Для электросварки он поставляется в виде смеси с углекислым газом или тройной смеси с углекислым газом и аргоном. Это способствует увеличению тепла, которое накапливается на поверхности материала, так что форма пробоя не клиновидная, а имеет форму «гвоздя со шляпкой». Добавление кислорода улучшает каплеобразование. Подходит для сварки тонких черных металлов.
Как выбрать сварочный газ
Газы занимают особое место среди сварочных материалов. Они зависят от качества сварки и выполнения работ. При нагревании многие металлы активно взаимодействуют с воздухом и содержащейся в нем влагой. Это приводит к снижению прочности получаемого соединения. В сварном шве образуются поры и трещины, а коррозионная стойкость снижается.
Сварочные газы выполняют защитную функцию. Они окружают горячую рабочую зону и очищают воздух от нежелательных примесей и частиц воды. Кроме того, газовое облако помогает улучшить свойства дуги и увеличить проникновение металла.
Виды сварочных газов
- аргон;
- гелий;
- азот;
- углекислый газ;
- водород;
- кислород.
Существует два типа защитных газов — инертные (гелий и аргон) и активные (кислород, водород и углекислый газ). Активные газы не вступают в реакцию с материалом. Они используются при сварке металлов и сплавов, которые склонны вступать в реакцию с компонентами воздуха при повышении температуры. К ним относятся титан, магний, алюминий и т.д. и их сплавы. Последние, с другой стороны, реагируют со свариваемым материалом и могут растворяться в нем.
Отдельно можно выделить азот. Обычно его называют активным, но он также может использоваться в качестве защитного газа для сварки меди и ее сплавов.

Чистые (основные) сварочные газы
Сначала поговорим о чистых газах, используемых для сварки.
Аргон. Чаще всего он используется для сварки черных металлов, нержавеющей стали (при использовании аргонодугового процесса TIG) и цветных металлов (при использовании процесса MIG). Он обладает инертными свойствами и подходит для сварки тугоплавких металлов. Низкая теплопроводность обеспечивает концентрацию тепла внутри дуги, что улучшает формирование столба дуги. Сварной шов плотный и глубокий. Сварочный газ аргон является взрывоопасным. Для хранения используются баллоны, окрашенные в серый цвет с зеленой маркировкой. Солнце. Используется для сварки химически чистых или химически активных цветных металлов, алюминиевых и магниевых сплавов в процессе TIG. Он часто используется в качестве добавки к аргону. Он производит широкий сварной шов с хорошим индексом смачивания кромок и большой глубиной проплавления. Он является хорошим теплопроводником и имеет высокий потенциал ионизации. Гелий легче воздуха, поэтому его можно использовать для подвесных соединений. Он может быть разлит в коричневые бутылки и имеет белый цветовой код. Углекислый газ. Уникально то, что его можно использовать в чистом виде, без добавления других инертных газов. Он используется как для полуавтоматической сварки (MAG на короткой дуге), так и для ручной дуговой сварки порошковыми электродами. Углекислый газ используется для сварки стали. Толстостенные металлы могут быть соединены благодаря глубокому проникновению. Еще одним преимуществом C0₂ является его низкая стоимость. Недостатками являются нестабильность дуги и высокое рассеяние. Углекислый газ используется в черных баллонах с желтой маркировкой.

Влияние на процесс
Газы для полуавтоматической сварки предназначены для защиты зоны плавления от внешних воздействий. Они также оказывают положительное влияние на чистоту сварного шва за счет снижения содержания шлака и возможности образования трещин вследствие увеличения скорости проплавления и глубины проплавления.
Использование всех сварочных проволок, кроме самозащитных, требует применения защитного газа. Полуавтоматическая машина — это оборудование опытных профессионалов. Используется для тонких соединительных работ цветных и черных металлов, для кузовного ремонта и для промышленного соединения тонкостенных деталей. Ниже рассматривается тип газа, необходимый для сварки полуавтоматом.
Иногда новичку трудно решить, какой баллон нужен для полуавтомата, не говоря уже о газовой смеси. Опытные эксперты рекомендуют обращать внимание на предельную температуру и количество тепла, выделяемого при сгорании газа. Сравнительные характеристики сварочных газов находятся в свободном доступе.
Если вы покупаете газ для длительного хранения, мы рекомендуем выбирать готовые промышленные смеси. Не пытайтесь синтезировать газ самостоятельно — это небезопасно!
При сварке в газовой среде необходимо соблюдать следующие особенности:
- Параметры работ. Подбираются индивидуально для каждой конкретной ситуации. Получить качественное соединение возможно только при условии грамотного сочетания следующих параметров: мощность, тип проволоки, скорость подачи, расход газа.
- Температурный режим. Рабочая плоскость металла нагревается и охлаждается длительный промежуток времени. При соединении некоторых типов поверхности, например, стальных или медных, возможно регулировать температурный режим, путем изменения угла наклона дуги.
- Выбор газа. Существует два способа выполнения работ. В первом случае необходимо использовать углекислоту без добавления каких-либо примесей. Второй вариант – применения различных смесей на базе аргона или других инертных элементов.
- Характер работ. Основное предназначение баллонов – стационарная работа в условиях мастерской. Использование резервуаров с высоким давлением на открытой местности сопряжено с определенными неудобствами.
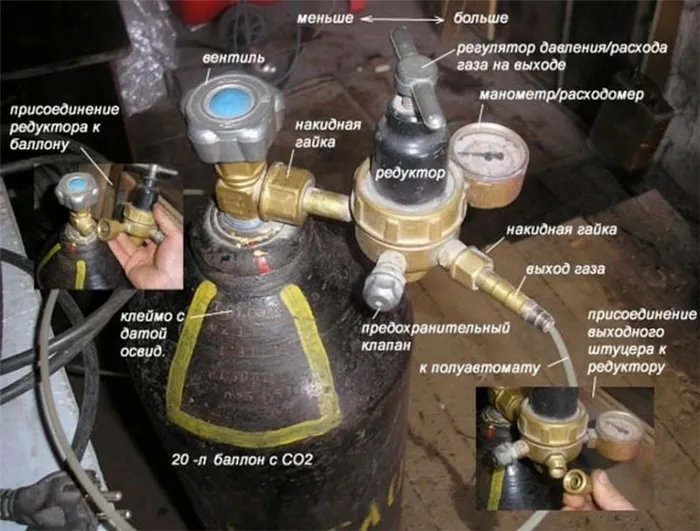
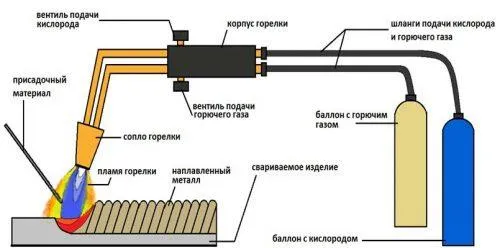
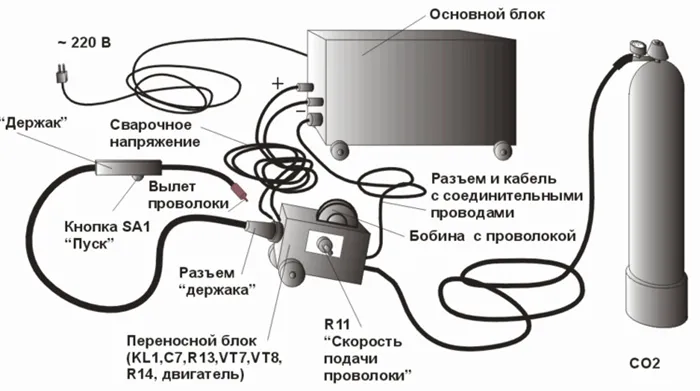
Схема подключения баллона с углекислым газом к газовой сети.
Технология использования углекислого газа не имеет существенных отличий от других газовых смесей. Самое главное — это соблюдение технических требований.
Преимущества
Независимо от типа газовой смеси, ее применение имеет множество преимуществ:
- Качество соединения. Физические свойства шва гораздо выше, по сравнению с использованием автоматического режима. Малое количество брызг в процессе соединения.
- Производительность труда. Эффективность работы повышается благодаря сокращению времени нагрева металла, что в конечном итоге сокращает трудозатраты.
- Стабильная дуга. Существенно облегчает работу. Дополнительным преимуществом является практически полное отсутствие дыма.
Для автомобильного ремонта
С появлением полуавтоматических бытовых машин практически любая мастерская, подключенная к сети, могла выполнять кузовной ремонт. Сварка в углекислом газе имеет следующие преимущества:
- Технологическая простота – основы работы с полуавтоматом доступны пониманию широкому кругу лиц;
- Низкая цена углекислоту оказывает положительное воздействие на себестоимость работ;
- Низкая зона температурного воздействия сваривать изделия практически любой толщины;
- Благодаря ограниченному температурному воздействию краска вокруг шва практически не выгорает, что позволяет экономить время и средства на финишной обработке;
- Соединяемые элементы не требуют подгонки.
Выбираем сварочный защитный газ
Этот газ широко используется при сварке. В некоторых случаях это топливо, используемое для горения факела и плавления металла. В других случаях он предотвращает контакт уже расплавленного металла с внешней средой. В этих случаях он играет защитную роль. В этой статье мы рассмотрим, какие существуют типы защитных газов и для каких металлов они подходят для сварки.

В твердом состоянии металлы подвергаются медленным химическим реакциям. Окисление нелегированной стали кислородом в воздухе и воде может длиться годами. Поэтому ржавчина появляется в виде небольшого пятна на поверхности, затем разрастается и только спустя годы возникает коррозия от края до края.
Когда металл плавится, он открыт для бурных химических реакций. Например, многие стали содержат углерод в своем составе. Это вещество, которое вступает в реакцию с кислородом в воздухе. Если для создания сварочной ванны используется дуга, но она никак не защищена, молекулы углерода будут притягиваться к молекулам кислорода и вырываться из расплавленного металла. Когда ванна застывает, вся ее поверхность полна пор. Речь идет не о тугоподвижности и прочности сустава.
Защитный газ изолирует расплавленный металл от внешней среды во время сварки. В результате:
Защитный газ также охлаждает сварной шов после сварки. Если остановить смесь, как только погаснет дуга, не полностью застывший металл вступает в реакцию с кислородом и образуется кратер. Такое место при замыкании кольца водопроводной трубы вызывает утечку. Последующий поток газа позволяет шву остывать быстрее, оставаясь защищенным, и сварщик может быстрее переходить к следующей работе.
В каких видах сварки применяются защитные газы
Защитные газы используются при двух видах сварки:
Защитные сварочные газы бывают в виде инертных и активных газов. Они выпускаются в виде инертных и активных газов в инертной и активной формах. Возможна комбинация различных или смешанных реактивов.
Инертные
Инертные — относятся к VIII группе периодической системы Д. Менделеева. Они ведут себя нейтрально по отношению к большинству других химических веществ, поэтому они пассивны при контакте с расплавленным металлом. Газ не вступает в какую-либо реакцию с водородом, что означает, что сварочная ванна не закипает. Это происходит потому, что молекулы газа насыщены электронами, которые отталкивают молекулы других веществ и не дают им соединиться.
Инертные газы обозначаются буквой «I» в названии сварного шва, что означает инертный. Их можно найти в аббревиатурах MIG (Metal Inert Gas) и TIG (Tungsten Inert Gas). Примерами инертных газов являются аргон и гелий.
Активные
Инертные газы могут вступать в реакцию с расплавленным металлом и изолировать его от внешней среды. Они могут растворяться в сварочной ванне. В зависимости от своих свойств активные газы делятся на окисляющие (углекислый газ), восстанавливающие (водород) и селективно активные. Последние реагируют только с определенными металлами и остаются нейтральными по отношению к другим. Азот, например, активен только в отношении алюминия и железных сталей.
Смешанные
Некоторые виды активных и пассивных газов смешиваются, что улучшает защиту сварочной ванны и облегчает нанесение сварного шва. Такие смеси называются и рекламируются как MIX:
Одним из наиболее распространенных примеров такой смеси является 80% аргона и 20% углекислого газа. Иногда это 75/25 %. Используется для полуавтоматической сварки черных металлов.
Другие смеси состоят только из инертных газов. Аргон и гелий смешиваются (40/60% или 35/65%), что еще лучше защищает сварочную ванну. Эта смесь способствует отводу тепла в зоне сварки и увеличивает глубину проплавления.