Перед тем, как начинать сварку алюминия, следует провести комплекс мероприятий по подготовке поверхности материала и настройке сварочного оборудования.
Сварка алюминия полуавтоматом — особенности, технология
Полуавтоматическая сварка алюминия с использованием метода MIG/MAG в среде защитных газов представляет собой один из эффективных способов обработки цветных металлов. Этот процесс требует применения специальной присадочной сварочной проволоки, которая обеспечивает прочное соединение. Основной целью применения инертного газа, чаще всего смеси или чистого аргона, является защита сварочного шва от контакта с кислородом, что предотвращает его окисление. В этом процессе сварщик управляет горелкой вручную, при этом автоматически подается как присадочный материал, так и защитный газ с определенной скоростью и давлением, установленными заранее.
Проведение полуавтоматической сварки алюминиевых изделий без применения защитного газа строго не рекомендуется по следующим причинам:
- существенно увеличивается разбрызгивание расплавленного металла;
- сложности с отделением застывшего шлака, что может ухудшить качество шва;
- снижается прочность сварного шва, что увеличивает риск возникновения дефектов;
- возникает повышенная пористость шва, что делает его более уязвимым к механическим повреждениям.
Сварка алюминия имеет ряд особенностей, отличающих её от сварки обыкновенной стали, основным из которых является высокая теплопроводность алюминия. В связи с этим обычно рекомендуется предварительно прогревать заготовки и увеличивать скорость подачи присадочного материала, что позволяет достичь лучшего результата. В своей практике полуавтоматическую сварку алюминия часто используют в различных отраслях, таких как судоремонт, строительство, авиастроение, пищевая и химическая промышленность, а также в мастерских и сервисных центрах.
Для качественного выполнения сварки алюминия методом MIG/MAG необходимо иметь:
- профессиональное оборудование и соответствующие расходные материалы;
- высококачественную присадочную проволоку;
- высокую квалификацию сварщика, способного качественно выполнять сварочные работы;
- чистый инертный газ или его качественную смесь.
Только при наличии всех указанных факторов возможно достичь высокого качества сварного соединения алюминиевых заготовок с использованием метода MIG/MAG.

Отличительные особенности сварки MIG/MAG от TIG
Алюминий относится к цветным металлам, которые имеют высокую температуру плавления, что обусловлено наличием на нем тугоплавкой оксидной пленки. Одной из характерных особенностей алюминиевых изделий является то, что они не меняют цвет при нагревании.
Процессы сварки алюминия MIG/MAG и TIG имеют ряд важных отличий:
- При сварке полуавтоматом используется присадочная плавящаяся проволока. В отличие от этого, в аргонодуговой сварке применяются присадочные электроды в форме прутков.
- В полуавтоматическом процессе сварочная дуга образуется между сварочной проволокой и свариваемым металлом, тогда как в TIG-сварке дуга образуется между вольфрамовым электродом и металлом.
- Полуавтоматическая сварка MIG/MAG демонстрирует большую производительность по сравнению с ручной TIG-сваркой, что делает её более подходящей для массового производства.
- Метод MIG/MAG легче освоить начинающим сварщикам по сравнению с аргонодуговой сваркой TIG, что является важным фактором для обучения.
- Режим Double pulse (Двойной пульс) в полуавтомате позволяет осуществлять сварку с наложением различных величин тока на импульсный ток дуги, что обеспечивает более точный контроль за процессом сварки и предотвращает появление наплывов и подтеков.
- Сварка алюминия методом TIG значительно медленнее, чем сварка полуавтоматом, что может быть критично при большом объеме работы.
- Технология TIG обеспечивает более прочное сварочное соединение, что делает её предпочтительной для ответственных участков, таких как трубопроводы высокого давления и конструкции, требующие высокой прочности соединений.
Современные полуавтоматы обладают возможностями работы в различных режимах, включая классический, импульсный и двойной импульс. Наличие таких функций позволяет существенно улучшить качество сварки алюминия, быстро преодолевая оксидную пленку на поверхности заготовок. Например, при использовании импульсного режима каждая капля присадочного материала втыкается в металл, обеспечивая высокую прочность и однородность структуры сварного шва.
Отличия сварки полуавтоматом от аргонодуговой
Сравнение полуавтоматической сварки алюминия с аргонодуговой технологией reveals несколько ключевых отличий. Основное различие между этими двумя способами заключается в виде используемых электродов:
- В полуавтоматическом процессе используется алюминиевая проволока в качестве присадочного материала, тогда как в аргонодуговой сварке применяется вольфрамовый электрод, а присадочный металл подается в виде прутка.
- Аргонодуговой метод чаще всего используется в ручной сварке.
- TIG-сварка предназначена для создания неразъемных соединений на критических участках благодаря высокой точности формирования сварочного шва.
- Необходимость использования специальных компонентов и расходных материалов для TIG-сварки обычно приводит к более высоким затратам и требует значительно больше времени на выполнение сварных работ.
Сварочные аппараты для полуавтоматической сварки алюминиевых сплавов обычно обладают не только стандартными функциями, но и способностью работать в импульсном режиме, что улучшает как внешний вид шва, так и качество соединения. Мощные электрические импульсы обеспечивают мгновенное преодоление оксидной пленки между соединяемыми металлическими деталями.
Каждый импульс тока помогает быструю и значимую индукцию капель расплавленного металла в сварочном процессе. При применении импульсного режима перенос металла от электрода контролируется, что позволяет значительно улучшить качественные характеристики сварного соединения, минимизируя разбрызгивание алюминия.
Преимущества механизированной сварки плавящимся электродом в среде защитного газа
Правильно организованный процесс сварки алюминия полуавтоматом предоставляет множество преимуществ:
- Высокую производительность. В сравнении с аргонодуговой сваркой процесс MIG происходит в три раза быстрее, что значительно увеличивает объем работ.
- Удобство применения. Полуавтоматическая сварка значительно проще, чем аргонодуговой метод, что позволяет даже начинающим сварщикам быстро обучиться базовым навыкам. Поэтому выполнение сварных соединений деталей из алюминия в домашних условиях становится распространенной практикой среди любителей.
- Иммерсионный режим в полуавтомате улучшает качество выполнения сварного шва и повышает точность геометрических размеров, что минимизирует потери проволоки и разбрызгивание.
Особенности и преимущества сварки алюминия полуавтоматом
Сварка алюминия полуавтоматом имеет четкие преимущества, а также определенные особенности. К числу этих особенностей относятся:

- Высокая производительность. Скорость сварки увеличивается в три раза по сравнению с аргонодуговым методом.
- Простота. Этот метод удобен в освоении и позволяет даже новичкам легко научиться выполнять сварку, что делает его доступным для широкой аудитории.
- Ключевая роль импульсного режима в полуавтомате. Этот режим значительно повышает эффективность сварочных работ и качество получаемого шва.
- Для качественной сварки необходимо использовать высококачественную сварочную проволоку (присадку). Низкокачественная проволока может негативно отразиться на стабильности процесса сварки.
- Для сварки алюминия чаще всего рекомендуется выставлять подачу проволоки на 15-20% выше, чем это делается для одинаковой толщины черного металла (стали), и примерно на 30% больше напряжения, что также необходимо учитывать при настройках.
Требования к оборудованию и расходным материалам
Чтобы полностью разобраться в вопросе: можно ли полуавтоматом варить алюминий?, нужно четко понять дополнительные требования, которые выставляются к использованию оборудования и расходным материалам:

- Сварочный ток должен иметь обратную полярность, так как именно при этом оксидная пленка на алюминии разрушится, что критично для качественной сварки.
- Устройство подачи проволоки должно быть оснащено четырьмя роликами, поскольку мягкий алюминий подвержен смятию, когда возникает сопротивление в процессе подачи. Ролики должны иметь U-образную форму, быть гладкими и без насечек. На изображении справа такой ролик хоть и правильной формы, но с насечками — такой не подойдет для работы с алюминием.
- Диаметр проволоки должен быть менее диаметра наконечника, так как алюминий при нагреве значительно расширяется больше, чем сталь. Для сварки рекомендуется использовать проволоку марки AlMg5 или её аналоги.
- Оптимально использовать чистый аргон в качестве инертного газа, так как это позволяет достичь максимального качества сварного шва.
- Сварочная горелка должна быть оснащена тефлоновым рукавом, что снижает трение алюминиевой проволоки и позволяет избежать возможных проблем с её подачей.
- Сварку MIG-MAG алюминиевых сплавов следует проводить на деталях с толщиной более 3 мм, желательно использовать формирующую подкладку с канавкой для достижения более качественного соединения.
Какой полуавтомат выбрать для сварки алюминия?
Если учитывать все особенности алюминия, то выбор аппарата для его сварки должен осуществляться с особой осторожностью. При выборе инвертора стоит обратить внимание на следующие аспекты:
- Наличие импульсного режима. Удобство и необходимость этого режима уже были обсуждены ранее. Альтернативой может стать устройство, работающéi на постоянном и переменном токе (AC/DC). В этом случае полярность будет сменяться автоматически, что обеспечит разрушение оксидной пленки и быстрый перенос капель в момент достижения максимальной температуры на электроде.
- Наличие четырех роликов в подающем механизме не является обязательным, но будет полезным. Такое число направляющих обеспечит максимально плавный процесс подачи материала к месту сварки. Важно удостовериться, что канавка на них выполнена в форме U и поверхность гладкая, без насечек.
- Входящее напряжение зависит от условий эксплуатации аппарата. Для гаража подойдет полуавтомат для сварки алюминия на 220 В, в то время как для производственной среды предпочтителен вариант на 380 В.
- Максимальная сила тока. Выбор должен основываться на толщине заготовок, которые вы собираетесь сваривать. Для заготовок толщиной до 5 мм достаточно 200 А, тогда как для более толстых деталей потребуется 300 А и более.
- Тип охлаждения. На малых токах достаточно воздушного охлаждения, но для сварки на 300–400 А потребуется горелка с водяным охлаждением для предотвращения перегрева.
Какие расходники нужны для сварки алюминия полуавтоматом
Для успешного выполнения сварочных работ вам понадобится не только подходящий сварочный аппарат, но и дополнительные материалы и принадлежности. Прежде всего, важно выбрать правильную проволоку. Мы предлагаем своим клиентам присадку двух марок: 4043 и 5356, каждая из которых имеет свои особенности и должна подбираться в зависимости от условий выполнения работ.
Для подачи алюминиевой проволоки используются специальные тефлоновые каналы. Их внутренняя гладкая поверхность намного лучше, чем у стальных аналогов, благодаря чему присадочный материал не прилипает и не застревает в процессе подачи.
Некоторое время назад специалисты выбирали для работы с алюминием наконечники с увеличенными размерами отверстий, то есть для проволоки диаметром 1 мм использовались наконечники диаметром 1,2 мм. На сегодняшний день такая необходимость отпала, так как появились специальные расходные материалы, адаптированные для работы с алюминием.
Как правильно настроить полуавтомат для сварки алюминия
Вопрос настройки сварочного полуавтомата достаточно прост. Для устройств, работающих в импульсном режиме начальный ток должен быть примерно на 40% ниже, чем импульсный. Для инверторов с синергетическим управлением достаточно указать тип металла, толщину проволоки и тип газа, а остальные настройки аппарат выполнит автоматически.
Если ваш аппарат не поддерживает функции Synergy, воспользуйтесь следующей таблицей для настройки:
Толщина металла:
Диаметр проволоки:
Подготовка полуавтомата и его оснастки
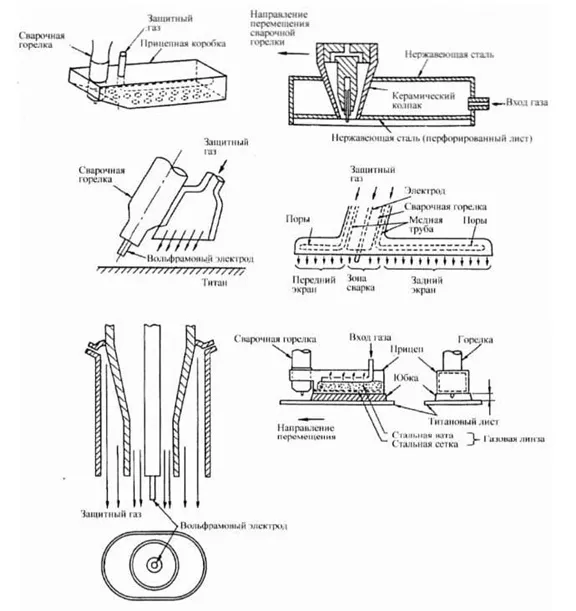
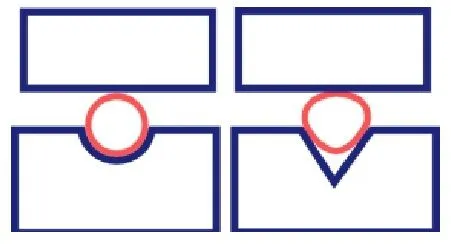
После подготовки поверхности алюминия, перед сваркой необходимо уделить внимание правильной настройке и комплектации сварочного полуавтомата. Для сварки алюминия вместо углекислоты следует использовать инертные газы, такие как аргон (Ar), гелий (He) или их смеси. Выбор газов и пропорций в смеси будет определять характеристики шва и глубину проплавления (см. рис. 1).
 |
 |
 |
| Рисунок 1 | ||
Для подготовки полуавтомата необходимо осуществить настройку и замену определенных комплектующих:
— Настройка механизма подачи. В идеале механизм подачи должен содержать 4 ролика с U-образной канавкой без насечек (см. рис. 2), чтобы предотвратить смятие проволоки в процессе подачи.
 |
 |
| Рисунок 2 | |
— Вместо стандартного канала для подачи проволоки рекомендуется использовать тефлоновый (см. рис. 3), чтобы снизить коэффициент трения. Тефлоновый канал должен плотно прижиматься к роликам для обеспечения более стабильной подачи проволоки. Рекомендуется использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (смотреть рис. 4) для улучшения токоподачи и увеличения срока службы устройства.
 |
 |
| Рисунок 3 | Рисунок 4 |
— Рекомендуется использовать горелку с длиной кабеля не более 3 метров. В случае планирования сварки с использованием длинных кабелей или применения очень тонкой и мягкой проволоки, рекомендуется использование специальных горелок типа Push Pull (см. рис. 5) или Spool Gun (см. рис. 6).
 |
|
| Рисунок 5 | Рисунок 6 |
— В связи с более высоким коэффициентом теплового расширения алюминия требуется использование наконечника с диаметром, превышающим диаметр проволоки на один размер (см. рис. 7).
Техника сварки алюминия
Сварка алюминия полуавтоматом требует не только подготовки оборудования, но и соответствующей подготовки сварщика, так как техника сварки алюминия содержит свои специфические особенности:
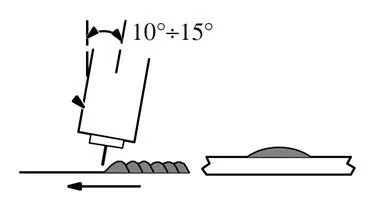
При выполнении сварки алюминия полуавтоматом необходимо держать угол электрода от нормали в диапазоне 10-15 градусов вперед. Это обеспечивает необходимую защиту сварного шва от воздействия окружающей среды (см. рис. 8).
При сварке вертикальных швов предпочтительным способом является сварка в восходящем направлении, что обеспечивает лучшую защиту газом.
Важно тщательно контролировать температурный режим алюминия, так как при перегреве чистого алюминия существует риск вытекания расплавленного металла, а при перегреве сплавов алюминия (например, АМг) может произойти закалка сварного шва. Для предотвращения вытекания шва рекомендуется выполнять V-образную разделку на обратной стороне детали. В случае недостаточного тепловложения и недостаточного удаления оксидной пленки возможно образование пористости, что также является нежелательным явлением для качества сварного шва.