Основной проблемой для неопытных сварщиков является низкое качество шва. Даже небольшое давление может вызвать утечку в трубе. В металле в области шва появляются трещины.
Сварка нержавеющей стали в домашних условиях с помощью инверторного источника сварочного тока
Нержавеющая сталь или нержавейка — это металл, который обладает низкой теплопроводностью, а также очень химически активен в зоне плавления металла. Кроме того, нержавеющая сталь характеризуется очень высоким коэффициентом расширения под воздействием высоких температур (тепловое расширение) и низкой температурой плавления по сравнению с углеродистыми и низколегированными сталями. Все эти факторы делают выбор сварочного источника питания с инвертором особенно сложной задачей.
- 1 Какой инвертор лучше выбрать
- 2 Подбор электродов
- 3 Особенности технологии
- 4 Необходимое оборудование
- 5 Сварочный процесс
- 6 Этап подготовки
- 7 Основные работы
- 8 Завершающий этап
Какой инвертор лучше выбрать
При выборе инвертора для сварки нержавеющей стали следует обратить внимание на следующие основные характеристики:
- возможность работы с пониженным сварочным током (чтобы избежать прогорания металла и нарушения его структуры);
- возможность работы в прямой и обратной полярности ;
- возможность переключения на переменный ток и ведения работ в импульсном режиме (перечисленные выше параметры также позволяют избежать прогорания металла и его разрушения в сварочном шве).
Эти параметры чаще всего встречаются в профессиональных инверторных источниках питания, но количество моделей, доступных для приобретения, невелико, что затрудняет выбор лучшего аппарата специально для сварки нержавеющей стали.
Подбор электродов
Электроды, используемые для сварки нержавеющей стали, выпускаются в широком диапазоне марок в зависимости от типа свариваемого металла:
- если речь идет о сварке металла, из которого изготовлены предметы и оборудование, используемое в пищевой промышленности, то использовать следует электроды марок ОЗЛ-8 и ЦЛ-11;
- для жаропрочных сплавов, которые должны отвечать задачам длительного и качественного использования, необходимо подбирать электроды марки ОЗЛ-6;
- для нержавейки, которая используется для изготовления различных инструментов, подойдут электроды марок КТИ-7А, ЦТ-28;
- если вести речь о сталях, относимых к нержавеющим, для которых характерны повышенные коррозионноустойчивые параметры, то для их сварки потребуются электроды марок ЭА400/10У, НЖ-13, ЦТ-15;
- в случае бытовой сварки нержавеющей стали можно использовать также электроды марок АНЖР-1, АНЖР-2, а также электроды марки ЭА395/9;
- в зависимости от того, какой вид и класс нержавеющей стали подлежит свариванию, можно подобрать также электроды и из иностранных аналогов, которые не уступают по качеству отечественным.
Сварка MMA деталей из нержавеющей стали с использованием покрытых электродов является наиболее распространенной техникой. Этот метод довольно прост и может быть использован в домашних условиях, но не приводит к получению высококачественного сварного шва.
Практически, сварка нержавеющей стали может быть выполнена даже в домашних условиях, но для этого требуется специальный сварочный аппарат, называемый конвертером. Чтобы инверторная сварка нержавеющей стали давала соединение с высокой надежностью, необходимо правильно выбрать электрод для конкретной марки нержавеющей стали. Все электроды, используемые для сварки изделий из нержавеющей стали, делятся на два основных типа:
- с рутиловым покрытием на основе двуокиси титана (сварка такими электродами, обеспечивающими небольшое разбрызгивание металла и стабильную дугу, выполняется на постоянном токе и обратной полярности);
- с покрытием на основе карбоната магния и кальция (такими электродами нержавейка сваривается на постоянном токе обратной полярности).
Чтобы понять, какие электроды для сварки нержавеющей стали следует рассматривать, достаточно обратиться к ГОСТу 10052-75, в котором перечислены все виды таких расходных материалов, а также указано, какие из них следует использовать для работы с металлом определенного химического состава. Для того чтобы выбрать электроды для нержавеющей стали, отвечающие требованиям настоящего ГОСТа, достаточно знать категорию металла, части которого необходимо соединить.
Чтобы найти все требования к сварочным электродам из нержавеющей стали, скачайте ГОСТ 10052-75 бесплатно в формате pdf по ссылке ниже.
ГОСТ 10052-75 Электроды металлические наплавленные для ручной дуговой сварки металлов на высоколегированных сталях с особыми свойствами Скачать.
Ручная и полуавтоматическая сварка нержавейки в среде аргона (AC/DC TIG, MIG)
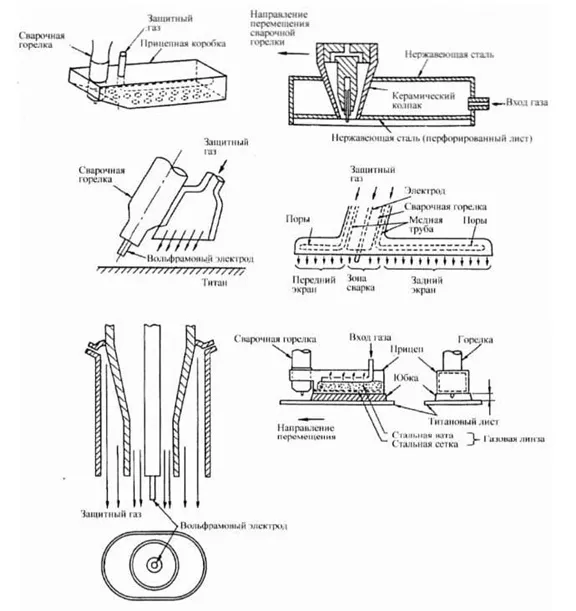
Вольфрамовые электроды используются для ручной дуговой сварки нержавеющей стали в аргоне. Благодаря этой технологии высококачественные и безопасные швы можно делать в домашних условиях и для изделий с небольшой толщиной. Сварка этими электродами нержавеющей стали в основном используется при монтаже трубопроводов, по которым под давлением транспортируются газы или различные жидкости.

Сварка аустенитной нержавеющей стали должна выполняться с особой тщательностью и осторожностью.
Эта технология имеет некоторые особенности.
- Для того чтобы вольфрам, из которого изготовлены электроды по нержавейке, не попал в расплавленный металл в зоне сварки, дугу поджигают бесконтактным способом. Если выполнить это непосредственно на детали не представляется возможным, то дугу зажигают на специальной угольной плите и аккуратно перемещают ее на соединяемые заготовки.
- Сварку нержавеющей стали данным способом можно выполнять как на постоянном, так и на переменном токе.
- Режимы подбираются в зависимости от толщины соединяемых деталей. К таким режимам, в частности, относятся параметры сечения вольфрамового электрода, диаметр проволоки, используемой в качестве присадки, параметры тока (сила и полярность), расход защитного газа, скорость выполнения сварки.
- Очень важно, чтобы уровень легирования присадочной проволоки был выше, чем у соединяемых деталей.
- В процессе выполнения сварки электроды по нержавейке не должны совершать колебательных движений. Если пренебречь этим требованием, это может привести к нарушению сварочной зоны и окислению металла в ее области.
Расход вольфрамового электрода может быть уменьшен с помощью этой техники. Для этого необходимо на короткое время (10-15 секунд) не выключать газ аргон в конце процесса сварки. Этот процесс помогает защитить горячий вольфрамовый электрод от активного окисления.
Полуавтоматическая аргонная сварка нержавеющей стали по сути не отличается от ручной сварки. Основное отличие заключается в том, что проволока вводится в зону сварки с помощью специального устройства. Механизация позволяет выполнять процесс более точно и быстро.
Для сварки деталей из нержавеющей стали с помощью полуавтоматического оборудования можно использовать следующие методы:
- метод струйного переноса, который позволяет эффективно сваривать детали большой толщины;
- сварка короткой дугой – для выполнения соединения деталей небольшой толщины;
- импульсная сварка – универсальная технология, которая позволяет получать качественные и надежные соединения и является самым выгодным вариантом в финансовом плане.

Аргонодуговая сварка нержавеющей стали.
Другие технологии сварки нержавеющей стали
Существует несколько других методов сварки нержавеющей стали, которые больше подходят для определенных ситуаций, т.е. они не являются универсальными. К ним относятся следующие методы, которые требуют использования специального оборудования.
Сварка нержавеющей стали с помощью лазерного луча.
Этот метод сварки, который выглядит очень эффектно даже на видео, имеет ряд существенных преимуществ: Металл в зоне сварки не теряет своей прочности из-за чрезмерного воздействия температуры, он быстро остывает, в его структуре не образуются трещины и лишь минимальное зерно. Оборудование и технологии лазерной сварки широко используются в различных отраслях промышленности (автомобиле- и тракторостроение, строительство трубопроводов и т.д.).
Холодная сварка под высоким давлением
При этой технологии материал в зоне сварки не расплавляется, а металлические детали соединяются на уровне их кристаллических решеток. В зависимости от создаваемого соединения и конфигурации деталей, давление может быть приложено к одной или обеим металлическим деталям одновременно. На видеозаписи процесса видно, как две части сжимаются в холодном состоянии, как будто вдавливаются друг в друга.
Контактная сварка изделий из нержавеющей стали
Эта сварка может быть выполнена точечной или роликовой сваркой. Это позволяет соединять тонкие листы нержавеющей стали толщиной 2 мм и менее. Используется то же оборудование, что и для других металлов.
В следующем видеоролике объясняются и разъясняются тонкости подачи сварочной проволоки при сварке нержавеющей стали неплавящимся электродом в среде газа аргона и другие тонкости работы.