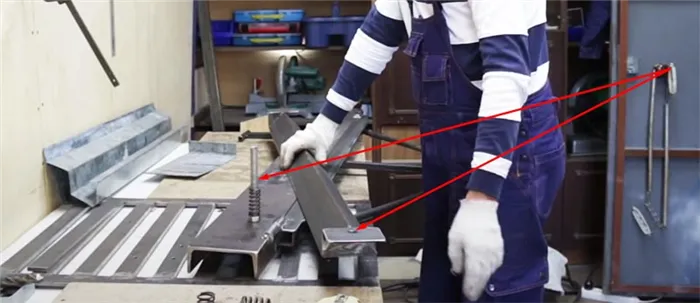
Зажимная пластина устанавливается на станок, а на место гайки устанавливается пружина. Ручка устанавливается на место. Когда планка не затянута, она поднимается с поверхности под действием упругой силы пружины. В этом положении заготовка подкладывается под него, выравнивается и прижимается.
Самодельные листогибочные станки (листогибы)
Из листового металла изготавливаются различные изделия — водосточные системы, карнизы для крыш, покрытых гофрированным картоном или металлом, карнизы для подвалов, углы для конструкций из гофрированного металла и т.д. Все это может сделать специальный гибочный станок — для металлических листов. О том, как сделать гибочный станок своими руками и пойдет речь в этой статье.
Существует три типа гибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
Все они относятся к листогибочным станкам. Все они называются станками для гибки листового металла. Здесь мы поговорим о них — о том, как сделать гибочный станок своими руками.
Простые ручные
Фигурные металлические детали стоят больших денег. Даже больше, чем профили или металлическая кровля, потому что имеет смысл построить простейший станок для гибки листового металла и использовать его для изготовления такого количества уголков, молдингов и других подобных деталей, которое вам необходимо, просто из-за их размера.
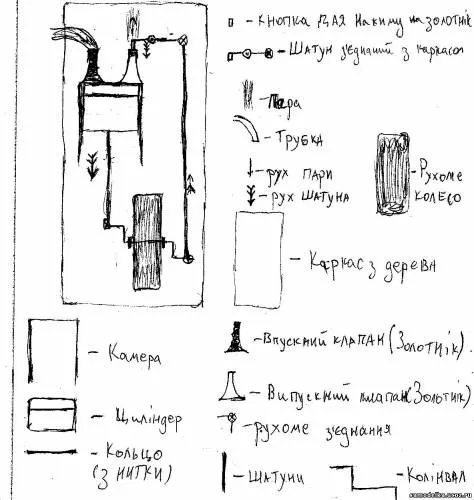
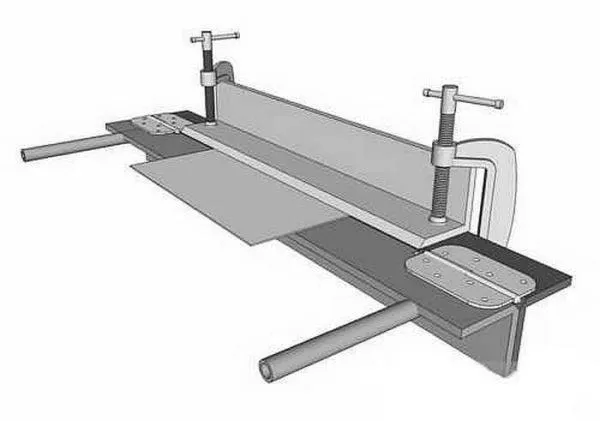
 Чертеж гибочного станка для листового металла
Чертеж гибочного станка для листового металла Листогиб — проекция сбоку
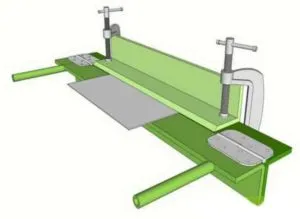
Листогиб — проекция сбоку Другая модель
Другая модель
Если вы беспокоитесь о том, как вы выглядите, в этом нет никакого смысла. Сегодня продается листовой металл, а не только оцинкованный и окрашенный. Пластина прочно крепится ко всем конструкциям, чтобы она не скользила по столу во время работы, а краска не стиралась и не царапалась. Она также не повреждается при изгибах. Поэтому изделия будут выглядеть вполне прилично. Если очень постараться, они будут выглядеть даже лучше, чем те, что продаются в магазинах.
Мощный листогиб из тавров
Для данного листогибочного станка необходима ровная поверхность (стол), желательно из металла, три угла с минимальной шириной 45 мм, толщина металла не менее 3 мм. Если вы планируете гнуть большие куски (более метра), то желательно и полки брать пошире, и металл потолще. Вы можете использовать TAB, но они предназначены для сгибания листов большой толщины и длины.
Вам также понадобятся металлические дверные петли (две штуки), два шурупа большого диаметра (10-20 мм), «крылья» на них и пружина. Вам также понадобится сварочный аппарат, чтобы приварить петли и просверлить отверстия (или дрель с насадкой по металлу).
Для импровизированной гибки панелей мы использовали тавр 70 мм — три куска по 2,5 м, два шурупа диаметром 20 мм, небольшой кусок металла толщиной 5 мм (для резки балок), пружину. Вот процедура:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.

- Приваривают петли с двух сторон (проварить с лица и с изнанки).

- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.

- К укосинам приварить гайку болта.

- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.

- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.

- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.

- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.

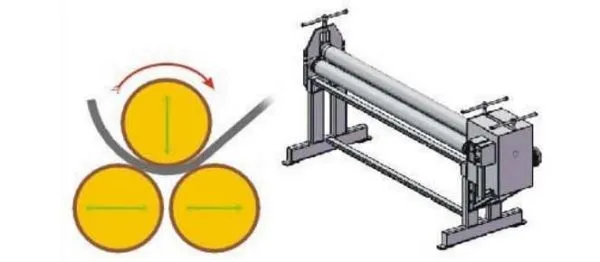
Вальцы для листового металла или вальцовый листогиб
При таком типе гибки листов возможны три вида движения:
- ручной;
- гидравлический;
- электрический.
Пластинчатые вальцы с ручным или электрическим приводом изготавливаются своими руками. В ручном ставят 3 вала, в электрическом может быть 3-4, но обычно очень много трех.

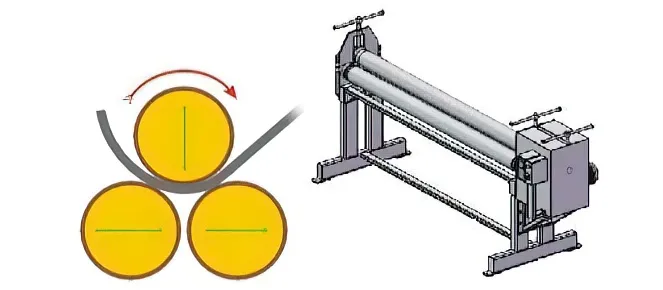
Эта машина нуждается в хорошем, устойчивом основании. Это может быть отдельная кровать или что-то вроде верстака или стола. Основой конструкции являются ролики. Они одинакового размера. Два нижних неподвижны, а верхний подвижен так, чтобы он находился в нижнем положении между роликами. При изменении расстояния между нижним и верхним цилиндрами изменяется радиус кривизны.
Машина перемещается с помощью ручки, прикрепленной к одному из роликов. Затем крутящий момент передается на другие цилиндры через шестерни. Они выбираются таким образом, чтобы скорость вращения была одинаковой.
При установке труб в машину верхний ролик снимается с одной стороны с помощью системы быстрого снятия. Как только лист сворачивается в трубу, другого выхода нет.
Листогиб своими руками: чертежи, видео, описание +Видео
Сгибание листового металла своими руками: Рисунки, видео, описание. Из листового металла можно изготовить самые разные изделия — водосточную систему, карнизы, которыми можно облицевать крышу, форму для цоколя, углы для конструкций из листовых профилей и многое другое.
Все это может сделать специальный гибочный станок, другими словами, гибочный лист, своими руками, что совсем не сложно. Об этом и поговорим.
Разновидности
Существует три типа станков для гибки листового металла:
- Простой ручной, в данном случае гибка металла выполняется при приложении силы. Такие устройство дают возможность избегать листовые материалы под любыми углами — от нескольких градусов до 360.
- Гидравлический станок, в котором при помощи ударов листовой металл сгибают по форме матрица. Последняя бывает прямой, иногда криволинейной. Такое оборудование признано профессиональным, и его активно используют для предприятиях большой и средней мощности.
- Роликовые/валковые листогибы, в которых лист металла не гнется строго по прямой, а закругляют. При помощи такого оборудования можно делать трубы или любые подобные изделия.
Все описанные устройства относятся к листогибочным станкам. Своими руками будет проще изготовить оборудование первого типа, и чуть сложнее — третьего. О них мы и поговорим — как сделать листогиб своими руками + видео.
Простые (ручные)
Фасонные металлические детали стоят дорого, даже дороже профнастила или металлочерепицы, поэтому имеет смысл построить простейший станок для гибки листов и с их помощью уже делать любое количество уголков, порогов и других деталей, которые вам нужны, только с учетом их размеров.
И да, не беспокойтесь о внешнем виде. Продается, если лист не только оцинкован, но и уже окрашен. На каждом дизайнерском листе он будет надежно закреплен, чтобы он не скользил по столу во время работы, не пачкал и не царапал краску.
Он также не будет поврежден в местах сгиба, поэтому изделия будут иметь достойный внешний вид. При должном старании ваши изделия будут выглядеть даже лучше, чем те, что продаются.
Листогиб из тавров
Для его изготовления вам понадобится любая ровная поверхность, например, стол, желательно из металла, и 3 уголка шириной не менее 4,5 см и толщиной металла не менее 0,3 см. Если вы планируете гнуть большие куски (длиной более 1 метра), рекомендуется приобрести полки с большей шириной и толщиной металла. Вы также можете использовать коммерческие товары, но они требуются для гибки листов большей длины и толщины. Вам также понадобятся 2 металлические дверные петли и 2 шурупа диаметром 1-2 см, оснащенные «штырями», и пружина. Вам также понадобится сварочный аппарат, чтобы приварить петли и просверлить отверстия (или дрель со сверлом, подходящим для обработки металла).
Для гибочной пластины, сделанной своими руками, используйте бычок диаметром 7 см — 3 куска по 2,5 метра, еще 2 болта диаметром 2 см, небольшой кусок металла толщиной 0,5 см.
Процедура выполняется следующим образом:
Этот вариант самый прочный — можно гнуть длинные детали и листы большой толщины. Даже если эти весы не всегда востребованы, вы всегда можете их уменьшить. На видео вы можете увидеть похожую конструкцию, но немного меньшего размера и с другим расположением прижимной планки. Кстати, на винт можно надеть пружину, тогда поднять планку будет легче. Конструкция интересна тем, что с ней можно использовать фланцы, тогда как со стандартными устройствами это невозможно.
Листогиб из уголка с прижимной планкой
Эта модель изготовлена из толстостенного углового железа, а каркас сварен в форме обычного строительного блока из такого же углового железа. Ручка взята от багажной тележки, а дизайн винтов по-своему интересен — они длинные, а ручка выполнена в форме буквы «Г». Его можно легко открутить и снова закрутить.
Мастерам на заметку
Конечно, одному мастеру нелегко «согнуть» 2 000 долларов. Поэтому давайте попробуем разобраться, как сделать гибочный лист самостоятельно. Не за гофрокартон, а за различные кровельные и сантехнические работы, которые также являются хорошим способом заработать на жизнь и накопить деньги, чтобы начать что-то более серьезное. Нестандартные малые предприятия в принципе не способны к консолидации и всегда необходимы. И импровизированная жестяная гибка может стать здесь отличным подспорьем.
О покупных ручниках
Чтобы закончить с «предприятием» (статья не является рекламой) и перейти к «сделай сам», давайте вкратце коснемся того, что вы можете купить, если вам это все-таки нужно. На рынке в основном доминируют компании TAPCO и VanMark. Почти неизвестен и СКС-2 орского производства. Ширина рабочей зоны здесь составляет 2,5 метра, по сравнению с 3 метрами у зарубежной техники, но это не является недостатком. 3 метра рассчитаны на имперскую систему измерения (10 футов = 3,05 метра), в то время как 2,5 метра более удобны в метрической системе.
Но сетка Ural — проходного типа; вы можете натягивать желоба размером, например, до 90×90 мм. Подъем/опускание перекладины — при использовании кулачков нет необходимости вращать маховики. В комплекте с резаком. Отзывы пользователей не столько положительные, сколько восторженные. Общее мнение — «незаменимый работник».
История повторяется. Никита Хрущев говорил о подобных ситуациях в прямом телеэфире после поездки в США (когда он хлопнул тапком по трибуне ООН и пригрозил всем смертью). Они говорят, что могут продавать в США всякий хлам, но мы не можем предложить то хорошее, что нам нужно.
Конструкции листогибов

Устройства для гибки и прессования с механическим приводом (маховик с фрикционом и кривошипом или падение груза с блоком, тросом и системой рычагов) имеют высокую эффективность, но уходят в прошлое. Механизм дает мощный толчок (удар) в начале рабочего хода, который стихает к концу. При сгибании/давлении требуется прямо противоположное.
Эффективность системы электропривода резко снижается по мере уменьшения размера деталей. Для профилирования профилированных листов на упомянутом выше стане достаточно 12 кВт. Для создания картины на крыше невозможно обойтись менее чем 1,5-2 кВт. Дело в том, что внешняя характеристика двигателей переменного тока (за исключением трехфазных двигателей с ротором с фазными обмотками — сложно, дорого, требуется регулярное обслуживание) достаточно жесткая. Из-за сопротивления гнутого металла крутящий момент на валу двигателя отсутствует, но скольжение ротора увеличивается, а крутящий момент уменьшается. И энергопотребление увеличивается.
Идеальным вариантом был бы гидравлический привод — гидроцилиндр автоматически регулирует усилие в зависимости от сопротивления заготовки. Но точная гидравлика сложна и дорога. Даже опытный конструктор не в состоянии равномерно распределить усилие, например, домкрата по длине кривой или синхронизировать работу двух или более ручных инструментов.
Таким образом, вы остаетесь с «ручным тормозом», и это не плохо. Если вы разработаете сгибатель для проработки самых сильных и тяжелых мышц (бицепсы, нижняя часть спины, бедра, икры), как в гребле или пауэрлифтинге, а реакция (отдача) тренажера толкает ноги к полу, работа не будет напряженной из-за его круговой природы. Но выработается навык, который приведет к точности и продуктивности.
Пример: средний человек, поднимающийся по лестнице, может развить около 1 л.с. за 1-2 секунды. Но не позднее третьего полета мышцы преобразуют кислород в гликоген, выделяется молочная кислота, и организм устает. Вы должны сделать перерыв, прежде чем продолжить.
Спортивная информация: Паддлеры худые, потому что их «собачье тело» не позволяет им толкаться всем телом. С другой стороны, у тяжелоатлетов есть «мозоль», которая помогает им сохранять равновесие во время тяги. Но мышечная работа этих двух спортсменов во многом схожа.
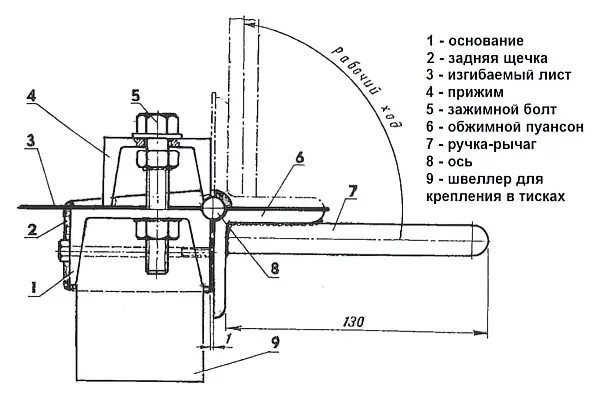
Схемы и назначение
Флексионный тренажер — это довольно общая концепция. Структура флексионного тренажера зависит от его назначения. Следовательно, тип работы и необходимость выбора системы дома, см. рис.
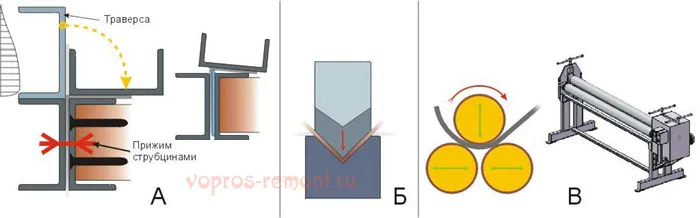
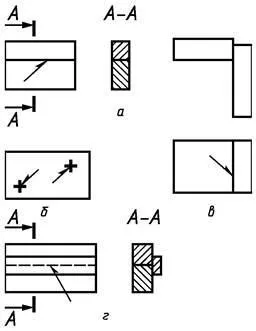
Формы различных типов гибочных станков
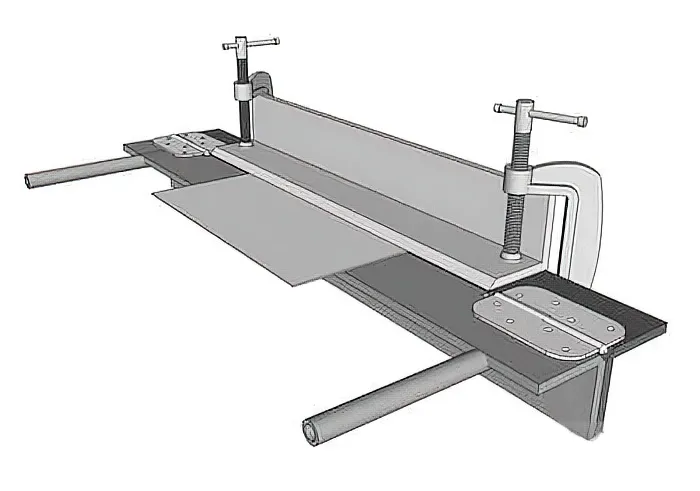
В поз. А — метод, известный каждому, кто хоть немного слесарит. Вы можете легко согнуть вручную листы шириной до 0,5 м. Если длина изгиба не превышает 200-250 мм, основание не крепится к верстаку, а фиксируется в тисках вместе с зажимной балкой и заготовкой. Изгиб получается хорошим, если траверсу сильнее прижать снизу, как показано на диаграмме усилий, и слегка продвинуть вперед, чтобы сгладить изгиб. Этот принцип лежит в основе большинства конструкций пластин для сгибания дома; мы еще вернемся к этому.
Из-за упругости металла лист нельзя согнуть точно на 90 градусов, поэтому используются распорки из металлических полос, как показано на вставке. Почему в разрезе есть каналы и нет углов? Давайте рассмотрим этот вопрос более подробно, потому что в простой на первый взгляд конструкции есть много нюансов.
В разделе B показано, как работает пресс. Пресс как пресс: Кровать-матрица-дрилл-гидравлическая-перкуссия-готовая. Они используются только в промышленном производстве с развитыми системами охраны труда и безопасности: они сложны, дороги, требуют специализированного обслуживания и чрезвычайно травмоопасны. Пластина, соскользнувшая из-за неправильной установки или некачественного оборудования, может стать причиной серьезной травмы руки или головы.
В поз. В находится листогибочная машина с разрывом (проходом). Изменяя расположение роликов, можно регулировать радиус изгиба листа. Гибочный станок может управляться вручную или электрически. Они широко доступны в продаже и, как правило, многофункциональны:
- Гладкие валки предназначены для жестяницких работ – выгибания заготовок обечаек кожухов, секций широких труб и т.п.
- Валки могут быть заменены на комплектные профилированные листогибочные вальцы, предназначенные для протяжки доборов кровли – коньков, ендов, водостоков и отбортовок.
- Также многие модели комплектуются опорой, прижимом и траверсой для ручной гибки листов.
Это те типы, которые продаются по цене около $2000. Многие из них поставляются в комплекте или могут быть приобретены впоследствии с отформованными роликами для профилей, но поскольку они уже разобраны, вы не сможете «согнуть» продаваемый ролик. Вы можете свернуть кусок, если это то, что вам нужно в данный момент, и нет смысла покупать целый лист.
Примечания: Существует еще один интересный тип листогибочного станка, которому посвящен отдельный раздел из-за его большой полезности и относительно низкой стоимости.
Установка направляющих для зажима
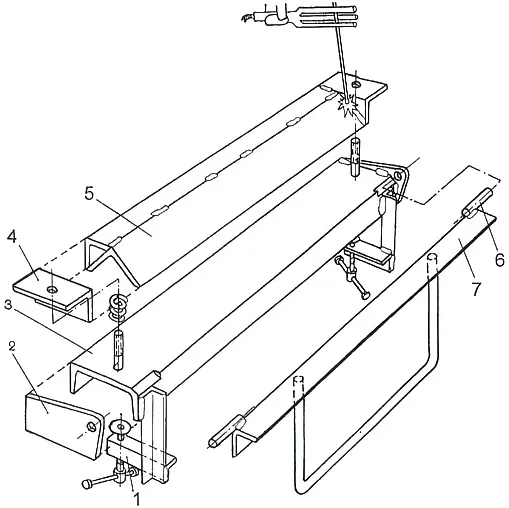
Для того чтобы сгибаемый лист не «плавал» в процессе гибки, его следует зажать. Для этого с обеих сторон канала должны быть установлены гвозди. Они не должны быть приварены, так как в определенный момент их придется заменить. Лучше просверлить канал и закрепить гвозди гайками.

Изготовление и установка зажимного элемента листогиба
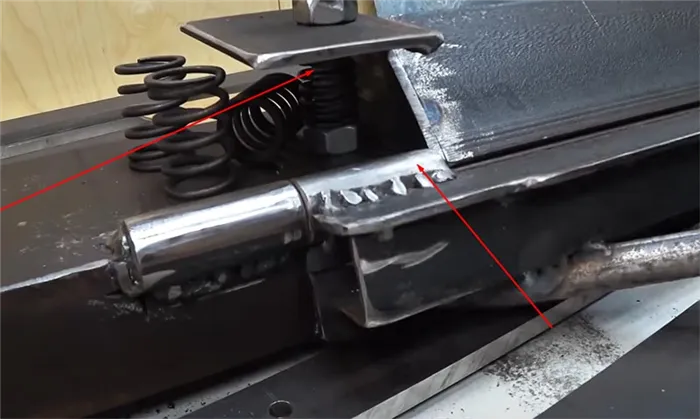
Зажим сделан из того же угла, что и рабочая платформа для гибки листового металла. После того как уголок будет обрезан до нужного размера, к нему следует приварить небольшую стальную платформу с отверстиями с обеих сторон. Теперь к болтам нужно прикрепить пружины (клапанные пружины от любого автомобильного двигателя), чтобы немного приподнять хомут, а затем установить арку на место.
Небольшая доработка зажима
Для использования зажимного механизма необходимо приварить пару гаек к тройникам из полудюймовой трубы. Листы крепятся к машине через эти хомуты.
Полезные советы
Рекомендуется окрашивать всю конструкцию, так как она используется в саду, а не в доме. Своевременная покраска предотвращает появление ржавчины.
Не используйте деревянный трубогиб для сгибания листов толщиной более 1 мм, иначе он быстро сломается. Он не рассчитан на такую толщину.
Вместо этого не используйте гибочный станок, который слишком силен для тонкой стали. Если лист согнуть слишком быстро, он сломается и потрескается. Прежде всего, трещины со временем разрушают обычный оцинкованный металлический лист. Каждая единица оборудования рассчитана на определенную нагрузку.
Гибка листового металла толщиной более 2 мм на сверхмощном листогибочном станке часто превышает силы одного человека. Даже при наличии длинных рук может потребоваться помощь других рабочих в сгибании стали. На профессиональных ручных прессах рабочие сгибают стальные листы для двух-трех человек или используют механическое устройство с двигателем мощностью 12 кВт. Последний вариант используется на заводах, производящих сборные полосы из листового металла, такие как волнистые кровельные листы, коньковые уголки, воздуховоды, L-образные планки и некоторые другие виды продукции.



Качественный пресс не поцарапает окрашенную или оцинкованную поверхность металлического листа при сгибании. Чтобы избежать царапин и потертостей на этом покрытии, листы следует укладывать на гибочный станок с особой осторожностью.
Любой листогибочный станок подвержен постепенному износу, даже если он отличается высоким качеством и надежностью. Подвижные, изнашиваемые, вращающиеся детали (шарниры, подшипники) следует смазывать не реже одного раза в год — при нечастом, эпизодическом использовании. При частом, многочасовом использовании может потребоваться ежемесячная или ежеквартальная смазка — эти детали подвергаются большим нагрузкам и не имеют постоянного трения. Проверьте края направляющих — со временем они тоже могут стать тусклыми и зазубренными, а листовой металл гнется хуже и грубее, с неровностями и морщинистыми участками.
Не используйте в качестве материала листы нержавеющей стали. Высокая пластичность этого сплава делает эти листы труднообрабатываемыми.
При изготовлении гибочной машины избегайте сварных швов, которые могут быть повреждены постоянно меняющимися напряжениями.
Старайтесь, чтобы машина была как можно проще, не добавляя лишних деталей. Простота — друг надежности. Лишние детали могут увеличить вес.


Гибочный станок не подходит для гибки деталей, которые вы впоследствии будете использовать для декоративной ковки — его нож не предназначен для резки свободных кусков стали размером 2 мм и более. Сгибающееся лезвие обычно режет только прямо. Используйте специальные обрабатывающие центры, предназначенные для этой работы.
При работе с электроинструментами, включая трубогибы, надевайте перчатки, защитные очки и защитную одежду. Это снижает риск получения травм при неосторожных движениях. Страховочные ремни рабочего не должны быть прикреплены к самой машине во время работы.
Устройство гибочного станка
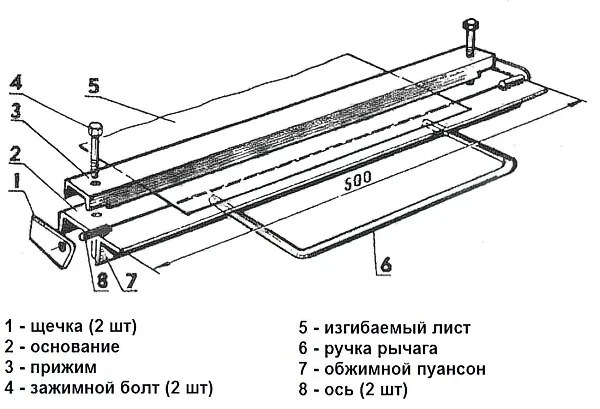
Перед изготовлением листогибочного станка необходимо определить толщину и структуру листового металла, а также количество сгибаемых листов и точный способ их сгибания. Это позволит вам выбрать конструкцию, с которой будет изготовлено устройство. Простейший механизм позволяет сгибать листы по сечению. Это устройство сгибает лист шириной не более полуметра на 90 градусов без особых усилий, используя только силу рук мастера. Лист металла зажимается на станке винтовым зажимом или небольшими тисками. Лист сгибается в выбранной точке, прижимая к ней поперечину.
Для достижения прямого угла требуется специальная вставка в виде полосы из металла или сплава, придающая эластичность согнутому листу.

Более сложным устройством является пресс с сеткой и пуансоном в качестве привода. Лист или сплав помещается в гнутый или выпрямленный штамп, и пуансон (гибочный клин) прижимается к гнутому листу, чтобы придать ему желаемую форму изгиба. Этот станок чаще всего используется в металлообрабатывающей промышленности, где улучшается гибка листового металла.

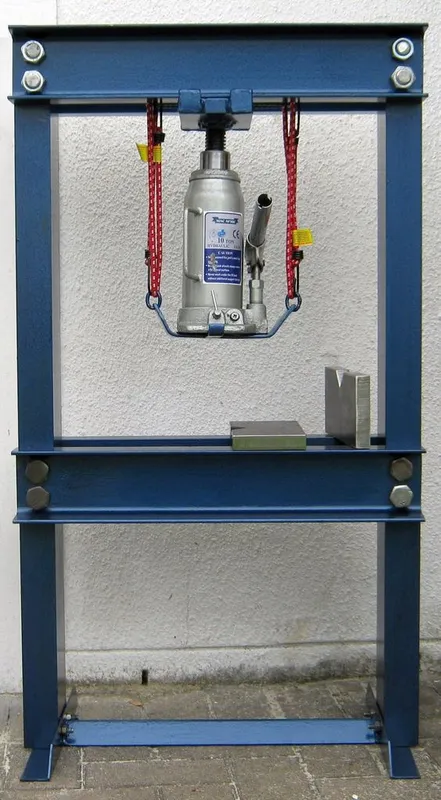
Самодельный гибочный лист в домашних условиях и может работать с помощью гидравлического механизма, который служит, например, домкратом.
Для такого автомата потребуется как минимум два одинаковых слота.
Они также должны быть синхронизированы, что является дополнительной проблемой по сравнению, например, с гибкой арматуры.
Профессиональные листогибочные станки основаны на трехкоординатном механизме. Здесь лист проходит через управляемые оси. В результате радиус изгиба листа отличается для разных подходов.

Электромагнитные гибочные плиты занимают особое место. Но самостоятельная конструкция такого гибочного станка сложна. Его положительные особенности: малый размер, бесшумный процесс гибки, высокая скорость. Такая гибочная машина работает за счет электромагнитного поля, создаваемого между гибочной поверхностью и штампом. Гибочный станок свободно фиксируется пружиной, а штамп размещается под ним. Механизм приспособлен к форме сгибаемого листа. Под (или внутри) гибочного устройства находится электромагнит, на который подается выпрямленное сетевое напряжение.
Штамп притягивается к гибочной машине, и гибочная машина мгновенно сгибает вставку. В этом станке также может быть секторогиб, который позволяет выполнять многоступенчатую (составную) отбортовку.


Цилиндрическая гибка используется, например, при строительстве одностенных дымоходов, где труба с круглым или овальным сечением имеет идеальные размеры. Если роликовый механизм имеет определенный профиль, он подходит для изготовления периметральных кровельных водостоков.
Подготовка материалов и инструментов
Чтобы построить станок для гибки листового металла, вам понадобятся следующие инструменты и расходные материалы:
- электродрель и набор свёрл различного диаметра;
- болгарка, а также отрезные и шлифовальные диски к ней;
- сварочный аппарат и набор электродов;
- тиски для верстака, набор струбцин;
- набор ручного инструмента (молоток, кувалда, пассатижи, кёрнер, напильник-зубило).



Если рядом с рабочей зоной нет электрической розетки, для подключения машины понадобится удлинитель необходимой длины.
Необходимыми расходными материалами являются:
- уголковый профиль из толстостенной стали;
- болты, гайки и шайбы (можно использовать гроверные);
- швеллер (П-образный профиль с частично заострёнными краями);
- правило (если в качестве ударно-спускового элемента используется именно оно);
- арматурный прут (допустима арматура с гладкой поверхностью);
- набор шарикоподшипников (если механизм предусматривает их использование).



После подготовки необходимого электрооборудования, расходных материалов и материалов можно приступать к сборке листогибочного станка.
Пошаговая инструкция по изготовлению
Три вида гибки листового металла — ручная, цилиндрическая и гидравлическая — включают несколько специальных конструкций. Начнем с изгиба под углом (Т-образный изгиб).
Из уголка
Один или два угла в качестве основы — наиболее распространенная конструкция. Здесь вам понадобится большая, плоская платформа (верстак). В идеале верстак должен быть подложен листом более толстым, чем лист, который вы хотите согнуть.
Уголок должен быть шириной не менее 4,5 см и толщиной не менее 3 мм. Если вы хотите согнуть большие листы (один метр и более), вам понадобятся более толстые и широкие уголки, также подойдет Т-образная кривая (двойной Т-уголок).
Подготовьте две стальные дверные петли, болты и гайки 10-20 мм и пружины. Предпочтительно использовать петли-бабочки с винтовой головкой — их конструкция усилена и может выдерживать значительные перегрузки.

Действуйте следующим образом.
- Сложите вместе два тавровых профиля. С обоих концов на них вырежьте выемки под петли. Срежьте край каждой выемки под углом в 45 градусов.
- Подпилите третий Т-образный профиль аналогично, оставив выемку на нём более заглубленной. Такая выемка нужна для прижимания сгибаемых листов, и перемещается без усилий.
- Приварите петли по обе стороны – с лицевой и обратной частей. Убедитесь, что сварные швы ровные и основательные – петля не должна оторваться.
- На одном из тавров, удалённом от вас в данный момент, приварите по два скоса с каждой из сторон. Они помогут зафиксировать удерживающий болт прижимной детали.
- Приварите к скосам гайки болтов.
- Зафиксируйте прижимающую планку (тавр с обрезанной стороной).
- Сверху приварите стальные пластины с отверстием в середине каждого из них. В отверстие легко должен заходить болт.
- Выровняйте отверстия, чтобы они совместились по одной оси с гайкой. Приварите эти пластины.
- Отрежьте часть пружины так, чтобы её усилия хватало для поднятия зажимающей планки в среднем на 6 мм.
- Проденьте болт в прижимающую планку, наденьте на него пружину и завинтите гайку. Установите такой же кусок пружины с обратной стороны. Прижимающая пластина при ослаблении болта должна приподняться самостоятельно.
- Приварите к головке болта по два куска арматурного прута – они послужат рукояткой для закручивания.
- Наденьте на получившиеся рукоятки пластиковые или деревянные накладки, выполненные в виде трубок. Допустимо использовать и старые грипсы от велосипеда.
Станок для гибки листового металла готов к работе. Блок также может быть построен из двутавровых балок, при этом верхняя двутавровая балка крепится на своем конце с помощью шарнира на нижнем конце.
Другой конец двутавровой балки удерживается в нужном положении клином или кулачком.
Из швеллера
Замена уголка или Т-профиля на U-образный швеллер многократно увеличивает срок службы листогибочного станка. Основные компоненты канала остаются неизменными.
При использовании швеллера брус не будет преждевременно изгибаться. С другой стороны, наклонный брус менее устойчив к перегрузкам — малейший изгиб резко снизит качество работы, что потребует повторного сгибания листа для выравнивания машины после выравнивания.
Листогибочный станок – делаем ручной листогиб своими руками
Из листового металла изготавливаются различные изделия — водосточные системы, карнизы для крыш, покрытых гофрированным картоном или металлом, карнизы для подвалов, углы для конструкций из гофрированного металла и т.д. Все это может сделать специальный гибочный станок — для металлических листов. О том, как сделать гибочный станок своими руками и пойдет речь в этой статье.
Существует три типа гибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
- Гидравлические машины, в которых листовой металл сгибается до формы матрицы путем удара. Матрица может быть прямой или изогнутой. Это оборудование профессиональное и применяется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
Все они относятся к листогибочным станкам. Все они называются станками для гибки листового металла. Здесь мы поговорим о них — о том, как сделать гибочный станок своими руками.
Простые ручные
Фигурные металлические детали стоят больших денег. Даже больше, чем профили или металлическая кровля, потому что имеет смысл построить простейший станок для гибки листового металла и использовать его для изготовления такого количества уголков, молдингов и других подобных деталей, которое вам необходимо, просто из-за их размера.
Если вы беспокоитесь о том, как вы выглядите, в этом нет никакого смысла. Сегодня продается листовой металл, а не только оцинкованный и окрашенный. Пластина прочно крепится ко всем конструкциям, чтобы она не скользила по столу во время работы, а краска не стиралась и не царапалась. Она также не повреждается при изгибах. Поэтому изделия будут выглядеть вполне прилично. Если очень постараться, они будут выглядеть даже лучше, чем те, что продаются в магазинах.
Мощный листогиб из тавров
Для данного листогибочного станка необходима ровная поверхность (стол), желательно из металла, три угла с минимальной шириной 45 мм, толщина металла не менее 3 мм. Если вы планируете гнуть большие куски (более метра), то желательно и полки брать пошире, и металл потолще. Вы можете использовать TAB, но они предназначены для сгибания листов большой толщины и длины.
Вам также понадобятся металлические дверные петли (две штуки), два шурупа большого диаметра (10-20 мм), «крылья» на них и пружина. Вам также понадобится сварочный аппарат, чтобы приварить петли и просверлить отверстия (или дрель с насадкой по металлу).
Для импровизированной гибки панелей мы использовали тавр 70 мм — три куска по 2,5 м, два шурупа диаметром 20 мм, небольшой кусок металла толщиной 5 мм (для резки балок), пружину. Вот процедура:

- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
- Приваривают петли с двух сторон (проварить с лица и с изнанки).

- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.

- К укосинам приварить гайку болта.

- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.

- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.

- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.

- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
- ручной;
- гидравлический;
- электрический.
Вальцы для листового металла или вальцовый листогиб
При таком типе гибки листов возможны три вида движения:
Пластинчатые вальцы с ручным или электрическим приводом изготавливаются своими руками. В ручном ставят 3 вала, в электрическом может быть 3-4, но обычно очень много трех.
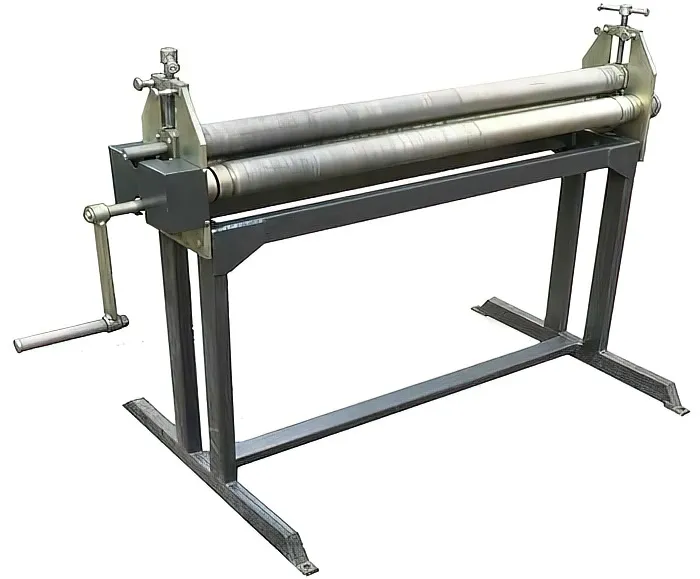
Эта машина нуждается в хорошем, устойчивом основании. Это может быть отдельная кровать или что-то вроде верстака или стола. Основой конструкции являются ролики. Они одинакового размера. Два нижних неподвижны, а верхний подвижен так, чтобы он находился в нижнем положении между роликами. При изменении расстояния между нижним и верхним цилиндрами изменяется радиус кривизны.
Машина перемещается с помощью ручки, прикрепленной к одному из роликов. Затем крутящий момент передается на другие цилиндры через шестерни. Они выбираются таким образом, чтобы скорость вращения была одинаковой.
При установке труб в машину верхний ролик снимается с одной стороны с помощью системы быстрого снятия. Как только лист сворачивается в трубу, другого выхода нет.