Сварка в газовой среде (CO2) плавящимся электродом может выполняться различными способами. В таблице ниже показан наиболее подходящий режим:
Что такое миг сварка, какое для нее нужно оборудование

Соединение металлов с помощью сварки может осуществляться с помощью различных технологий, в основе которых лежит один и тот же принцип генерации дуги. Следует отметить, что существуют также режимы сварки без дуги. Процесс MIG (металл в инертном газе) завоевал популярность не только благодаря своей функциональности и широкому спектру применения. Принцип этой технологии заключается в том, что сварка — это плавление металла в инертном газе.

Этот процесс сварки доступен и новичкам при наличии необходимого оборудования.
Имеется также другой вариант (MAG), который отличается только используемым защитным газом.
Благодаря развитию Mig-сварки появилась возможность работать с такими «хрупкими» металлами, как алюминий, титан и никель. Современный инвертор в режиме MIG/MAG обеспечивает комфортные условия для сварщика и позволяет контролировать такие параметры, как ток, количество газа и количество присадки. По этой причине их называют «полуавтоматами», а саму сварку часто называют полуавтоматической.
В настоящее время мастер выбирает режим работы, исходя из исходных условий (тип металла, толщина деталей, доступность). Современный полуавтоматический инвертор способен работать в одном из выбранных режимов. Другими материалами являются проволока, которая играет роль добавки, и газ. При сварке MIG используется аргон, при сварке MAG — смесь азота и углекислого газа.
Область применения
Оставляя в стороне частных мастеров, у которых есть инструменты для выполнения проектов различной сложности, можно сказать, что сварка MIG используется в каждой производственной компании. Речь идет о строительстве, ремонте автомобилей, судостроении, машиностроении, а теперь и о работе по дому. Все это делает полуавтоматическую сварку одним из самых популярных видов применения.

Оборудование
Чтобы понять принцип работы сварочного конвертера MIG, важно знать, что этот процесс сварки представляет собой особый способ плавления металлов с добавлением присадки, но все это происходит в газовой среде. Необходимое оборудование должно обеспечивать подачу электродов, регулирование этого напряжения и введение проволоки и газа в зону контакта. Полуавтоматический инверторный станок нельзя назвать компактным благодаря механизму подачи проволоки, но современные технологии позволили значительно уменьшить вес и габариты устройства без ущерба для производительности.
Кабель горелки подключается к евроразъему в передней части конвертера, а газовый шланг, идущий от газового баллона, подключается к разъему в задней части. Проволока в виде катушки помещается в предусмотренный отсек. Большие полуавтоматические машины установлены на платформе с колесами. Баллон с газом также находится на платформе. Платформу можно легко транспортировать на строительную площадку.

Управление инвертором осуществляется через регулятор мощности. Более дорогие модели оснащены дополнительными функциями. Для генерации дуги достаточно поднести держатель инвертора к месту сварки и нажать кнопку. Остальная часть процесса автоматизирована.
Области применения
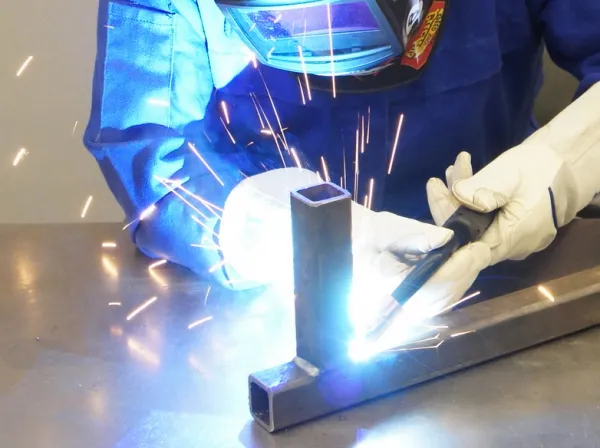
Сварка MIG или MAG используется во многих различных производственных и промышленных областях. Этот метод сварки идеально подходит для строительства автомобилей, паровых машин, судов и высокопрочных металлических конструкций. Этот метод уникален тем, что выполняется с использованием защитных газов, которые предотвращают окисление сварной зоны. В результате получается прочный и качественный сварной шов.
Миг сварка также широко используется в различных отраслях промышленности. Этот технологический процесс широко используется в обычных мастерских и на автозаправочных станциях. Этот процесс используется везде, где это возможно, поскольку он подходит для всех типов металлических изделий из различных металлов.
Так что же такое сварка MIG или MAG? Разница между этими двумя технологиями заключается в типе используемого защитного газа. Таким образом, полуавтоматическая сварка MAG/MIG — это дословный перевод «металл в инертном газе/активный газ». Этот процесс осуществляется в инертном или активном газе. Сварочный материал подается через сварочный пистолет в зону соединения.
Не забывайте! Во время сварки сварщик устанавливает напряжение дуги, которое вызывает плавление проволоки. Этот элемент представляет собой проводящий электрод и материал наполнителя.
Виды
Когда вы думаете о том, что такое сварка в газовой среде, вам следует обратить внимание на различные типы. Каждый из них обладает определенными особыми свойствами, которые могут повлиять на качество и тип получаемого сварного шва.
Существуют следующие виды сварки в газовой среде: MMA, MIG, MAG, TIG. Чтобы понять, что представляют собой эти технологии, необходимо рассмотреть их основные характеристики:
- MMA. Это ручная дуговая сварка, которая имеет сокращение РДС. Соединение элементов происходит при помощи электрода и металлического стержня, который покрыт обмазкой. Именно в ней имеются компоненты, которые поддерживают дугу, защищают сварочную зону, способствуют правильному формированию сварного соединения;
- Виды сварки MAG/MIG. Данные сварочные технологии похожи между собой, но у многих часто возникает вопрос — что такое в сварке миг/маг? Под этими обозначениями подразумевается вид используемого защитного газа — он может быть инертным и активным. Именно газ защищает раскаленную металлическую зону от окисления в результате контакта с кислородом;
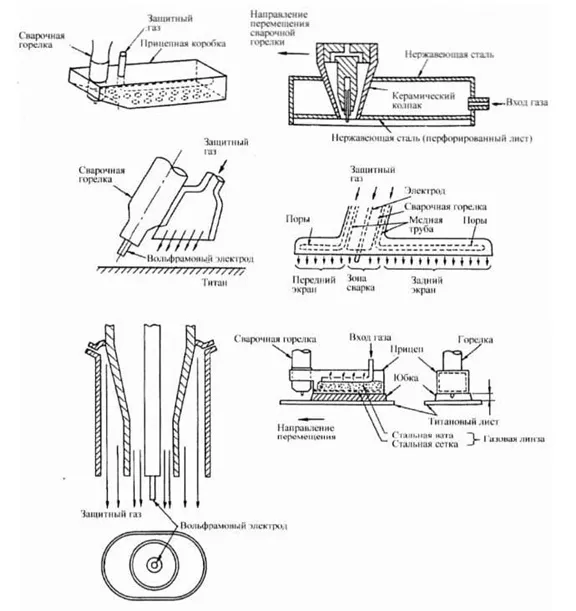
- TIG. Стоит обратить внимание на то, что TIG и MIG сварка имеют сходные свойства, обе технологии производятся в среде инертных газов. Но во время этого процесса используются неплавящиеся электроды — тонкие заточенные стержни из вольфрама. Они обладают стойкостью к высоким температурам.
Интересно! Помимо сварки MMA, MIG, MAG и TIG, существует еще один вид — сварка под флюсом. Этот процесс происходит под слоем флюса. Существует еще один вид сварки — сварка этим методом, который дает равномерный и прочный шов, способствует образованию твердой корки после охлаждения. Но это очень дорогой процесс.
Преимущества и недостатки
MAG-сварка очень популярна среди многих профессионалов и новичков.
Высокий спрос обусловлен рядом преимуществ этой технологии:
- Процесс проводится в среде защитных газов, которые защищают сварную область от окисления. Газы предотвращают проникновение воздуха в рабочую область, они отлично изолируют сварную ванну от внешнего воздействия;
- Удобная эксплуатация. Сварка в защитных газах с использованием технологии MIG-MAG предоставляет возможность работать в любом положении;
- При проведении данной сварочной технологии можно визуально прослеживать процесс сварки, формировать сварное соединение и при необходимости можно править его;
- Сварка обеспечивает отличный результат. Сварной шов имеет ровную поверхность, в его структуре не наблюдается шлак. Это позволяет сэкономить время на проведении зачистки обработанной поверхности металла;
- Этот метод обладает высокой производительностью.
Важно! Дуговая сварка в среде защитного газа обладает уникальной особенностью — она позволяет получить долговечный сварной шов без необходимости прерывать и возобновлять дугу. Использование технологии сварки в газовой среде позволяет соединять материалы таким образом.
Однако этот процесс сварки имеет некоторые недостатки. Для этого процесса требуется сварочный аппарат, который является очень громоздким. Его нельзя просто перекинуть через плечо, если только он не переносится вместе с газовым баллоном и другими принадлежностями.
Большую машину и другие принадлежности нелегко перенести с места на место. Все орудие должно быть помещено на рабочую тележку.
Расходные материалы
Кабели выбираются в зависимости от конкретных материалов, которые будут использоваться. Идея о том, что они отличаются только цветом, ошибочна. Основное отличие заключается в толщине. Критерий выбора очень прост: чем толще металл, тем больше должна быть проволока. Однако следует учитывать общие возможности полуавтоматов. Некоторые модификации рассчитаны на сечение провода 0,6-0,8 мм. Другие имеют верхний стержень диаметром 1 мм. Невозможно использовать слишком большой объектив. Также не достаточно одной только силы тока. Наконец, необходимо обратить внимание на состав проволоки; если он неизвестен, расходный материал использовать нельзя.
Одножильные провода изготавливаются из меди, стали или алюминия. В некоторых случаях используются сплавы этих металлов. Продукция с медным покрытием используется для стали, которая не содержит или содержит незначительное количество легирующих добавок.
Такие провода горят равномерно, и брызги практически отсутствуют. Сварной шов эффективно защищен от истирания и коррозии.

Алюминиевая проволока используется для сварки цветных металлов и их сплавов. Этот раствор отлично подходит для сварки изделий, контактирующих с пищевыми жидкостями и соленой водой. Порошковая проволока содержит от 15 до 40 % порошка во внутренней полости. Роль такой добавки та же, что и у электродного покрытия: повышение стабильности дуги, защита от кислорода и легирование сварных швов.
Особого внимания заслуживает активированная проволока, которая содержит от 5 до 7% добавок. В состав активированной проволоки добавляются различные соли металлов и оксиды. Кроме того, используются шлакообразующие компоненты. Это делает сварку более чистой, а металл меньше разбрызгивается. Такие стержни очень устойчивы и почти никогда не ломаются. Они используются для сварки металлов в среде углекислого газа.

При выборе сварочной проволоки следует учитывать следующее:
- точку плавления (она должна быть не выше точки плавления соединяемого металла);
- спокойный характер плавления (за счет близости состава присадки к составу обрабатываемого металла);
- чистоту;
- концентрацию вредных примесей (чем меньше, тем лучше).


В дополнение к сварочному пистолету обязательно нужны контактные наконечники. Они крепятся к резаку для подачи проволоки непосредственно в процесс металлообработки. Выбор этих аксессуаров зависит от материала наполнителя и внешнего сечения используемых стержней. Следует также обратить внимание на держатели наконечников. Без них крайне сложно соединить пантографы.
Костюм можно считать в определенной степени расходным материалом. Если вы не можете постоянно снимать и надевать обычную сварочную маску, лучше выбрать тип «хамелеон». Благодаря специальному, автоматически регулируемому фильтру, можно переходить из режима сварки в режим шлифовки (с хорошей видимостью) и обратно. Фильтрующий элемент реагирует в течение миллисекунд на возникновение сварочной дуги. Также пригодится термостойкая защитная обувь.
Оборудование
Сварочная горелка также играет важную роль. Это факел, через который пропускается поверхностный изолирующий газ и проволока. Для координации процесса можно использовать кнопку. Часто пистолет входит в базовую комплектацию сварочного полуавтомата. При покупке сварочной горелки следует обратить внимание на интенсивность использования. Стоимость этих продуктов может быть разной.

При выборе следует проявлять осторожность:
- подходящему сечению проволоки;
- допустимой силе тока;
- варианту охлаждения (чаще всего встречается отвод тепла воздухом, а водяные аппараты подойдут для интенсивной работы);
- исполнению разъема (европейский или «байонет»);
- величине шлейфа.
Сменные сопла обеспечивают чистый поток газа. Узкие сопла отлично подходят для сварки металлов в труднодоступных местах. Широкие изделия более универсальны и подходят для большинства областей применения. Что касается «мундштуков» или «шеек», то это неофициальные названия мундштуков. Эти удлинители позволяют удобнее держать пистолет и избежать чрезмерного опрокидывания пистолета.
Также стоит обратить внимание на ролики подачи проволоки. Они одинаково эффективно используются во встроенных и децентрализованных решениях. При высоком сварочном напряжении ролики постепенно изнашиваются. Материал будет скользить, поэтому удары и замедления неизбежны.
При изменении диаметра проволоки необходимо изменить контактное давление подающих роликов.


Области применения
Повышенная производительность по сравнению с традиционными методами сварки позволяет выполнять сварку более эффективно. Процесс MIG/MAG подходит для сварки тонких листов. Необходимо как можно тщательнее снижать только потребление тепла. При футеровке каналов в толстых листах этот процесс сварки обеспечивает отличную производительность. Процесс MIG/MAG также идеально подходит для сварки:
- низкоуглеродистых марок стали;
- легированных и особо легированных сталей;
- алюминия и сплавов на его основе;
- ряда иных металлов, сплавов.
Сварка может проводиться в любом помещении. Благодаря этим характеристикам процесс подходит как для крупномасштабного производства, так и для изготовления небольших деталей.

Оборудование для сварки MIG/MAG пользуется большим спросом:
- автомобильной отрасли;
- судостроении;
- вагоностроении;
- строительной отрасли.
Этот процесс сварки позволяет напрямую сваривать пару деталей без особых проблем. Однако могут возникнуть трудности при создании очень глубоких проплавлений и избежании даже небольших отклонений или газовых пор. Даже профессиональные сварщики не могут выполнять такие задачи без проблем. Следует также помнить, что сварочные аппараты MIG/MAG громоздки и стоят гораздо дороже, чем аппараты для сварки MMA.
Другой проблемой является восприимчивость газовой защиты к воздушным ударам.



Подготовка металла к сварке
Краска и ржавчина должны быть удалены с металла. Даже остатки краски после сварки влияют на качество и прочность сварного соединения. Также необходимо зачистить зону зажима подшипникового хомута.

Сварочной горелкой MIG/MAG можно управлять одной рукой, но использование двух рук облегчает управление и повышает точность и качество сварного шва. Идея заключается в том, чтобы держать факел одной рукой и поместить его на другую руку. Это позволяет легче контролировать расстояние от свариваемой поверхности, угол и правильные движения горелкой при формировании шва.
Чтобы иметь возможность работать обеими руками, необходимо использовать полноразмерную сварочную маску (желательно с автоматическим затемнением), надев ее на голову и оставив руки свободными.
Движение сварочной горелкой во время сварки
- Существует множество движений сварочной горелкой при формировании шва. Для металлов, имеющих толщину 1- 2 мм, можно применять волнисто-зигзагообразное движение, чтобы удостовериться, что электрическая дуга действует на оба свариваемых листа. Так можно получить прочный и герметичный шов. При таком движении электрическая дуга не успевает прожечь металл насквозь.
- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Скорость сварки

Скорость сварки — это скорость, с которой дуга движется вдоль сварного шва. Он управляется сварщиком.
Скорость сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и выбранному напряжению дуги, в зависимости от толщины свариваемого металла и формы шва.
Важно, чтобы была достигнута правильная скорость сварки. Очень высокие скорости могут привести к очень сильному рассеиванию расплавленного металла. Защитный газ может оставаться в быстро застывающем расплавленном металле и образовывать поры. Слишком низкая скорость сварки может привести к чрезмерному проникновению дуги в металл шва.
Скорость сварочной горелки влияет на форму и качество сварного шва. Многие опытные сварщики определяют скорость, с которой следует перемещать сварочную горелку, учитывая толщину и ширину шва при сварке.
Подключение и настройка аппарата
При генерации импульса необходимо надежное заземление. Для подключения лучше всего приобрести силовой кабель с двойной изоляцией. Оптимальная длина — до 15 метров. Меньшая длина увеличивает индуктивность. Не допускается обматывать участки провода вокруг токопроводящих элементов, так как импульсы сглаживаются за счет увеличения индуктивности.
Регулировка должна выполняться с большой осторожностью. От этого зависит качество конечного продукта. Важно убедиться, что все компоненты подключены правильно. Регулируя форму импульсной волны, можно добиться эстетичного соединения.
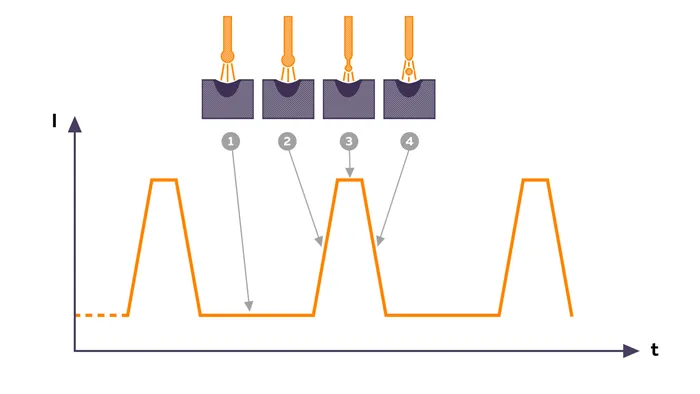
- Сила тока минимальна, но достаточна для поддержания дуги;
- Сила тока увеличивается;
- Сила тока максимальна, оксидная пленка разрушается, капля отрывается от электрода;
- Сила тока падает. Сварочная ванна остывает.
Настройка формы волны
Имеется только четыре формы волны:
- классическая синусоида формирует мягкую, широкую, умеренно шумную эдектродугу с неглубоким проваром большой площади;
- прямоугольная кривая обеспечивает стабильное горение, характеризуется глубоким проплавлением даже при быстрой проходке;
- скругленная прямоугольная позволяет контролировать размер ванных расплава, формирует гладкую, слегка пологую дугу, актуальна при работе с тонкостенными полуфабрикатами;
- треугольная – самая эффективная, уменьшает степень деформации сварочного шва за счет минимального нагрева при электротоковой пиковой нагрузке.
Форма волны настраивается в соответствии с инструкциями, прилагаемыми к каждому полуавтомату. В некоторых моделях есть возможность регулировки кривой. Можно регулировать амперную характеристику в зависимости от характеристик наполнительного стержня и конкретных условий.
Твердотельный источник питания способен генерировать волну с определенной геометрией. Также можно регулировать динамику высоты и амплитуды волны. При таком подходе улучшается качество валиков шва и получаются однородные швы без искажений в зоне термического воздействия. Процесс образования капель также оптимизирован, а благодаря уменьшению длины вала достигается оптимальное смачивание при переносе металла.
Машины с регулировкой кривой мощности оснащены предустановками. Сварщик может контролировать скорость нарастания и спада электрической волны, а также продолжительность наконечника для достижения желаемой геометрии волны.

Другие рекомендации
Трудности возникают при термоскреплении тонкостенного металлопроката постоянным током с обратной полярностью. В этом случае электрод подключается к положительному полюсу, а отрицательный полюс подключается к земле. Обратная полярность смещает зону максимального нагрева к краю проволоки, проволока плавится быстрее, и образование капель увеличивается. Соединяемые детали нагреваются гораздо медленнее.

Настройка импульсного режима ограничена в каждом случае. Это полностью зависит от навыков сварщика. В современных моделях инверторов обеспечивается синергия — взаимозависимость важнейших параметров, их взаимное влияние. Все параметры токовой характеристики автоматически корректируются при изменении напряжения или тока. Профессионалы предпочитают использовать ручные настройки. Опытные сварщики регулируют настройки во время работы в зависимости от типа свариваемого металла и формы полуфабриката:
- Частоту или динамическое изменение импульса, добиваются переноса оптимального количество капель расплава за единицу времени. Повышая частотность, увеличивают частоту каплеобразования, скорость сварки. Шовные валики получаются объемными.
- Высоту дуги. Меняя расстояние от кончика присадочной проволоки до ванны расплава, оптимизируют металлоперенос соответственно скоростному режиму. При высокочастотной импульсной технологии длина дуги увеличивается, при снижении частотности – сокращается.
Правильная настройка позволяет соединять высококачественные детали, избегая неподготовленности и других ошибок. Можно добиться красивой формы шва.
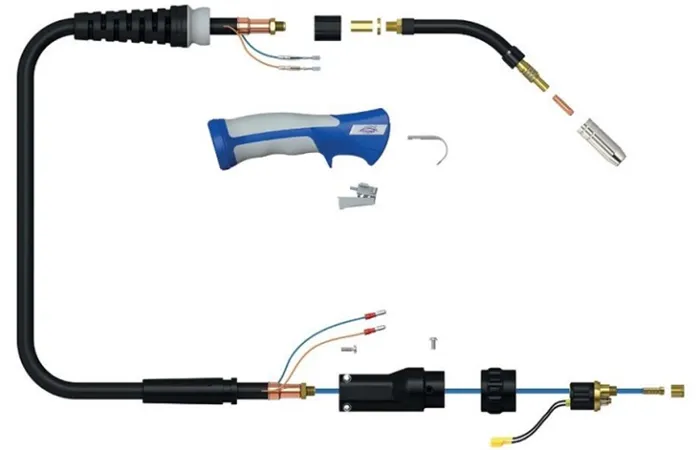
Оборудование и комплектующие
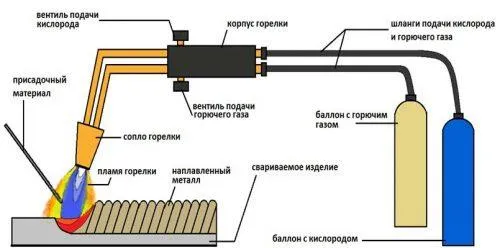
Поэтому для работы нам нужен стандартный полуавтомат. Сварочное оборудование состоит из полуавтомата, трансформатора (который вырабатывает электричество), газа (к баллону должен быть подключен редуктор для регулирования давления), различных труб и кабелей, газовой горелки с дополнительной системой подачи заправочного кабеля и механизма подачи.

Сварка MIG — это, по сути, то же самое, что и сварка в газовой среде порошковым электродом. Вместо электрода используется только порошковая проволока. Проволока обычно изготавливается из алюминия. Рекомендуется выбирать проволоку из того же материала, что и свариваемый материал.
Проволока наматывается на барабан и автоматически подается в зону сварки. Скорость подачи зависит от диаметра проволоки и установленной силы тока. Все, что вам нужно сделать, это направить горелку на область сварки и нажать кнопку.
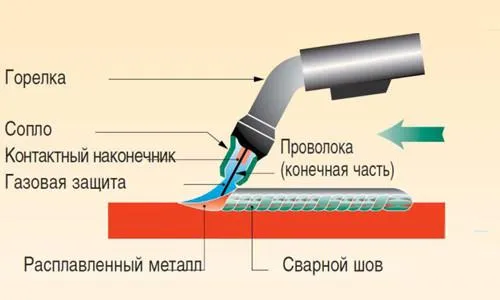
Проволока начинает подаваться в зону сварки, как только зажигается дуга. В то же время газ начинает поступать в сварочную ванну, предотвращая окисление металла и образование дефектов. Чтобы провести аналогию с другими сварочными процессами, в данном случае газ представляет собой покрытый электрод, как и при обычной сварке ММА. Только здесь газ подается извне, тогда как при сварке ММА он образуется при плавлении электрода.
Достоинства и недостатки
Сварочные аппараты MIG часто критикуют за то, что они слишком громоздкие. Вы не просто вешаете его на плечо, и вам не нужно носить с собой огромный газовый баллон и другие аксессуары. Быстро переехать с одного места на другое можно только в том случае, если все оборудование упаковать на специальную тележку.
Тем не менее, существует множество преимуществ миг-сварки, которые перевешивают недостатки. Например, при работе нет опасных испарений, дугу довольно легко зажечь (преимущество, которое оценят даже новички), проволока используется очень экономно, и вы можете сваривать практически любой металл любой толщины.
Технология сварки
Установите напряжение не более 30 В. Напряжение от 18 до 30 В является оптимальным и должно выбираться индивидуально в зависимости от сварочного аппарата. Также обратите внимание, что в большинстве случаев сварочный полуавтомат не имеет функции ручной регулировки скорости подачи проволоки. Это не является неисправностью или дефектом, это необходимо для стабилизации дуги.

Для профессионалов может стать проблемой тот факт, что скорость подачи проволоки нельзя регулировать вручную, но, поверьте, это очень удобно. Механизм подачи является сложным и технологически совершенным. Он освобождает сварщика от ненужных манипуляций и позволяет ему сосредоточиться на работе.
Например, механизм подачи проволоки полуавтоматического сварочного аппарата MIG/MAG распознает, когда необходимо замедлить подачу проволоки или ускорить ее для создания более стабильной дуги. Механизм также защищает проволоку от расплавления в резаке. Благодаря этому механизму проволока не застревает в резаке или в петле во время первой подачи. Благодаря механизму автоматической подачи можно также выполнять импульсную сварку.
В большинстве случаев сварка MAG/MIG выполняется при обратной полярности и постоянном токе, так как эти параметры являются наилучшими. Но если у вас достаточно опыта и вы готовы экспериментировать, вы можете установить постоянную полярность и переменный ток.
Даже более или менее совершенные автоматы имеют различные режимы работы. Давайте проанализируем их более подробно:
- Режим «Short Arc». Подходит для работы с тонкими металлами, когда используется ток менее 200 ампер.
- Режим «Spray Arc». Это наиболее универсальный режим, используется при работе с проволокой диаметров более 1 миллиметра.
- Режим «Pulse Arc». Используется при работе с проволокой, имеющей большой диаметр. Идеально подходит для сварки стали и алюминия.
- Режим «Pulse on Pulse Arc». Подходит для создания исключительно эстетичных швов.
Сварка MIG/MAG: отличия и особенности методов
Сварка MIG-MAG была изобретена в 1950-х годах, и ее основные принципы успешно используются и сегодня. Когда мы говорим о полуавтоматической сварке, мы почти всегда имеем в виду процессы MIG и MAG. Этот процесс сварки универсален, прост в обращении и гарантирует высококачественные результаты. Полное и правильное название этого вида сварки — GMAW — газовая дуговая сварка металлов, т.е. дуговая сварка металлов в защитной среде. Среди профессионалов, любителей и производителей оборудования этот вид сварки чаще всего называют сваркой:
- MIG (Metal Inert Gas) – здесь средой-изолятором выступает инертный газ: аргон или гелий.
- MAG (Metal Activ Gas) – процесс происходит с применением активного газа: углекислый газ или азот и т.д.
В нашей статье мы рассмотрим различные методы полуавтоматической сварки:
- MIG-сварка
- MAG-сварка
- Режим сварки MAG-методом в среде двуокиси углерода
- Полуавтоматы для сварки MIG-MAG
- Преимущества полуавтоматического оборудования для MIG-MAG сварки
- Соотношение тока и диаметра проволоки при сварке различных металлов
- Устройство автоподачи проволоки в аппаратах MIG/MAG
- Режимы работы полуавтоматов MIG-MAG
- Проволока для аппаратов-полуавтоматов MIG/MAG
MIG-сварка
Сварка металлов плавлением может осуществляться различными способами, но все они имеют одну общую черту: использование электрической дуги (единственное исключение — газовая сварка). Благодаря относительной простоте процесса, полуавтоматическую сварку могут использовать новички, а профессионалы могут работать с металлами различной толщины, независимо от сложности конфигурации детали.
Техническая сущность сварки плавлением заключается в том, что работы ведутся в среде инертного газа, что исключает нежелательные химические реакции в расплавленном металле. Сварщики MIG работают с гелием, аргоном или другими инертными газами. С помощью этого метода можно сваривать не только сталь различных марок, но и обрабатывать сложные алюминиевые, титановые, магниевые и никелевые сплавы.
MAG-сварка
Второй тип полуавтоматической сварки металлов — это MAG-сварка, которая выполняется в атмосфере активного газа, например, углекислого газа. Принцип сварки идентичен процессу MIG, но в баллон закачивается углекислый газ, который дешевле инертного газа. Этот процесс сварки имеет определенные ограничения. MAG-сварка подходит только для легированных и низколегированных сталей. MAG-сварка не уступает MIG-сварке по простоте использования и гибкости.
Профессиональные сварщики MIG/MAG часто работают с обоими методами сварки — углекислым газом и защитным газом. С помощью этого сварочного аппарата сварщик может регулировать силу тока и работать с проволокой любого диаметра. Наиболее распространенный диаметр проволоки составляет 0,5-4,0 мм, но выбор в каждом конкретном случае зависит от толщины металла и его химических свойств.
Режим сварки MAG-методом в среде двуокиси углерода
| Толщина свариваемой кромки, мм | 6.0-8.0 | 4.0-5.0 | 3.0 | 2.0-2.5 | 1.5-2.0 | 1.5 |
| Диаметр электрода, мм | 1.2-1.6 | 1.2-1.6 | 1.2-1.4 | 1.0-1.2 | 1.0-1.2 | 0.8-1.0 |
| Фактическая мощность, A | 200-300 | 200-300 | 200-300 | 130-170 | 130-150 | 95-125 |
| Расход активного газа, литров в минуту. | 12-18 | 11-16 | 8-12 | 6-7 | 6-7 | 6-7 |
| Скорость подачи проволоки, м/ч | 500-700 | 500-700 | 350-500 | 150-250 | 150-220 | 150-220 |
| Длина открытого кабеля, мм | 10-20 | 10-20 | 10-13 | 10-13 | 10-13 | 6-10 |
В зависимости от модели полуавтомата сварка производится на холостом ходу при напряжении 19-30 В. Подавляющее большинство полупрофессиональных и бытовых полуавтоматов не имеют возможности регулировки скорости тока и рабочего напряжения. Такой подход обеспечивает автоматическую стабилизацию дуги (автоматическую коррекцию).
Полуавтоматы для сварки MIG-MAG

Все полуавтоматические сварочные аппараты MIG-MAG, представленные сегодня на рынке, состоят из нескольких частей:
- Генератор тока – инвертор или трансформатор.
- Газовый баллон, оснащенный редуктором.
- Кабели, шланги.
- Горелка, включающая систему подачи проволоки.
- Механизм, подающий проволоку.
Плавящийся электрод — это специальная проволока (алюминиевая или стальная, иногда из других материалов), которая наматывается на поршень и автоматически подается в зону сварки. Скорость подачи специальной проволоки пропорциональна ее диаметру и рабочему току. Сварщик направляет горелку в зону сварки и нажимает кнопку. Когда образуется дуга, электродвигатель подает алюминиевую или стальную проволоку в шов. В то же время газ под давлением вдувается в сварочную ванну и предотвращает попадание атмосферных газов в нагретый металл, тем самым предотвращая процесс окисления свариваемых деталей. В этом случае защитный газ берет на себя функцию покрытия электрода, используемого при обычной сварке ММА. Основное отличие заключается в том, что защитная атмосфера создается не за счет горения покрытия электрода, а подается извне.