Важно обращать внимание на свойства электродов. Рассмотрим, к примеру, Барсвелд ОЗС-12 диаметром 2,0 мм (Premium). Эти электроды имеют рутиловое покрытие, которое предлагает множество преимуществ при сварке.
Как варить тонкий металл: методы и оборудование
Как варить тонкий металл? Для сварки тонкого металла рекомендуется применять сварочный инвертор. Этот тип оборудования обеспечивает высокое качество сварных швов. Использование самых тонких электродов помогает добиться отличного результата, даже при низких токах, обеспечивая тем самым идеальную соединяемость шва.
Что учесть? Процесс сварки требует терпения, а также определенных навыков и мастерства. Прежде чем приступать к более сложным проектам, настоятельно рекомендуется практиковаться на обрезках, чтобы почувствовать процесс и улучшить свои навыки.
В этой статье:
- Способы сварки тонкого металла
- Оборудование для сварки тонкого металла
- Сложности сварки тонкого металла инвертором
- Преимущества сварки тонкого металла инвертором
- Выбор полярности для сварки тонкого металла
- Описание процесса сварки инвертором
- Сварка тонкого металла полуавтоматом
- Часто задаваемые вопросы о сварке тонкого металла
Способы сварки тонкого металла
Для сварки изделий из тонкого металла применяются несколько распространенных методов:
Ручная дуговая сварка
Это один из наиболее популярных методов, который нашел широкое применение благодаря своей простоте и доступной стоимости оборудования. Этот способ подходит для работы с тонким металлом, однако считается более сложным в освоении по сравнению с другими методами. Основное преимущество ручной дуговой сварки заключается в том, что для нее не требуется газовый баллон.
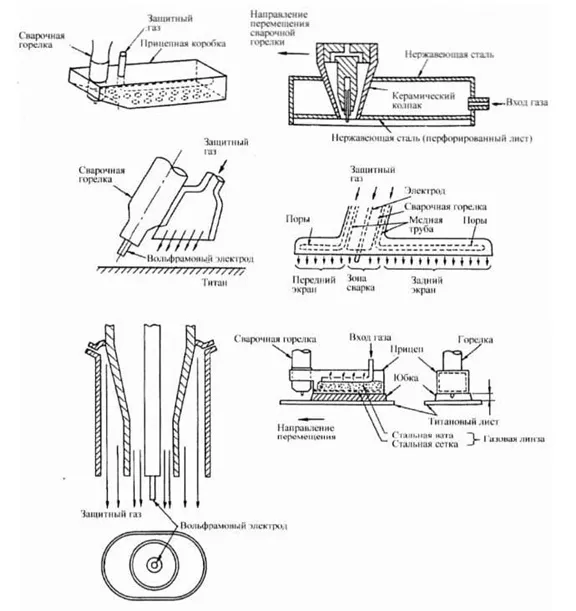
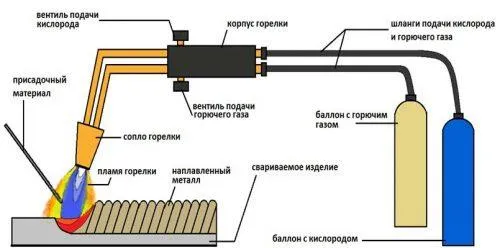
Аргоновая сварка (TIG/WIG)
Данный метод используется для сварки как стальных, так и алюминиевых сплавов. При сварке тонкого металла применяют чистый или смешанный с другими газами аргон — инертный защитный газ. Сварка в аргоне позволяет добиться очень высокого качества соединений по сравнению с другими методами. Недостатком этого метода является высокая стоимость газа и присадочной проволоки, а также необходимость пользоваться громоздким и тяжёлым оборудованием.

Таким образом, аргоновая сварка является очень качественным, но и затратным методом.
Полуавтоматическая сварка (механизированная сварка, MIG/MAG)
Этот метод, обладая простотой, стал популярным в авто- и сервисных мастерских. Он отлично подходит для сварки металла с толщиной 1,2–2 мм, что делает его идеальным для ремонтов кузовов. Важно отметить, что как и в случае с аргоновой сваркой, потребуется использование защитного газа, чаще всего углекислого.
Тем не менее, существуют способы сварки тонкого металла полуавтоматом без газа, используя порошковую проволоку. Хотя данный материал весьма дорогой и не всегда доступен в продаже, его использование также не является частым.
Область применения сварки тонкого металла электродом
В повседневной жизни навыки сварки тонколистового железа могут пригодиться, например, для создания бака для летнего душа или для сборки других емкостей. Если у вас есть автомобиль, и вы хотите самостоятельно отремонтировать кузов, сварка тонкого металла станет необходимой при замене порогов, арок, нижней части дверей или краев багажника. Сварка выхлопной системы автомобиля (например, резонатора, глушителя или гофры) часто требуется при замене одного из его элементов, так как без дополнительных доработок система часто может продолжать трястись и тереться о корпус.
Тонкостенные круглые трубы иногда используются в старых домах для уличного водоснабжения (например, для полива огорода). Квадратные и профильные трубы с тонкими стенками находят применение в строительстве теплиц, навесов и козырьков. Обладая аппаратом для ручной дуговой сварки и обучившись сварке тонкого металла, можно существенно сэкономить на привлечении специалистов.
Сложности при сварке тонкого металла
Тонким металлом обычно считают сталь с толщиной в диапазоне от 0,8 до 1,5 мм. Сварка более тонких заготовок с использованием покрытых электродов практически невозможна. Даже для сечения в 0,8 мм только опытный сварщик сможет качественно проварить и сохранить деталь. Основные ошибки новичков при работе с такими тонкостенными заготовками включают:
- Наплывы на обратной стороне соединения. Если присадочного металла будет чересчур много, он может провалиться под собственным весом. Таким образом, на лицевой стороне шов будет аккуратным, в то время как с задней стороны появятся выпуклые валики. Это глазурь не только испортит внешний вид соединения, но и может значительно снизить пропускную способность трубопровода или качества стыка.
- Прожоги. Тонкие металлы прогреваются быстро, и ошибкой начинающих сварщиков может стать прожог. Прожоги оказывают отрицательное влияние на герметичность соединения, так как уменьшают прочность и портят внешний вид. Причины часто кроются в неправильно выставленном токе и неумелом ведении дуги.
- Непроваренные участки. В стремлении избежать прожогов, некоторые устанавливают слишком низкий ток для сварки. В результате, электрод не проплавляет деталь, а лишь наносит металл сверху, что приводит к растрескиванию соединения при малой нагрузке.
- Деформация изделия. Металлы толщиной 1-1,5 мм могут приобрести вогнутость или выгнутость в результате термовлияния и линейного расширения. Причины деформации могут быть связаны с неверной настройкой тока, неправильной скоростью ведения шва или нарушением технологии проваривания длинных участков.
- Перерасход материалов. Сварка тонкого металла осуществляется на малых токах, что делает дугу короткой. Погасшая дуга затрудняет ее возбуждение, и сварщику зачастую приходится стучать электродом по поверхности заготовки, что приводит к неконтролируемому распаду обмазки и лишним растратам.
Большинство начинающих сварщиков сталкиваются с ожогами роговицы глаз, когда они пытаются выполнить прихватку без защитной маски. Это происходит потому, что при низких токах электрическая дуга менее ярка и ее труднее разглядеть через затемнённый фильтр. В результате после сварки с открытыми глазами возникает дискомфорт, глаза могут быть красными, а также возникают болезненные ощущения.
Преимущества и недостатки сварки тонкого металла инвертором
Современные сварочные аппараты обеспечивают высокое качество соединений и позволяют значительно упростить процесс сварки тонкого металла. Специалисты с достаточным уровнем подготовки могут гарантировать, что металл будет должным образом прогрет, швы не повредятся, а перегрев не приведёт к деформации. Это связано с тем, что инверторы на постоянном токе позволяют выставить минимальные параметры подачи. Это способствует снижению рисков образования прожогов и аналогичных ошибок, что часто совершают неопытные сварщики.
Инвертор надежно защищен от непредвиденных сбоев в работе благодаря микропроцессорному управлению, что обеспечивает необходимый уровень тока. Тем не менее, следует учитывать, что при низких температурах инверторы иногда могут быть нестабильными в процессе сварки — это актуально даже для оборудования от известных брендов.
Выбор полярности для сварки тонкого металла
Говоря о процессе сварки тонкого металла, важно понимать, что сварочная техника инверторного типа может иметь два вида полярности:
- прямая полярность, когда держак подключен к минусовой клемме, а масса — к плюсовой;
- обратная полярность, при которой держак соединен с плюсовой клеммой, а масса — с минусовой.
Данная система централизует тепло на плюсовой клемме, что делает его более эффективным при применении для сварки с использованием постоянного тока.

Прямая полярность позволяет добиться более глубокого проплавления заготовки, так как в этом случае металл изделия нагревается в первую очередь, а не сам электрод. Это дает возможность как резать материал, так и соединять элементы из толстостенного металла.
При обратной полярности нагрев изделия менее интенсивный, и температура сосредоточена именно на электроде, что приводит к следующим последствиям:
- температура металла остается ниже, что уменьшает вероятность его прожигания;
- более быстрое плавление электрода и качественное формирование шва.
Электроды для сварки тонкого металла
Теперь, когда мы разобрались с тем, как лучше сваривать тонкий металл, давайте обсудим, какое сечение электрода будет оптимальным для достижения качественного результата. Если диаметр стержня составляет 4-5 мм, он создаёт значительное сопротивление, и дуга может не гореть эффективно при низком токе.

Для сварки тонких металлических заготовок рекомендуем использовать электроды толщиной 1,6-3 мм. Помните, что сечение стержня должно быть меньше по мере уменьшения толщины металла заготовки.
Важно обращать внимание на характеристики стержней. Например, электроды Барсвелд ОЗС-12 диаметром 2,0 мм (Premium) имеют рутиловое покрытие, что подразумевает следующие преимущества:
- облегченный процесс первичного и повторного поджога;
- отсутствие диэлектрического кончика на конце при затухании, что упрощает работу при повторном использовании электрода после перерывов;
- формирование эстетически приятного шва;
- способность выполнять сварку на ржавом металле или непосредственно по грунту;
- минимизация разбрызгивания присадочного металла;
- мягкое и стабильное горение дуги.
Если со дня их производства прошло более четырех месяцев, необходимо прокалить электроды. Это можно сделать в домашних условиях, в духовом шкафу при температуре 170-200 °C.
Процесс прокаливания помогает удалить влагу из обмазки, что устраняет треск дуги и разбрызгивание металла во время работы, позволяя достичь идеальной ровности и качества шва.
Настройки аппарата для сварки тонкого металла
При сварке тонких металлов с помощью электрода полярность инвертора должна быть обратной. Следовательно, кабель электрододержателя нужно подключить к гнезду, отмеченному знаком +, а масса должна быть выполнена в гнезде со знаком -. Благодаря обратной полярности, тепло от электрической дуги будет сосредоточено на конце электрода, а не на самом изделии, что помогает избежать перегрева и прожигов.
Помимо электродуговой сварки, полуавтоматическое оборудование также может успешно применяться для сварки тонкого металла. Более того, работать с ним проще, чем с инвертором, поэтому даже новички могут с ним легко справиться. Если у вас отсутствует достаточный опыт, то лучше всего выбрать именно такой тип оборудования. Сварка тонкого металла с помощью полуавтомата станет доступна даже для тех, кто только начинает изучать данную область. Однако важно правильно установить силу тока — она не должна быть слишком высокой.
Для предотвращения прожига при использовании дуговой сварки полезно ознакомиться с правилами настройки инвертора, представленными в следующей таблице:
Толщина свариваемого металла, мм
Диаметр электрода, мм
Сила тока, А
Как выбрать сварочный аппарат и электроды для сварки тонкого металла?
Сварка тонкостенных заготовок является непростой задачей, но вполне выполнимой. Для успешного завершения процесса очень важно правильно подобрать сварочный инвертор типа ММА. В первую очередь, стоит обращать внимание на наличие дополнительных функций. В идеале, в выбранном устройстве должны быть следующие функции: Горячий старт, Форсаж дуги и Антизалипание.
Кроме того, важным параметром является минимально возможный сварочный ток, который многие новички склонны игнорировать. Чаще всего внимание уделяют только максимальным показателям. Однако для сварки тонкого металла необходима возможность работы на низком минимальном токе. Лучше всего, если в вашем инверторе минимальный ток можно понизить до уровня 5-20 А.
В нашем магазине представлено несколько моделей аппаратов, которые прекрасно подходят для сварки тонкой стали:
- Сварочный аппарат инвертор REAL SMART ARC 160 (Z28103) Сварог
- Сварочный аппарат инвертор REAL SMART ARC 200 (Z28303) Сварог
- Сварочный аппарат инвертор REAL SMART ARC 220 (Z28403) Сварог
- Сварочный аппарат инвертор Сварог REAL SMART ARC 200 BLACK (Z28303)
- Сварочный инвертор Сварог REAL ARC 220 (Z243N)
- Сварочный инвертор REAL ARC 200 (Z238N)
- Сварочный инвертор Сварог PRO ARC 200 (Z209S)
- Сварочный инвертор Сварог PRO ARC 180 (Z208S)
- Сварочный инвертор Сварог TECH ARC 205 B (Z203)
- Сварочный аппарат инвертор REAL ARC 250D (Z226) Сварог
При выборе электродов следует помнить, что слишком толстые стержни не подходят для сварки. Оптимальный вариант — от 1,6 до 3 мм. Кроме того, чем тоньше металл основы, тем меньший диаметр должен быть у электрода. Поскольку процесс сварки происходит на постоянном токе, рекомендуется использовать расходные материалы с основной обмазкой.
Как варить инверторной сваркой тонкий металл: настройка аппарата
Перед работой с тонкими заготовками во-первых, нужно выставить аппарат на обратную полярность. Это значит, что электрододержатель подключается к гнезду с +, а масса — к гнезду с -. Это позволяет сосредоточить максимальную температуру на конце электрода, что предотвращает перегрев заготовки и снижает риск прожога и деформации.
Рекомендуется использовать таблицу, представленную ниже, при установке тока на сварочном инверторе. Она поможет подобрать оптимальные настройки для сварки тонкого металла.