Приблизительные параметры для ручной дуговой сварки титана и его сплавов вольфрамовым электродом диаметром от 1,5 до 2 мм и присадочной проволокой диаметром 2 мм следующие: сила тока составляет 90-100 А для сварки металла толщиной 2 мм и 120-140 А для металла толщиной 3-4 мм. Сварочные операции осуществляются постоянным током с прямой полярностью, как было упомянуто ранее.
Сварка титана и его сплавов. Операции и технологии
Компенсация различий в свойствах различных металлов позволяет производить сварку титана и его сплавов, используя методы, схожие с теми, которые применяются, например, при сварке нержавеющей стали или никелевых сплавов.
В данной статье мы обсудим общие операции и технологии, которые используются при сварке титана. Предоставленная информация может быть использована в качестве практических рекомендаций.
Требования к сварочному рабочему месту при сварке титана
Титан — это химически активный металл, который образует сварное соединение с менее оптимальными характеристиками. Поверхность титана может содержать хрупкие карбиды, нитриды и оксиды, которые, при нагревании и охлаждении в воздухе, могут повлиять на стойкость к усталости и прочность как самого сварного шва, так и области термического влияния (ЗТВ). Кроме того, требуется обеспечить постоянную защиту свариваемой поверхности, а также защиту обратной стороны сварного шва.
При сварке титана и его сплавов необходимо уделять особое внимание чистоте рабочего места. В тех сварочных цехах, где проводится работа с различными металлами, следует выделить специальную зону, предназначенную исключительно для сварки титана. Эта зона должна быть защищена от потоков воздуха, влаги, пыли, жира и других загрязняющих веществ, которые могут помешать качественной сварке. Необходимо также предотвратить попадание на это место частиц, возникающих в процессе зачистки, резки или окраски. Кроме того, уровень влажности воздуха должен быть под контролем.
Подготовка деталей для сварки титана аргоном
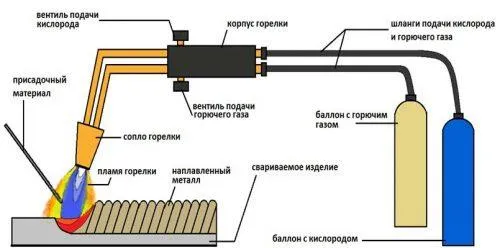
Сварка титана аргоном производится с полным изоляцией свариваемых поверхностей от атмосферного воздуха, поэтому для таких работ чаще всего применяются автоматические или полуавтоматические технологии.
Ручная сварка титана также возможна, но требует использования специальной горелки с керамическим соплом. Эта горелка обеспечивает подачу инертного газа аргону под давлением, который вытесняет воздух из зоны сварки.
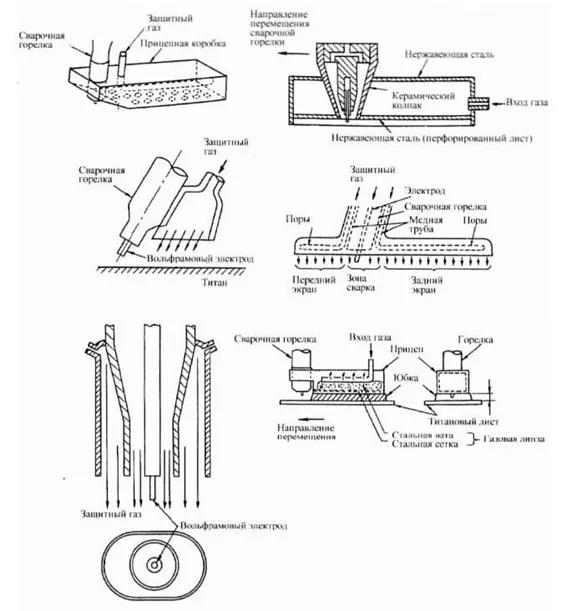
На приведенной ниже схеме показаны устройства, предназначенные для защиты шва газом и обеспечивающие его подачу в большом объеме.
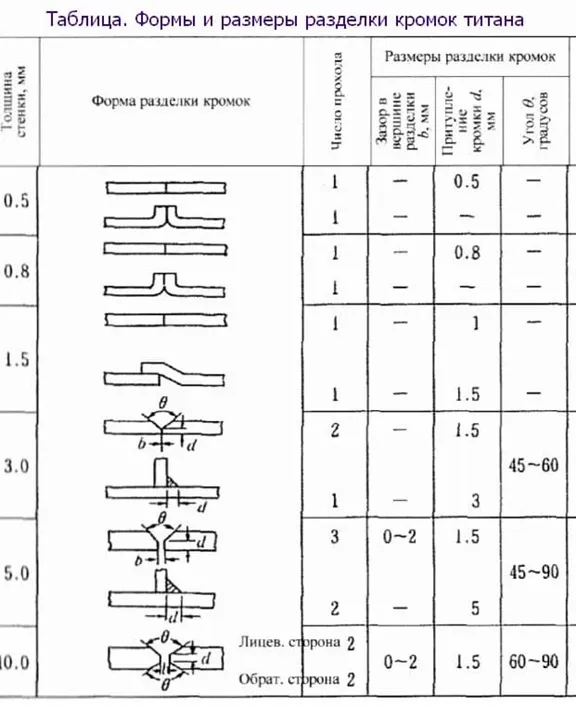
Перед тем как начать сварку титана аргоном, необходимо подготовить кромки и присадки, поэтому мы также предоставляем таблицу разделки кромок.
Металлические поверхности следует зачищать с помощью стальной щетки и шкурки, а затем обезжиривать.
Одним из самых распространенных растворителей для обезжиривания металлических поверхностей является ацетон, однако стоит отметить, что он имеет резкий запах и токсичен. Это обусловлено тем, что ацетон относится к 4 классу опасности. При вдыхании ацетона в течение времени, когда его концентрация средняя или высокая, могут возникнуть такие симптомы, как раздражение глаз и дыхательных путей, учащение пульса, головные боли, тошнота и рвота, а в некоторых случаях может возникнуть клиническая кома.
Поэтому предпочтительно выбирать более безопасные и эффективные составы для очистки металлических поверхностей. Одним из таких вариантов является денатурированный спирт, который наносят на металл с помощью безворсовой ткани. Этот спирт содержит добавки, делающие его непригодным для употребления в пищу: с одной стороны, у него крайне неприятный вкус, а с другой — он может стать причиной рвоты и даже вызвать слепоту при злоупотреблении.
Перед соединением титана его необходимо подвергнуть травлению смесью соляной кислоты и воды с добавлением фторида натрия в следующем соотношении: 350 мл HCl, 650 мл дистиллированной воды и 50 г фторида натрия. Время травления составляет около 10 минут при температуре 60–65 °C.
Как еще один метод, позволяющий удалить оксидную пленку, выступает использование смеси из 2-4 % фтористоводородной кислоты и 30-40% азотной кислоты; травление в этом случае занимает всего 30 секунд, при этом температура не должна превышать 60 °C.
После травления металл следует тщательно шлифовать с использованием наждачной бумаги не ниже 12 номера, проволочных щеток или шаберов, чтобы получить ровные края деталей, свободные от заусенцев и трещин. Точно так же должна быть зачищена и присадочная проволока, предназначенная для сварки титана аргоном. После завершения подготовки можно переходить к сварке.
Работа в среде защитного газа аргоном осуществляется с помощью присадочных материалов, которые делятся на группы в зависимости от состава (палладий, ванадий, алюминий) и содержащейся доли кислорода. В таблице приведены характеристики присадок из титана и его сплавов:
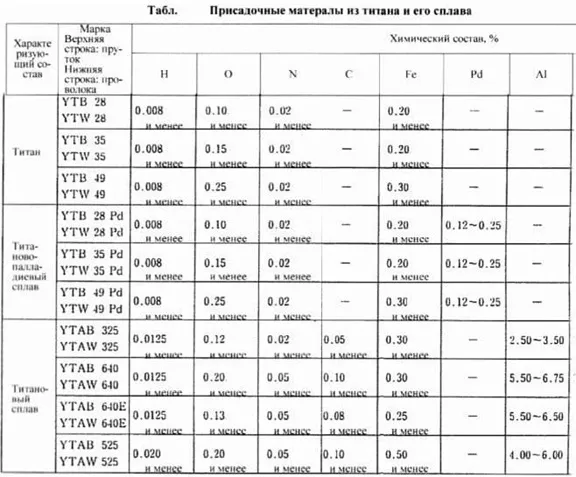
Крайне важно, чтобы прутки и проволока, используемые в процессе сварки титана, находились под защитой газа, поскольку присадки могут загрязняться при контакте с воздухом.
Аргонодуговая сварка требует применения постоянного тока с прямой полярностью, а также вольфрамовых электродов. В некоторых случаях могут понадобиться специальные устройства, которые обеспечивают подачу инертного газа, вытесняющего воздух.
Методы сварки титана аргоном
Существуют разные методы сварки титана, включая холодную сварку, сварку с помощью дугового флюса и плазменно-дуговую сварку. Однако наибольшее распространение получил метод аргонодуговой сварки, также известный как TIG-сварка, который заключается в плавлении в изолированной аргоновой среде.

Для соединения деталей большого сечения применяется метод электрошлаковой сварки аргоном.
Не следует забывать, что вид сплава также играет важную роль. Так, титановые марки ВТ1-ВТ5 отлично свариваются, хотя не подлежат закалке. Сплавы ВТ15 — ВТ22 свариваются значительно сложнее — они образуют крупнозернистые, относительно слабые швы, но закалка может повысить их прочность. Остальные виды титановых сплавов относятся к промежуточным категориям по своей свариваемости.
На сегодняшний день применяются следующие виды контактной сварки аргоном:
- стыковая сварка;
- точечная сварка;
- роликовая сварка;
- конденсаторная стыковая сварка (для труб).
В процессе работы с использованием флюса обычно применяются бескислородные флюсы АН-11 или АН-Т2.
Ручная сварка сплавов титана аргоном выполняется постоянным током с прямой полярностью в диапазоне 90-200 А. Следует отметить, что этот показатель зависит от толщины соединяемых деталей, калибра электрода и диаметра присадочной проволоки.

Контролируйте цвет полученного шва. Если шов выглядит ярко-серебристым, это означает, что все выполнено правильно. Однако если вы заметили желтоватый или голубой оттенок, это может свидетельствовать о том, что защита газом была недостаточной. Наиболее проблемные варианты — это швы серого, темно-синего или белесого цветов, поскольку их необходимо полностью удалять, а сварочные стыки следует качественно зачищать для повторного соединения. Для зачистки рекомендуется использовать щетку из нержавеющей стали.
Способы сварки титана и его сплавов
Существуют несколько основных технологий сварки титана со сталью или другими металлами:
- в газовой среде с использованием бескислородного флюс-порошка АН-11;
- электрошлаковая сварка для толстых листов под флюсом АН-Т2;
- контактная сварка в атмосфере защитных газов.

При проведении сварочных работ важно позаботиться о защите как рабочей зоны, так и обратной стороны соединения. Для этого объем должен быть изолирован и заполнен газовой смесью на основе аргона. Для дополнительной защиты можно использовать прокладки, или же соединять элементы встык.
Чтобы добиться надежного и долговечного шва, необходимо тщательно подготовить свариваемые поверхности. Первым шагом является устранение пленки из окислов. Для этого следует зачищать детали, а затем обезжиривать их с обеих сторон на расстоянии около 20 см от шва. Работы по зачистке следует выполнять в специальных перчатках, чтобы пот и жир с кожи не попали на металлические поверхности.
Далее на поверхность на 10 минут наносится травильный состав, приготовленный из 35 частей соляной кислоты, 65 частей воды и 50 г фторида натрия. Температуру травильного состава необходимо нагреть до 60-70 °C.
Затем следует механическая обработка поверхности: шлифование с помощью металлических щеток и наждачной бумаги № 12, чтобы удалить заусенцы и трещины. Таким же образом обрабатывается и присадочный пруток для сварки титана. После этого можно смело приступать к сварочным работам.
Технология и режимы сварки титана
Ручная дуговая сварка титана
Аргонодуговая сварка титана используется для создания уникальных изделий как в мелкосерийном производстве, так и при выполнении сложных работ, когда невозможно использовать программируемое оборудование.
Когда толщина листа не превышает 0,3 см, зазор должен составлять от 0,5 до 1,5 мм. Сварка может производится без применения присадочной проволоки. Если используется электрод диаметром 1,5 мм и присадочная проволока диаметром 2 мм, то сварочный ток для листов толщиной 2 мм рекомендуется устанавливать примерно на уровне 100 ампер. Для листов толщиной 3–4 мм ток нужно увеличить до 140 ампер.
При выполнении сварочных работ, электрод следует вести строго, избегая колебаний, и наклонять его немного вперед по ходу сварки. При использовании присадочной проволоки ее следует подавать непрерывно, при этом электрод должен находиться под углом 90 градусов по отношению к заготовке.
После завершения шва и отключения электродуги необходимо подать защитные газы на протяжении 1,5–2 минут, чтобы температура в окончательной области шва и околошовной зоны снизилась до 400 градусов Цельсия. Это необходимо для предотвращения образования окислов.
Как определить, окислился ли шов? На это также указывает его цвет:
- если шов выполнен качественно, его цвет будет соломенно-желтым;
- незапланированные окислы обладают сероватым или черным оттенком, переходящим в синий.
Автоматическая сварка
Автоматическая сварка титана выполняется с помощью вольфрамовых электродов, применяя постоянный ток. Когда используется неплавкий электрод, полярность должна быть прямой. Оптимальный диаметр сопел горелки, через которые подается защитный газ, составляет 1,2–1,5 см.
Зажигание и гашение дуги необходимо производить не на свариваемом элементе, а на близлежащих планках, чтобы избежать резких колебаний напряжения в начале и конце сварки. Это предотвращает вероятность переплавки основной детали в этих областях.
Аргоновая сварка титана осуществляется с металлом толщиной от 0,8 до 3 мм. Характеристики сварки зависят от толщины листа:
- сечение электрода 1–3 мм;
- напряжение варьируется в пределах 80–130 вольт;
- сила тока должна составлять от 45 до 220 А;
- скорость ведения электрода — 18-22 м/ч;
- расход газа в горелке — 6–12 л/мин;
- расход в подкладной пластине составляет 3-4 л/мин.
Режимы сварки титана под флюсом
При сварке титана под флюсом на шов посыпается толстый слой флюсового порошка. Облако инертных газов формируется при сгорании порошка флюса в пламени электродуги, защищая сварочную ванну и область вокруг шва.
С помощью данной технологии возможно соединять элементы большой толщины — до 0,5 см, что удобно для стыков и углов, и до 0,3 см при сварке внахлест. Рабочий ток должен составлять 250-300 ампер, а рабочее напряжение — 24–38 вольт.
Сварка титана и стали под флюсом позволяет достичь высокой скорости выполнения работ — 40–50 метров в час, что соответствует практически метру в минуту.
Электрошлаковая сварка титановых сплавов
Этот метод встречается реже, чем описанные выше, но позволяет наиболее эффективно соединять заготовки из титана, содержащие алюминий и олово. Технология является энергозатратной и требует применения трехфазных источников питания для сварки. Сварочные токи при этом могут достигать 1500 ампер.

Видео: аргонодуговая сварка труб из титана
В следующих видеороликах подробно демонстрируется процесс сварки труб из титана в среде аргона с использованием специальных фартуков для защиты зоны сварки:
Автоматическая сварка титана и его сплавов
Автоматическая сварка титана и титановых сплавов производится с использованием вольфрамовых электродов. Выходные отверстия сварочной горелки должны составлять не менее 12-15 мм. При использовании неплавящегося электрода рекомендуется применять постоянный ток с прямой полярностью.
Из-за высокой активности титана зажигание и гашение дуги необходимо выполнять вне свариваемого изделия — на специальных планках. После отключения дуги защитный газ следует подавать еще в течение приблизительно одной минуты, чтобы избежать окисления шва и переходной зоны. Рекомендуемые режимы сварки титана для автоматической сварки в защитных газах и автоматической сварки под флюсом представлены в таблицах, размещенных ниже:
Оборудование и материалы
Аргонная сварка титана позволяет использовать почти все сварочные аппараты, обеспечивающие жесткую вольт-амперную характеристику. Нормальная сила тока должна достигать 140 А. Как уже упоминалось, для сварки предпочтительнее применять вольфрамовые электроды. Часто используется струйная защита, где поток газа регулируется с помощью сопел и отражателей. Альтернативным решением является использование герметизированных камер, наполненных газом.
В этих герметических камерах применяются промышленные манипуляторы. Такой подход увеличивает сложность и стоимость сварочных работ. Применение подобного метода вне промышленных цехов практически невозможно. На крупных производствах используются полностью герметизированные камеры большого размера, где атмосфера контролируется с высоким уровнем точности. Работники, находящиеся внутри таких камер, используют специальные защитные костюмы.
Что касается выборки электродов, то теоретически допустимо использование любых вольфрамовых инструментов, однако не все они гарантируют однородное качество соединений и стабильность дуги. Наиболее подходящими являются лантанированные электроды с маркировкой ЭВЛ или WL, причем рабочий наконечник электрода нужно заточить под углом от 30 до 45 градусов.
Присадочная проволока (пруток) может производиться из различных типов титана. Чтобы избежать насыщения шва водородом, который присутствует в сварочном прутке, его обжигают в вакууме. Этот процесс эффективно устраняет даже незначительные остатки водорода.
Важно: присадочную проволоку также необходимо очищать от окислов и обезжиривать.
При оценке потребности в аргоне стоит отметить, что толстостенные конструкции могут вариться и без защиты их обратной стороны (но только при поверхностном формировании шва и недостаточном прогреве всего изделия).
Возможные дефекты
При корректной работе прочность сварного шва может достигать 80% от прочности необработанного металла. Однако при наличии деформаций эта цифра может снизиться на 40%, 60% или даже больше. Обычными проблемами являются образование пор и холодное растрескивание. Пористость может усиливаться в условиях присутствия газовых примесей, причем самой опасной из них является водород.
Предотвратить возникновение таких дефектов помогает обеспечение чистоты сварочных материалов и тщательный выбор условий работы.
Холодные трещины возникают, как правило, из-за воздействия того же водорода, который ослабляет металлическую структуру и увеличивает хрупкость.
Растрескивание может проявляться как сразу после сварки, так и спустя длительное время. Для оценки надежности газовой защиты можно ориентироваться на цвет шва. В идеале он должен иметь серебристый оттенок.
Если шов окрашен в светлый соломенный цвет, это указывает на наличие нарушений в защитном процессе, но они не критичны. Неприемлемыми считаются швы голубого, коричневого или сероватого цветов. Других стандартов в бытовой практике не существует, однако в промышленности могут использоваться неразрушающие методики для обнаружения раковин и других внутренних дефектов.
На заключение, представляем видео о сварке титана аргоном для новичков. Оно поможет вам лучше понять все аспекты процесса.