходимый размер. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, что означает смену фитингов.
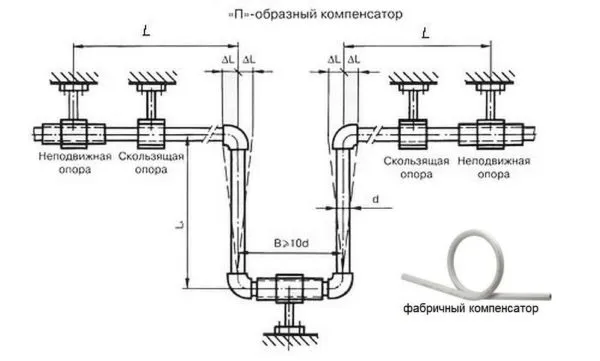
Полипропилен имеет относительно высокий коэффициент теплового расширения. При монтаже трубы горячего водоснабжения или системы отопления из полипропилена необходимо соорудить компенсатор для компенсации удлинения или укорочения трубы. Это может быть петлевой компенсатор заводского изготовления или собранный компенсатор из ребер и отрезков труб (рисунок выше).
Способы укладки
Существует два способа прокладки полипропиленовых труб — открытый (вдоль стены) и закрытый — в пазах в стене или в растворе. Полипропиленовые трубы крепятся к соединителям — хомутам — вдоль стены или в стыках. Хомуты бывают одинарные для установки одной трубы и двойные для двух смежных труб. Они устанавливаются на расстоянии 50-70 см. Труба просто вставляется в зажим и удерживается на месте благодаря своей эластичности.