Этот вид соединения металлов выполняется с помощью специального оборудования, например, сварка производится полуавтоматическим сварочным аппаратом для начинающих в углекислом газе на специально оборудованной станции со всеми необходимыми инструментами и, помимо прочего, баллоном с углекислым газом.
Технология сварки полуавтоматом для новичков: первый опыт
Сварка металла может производиться лазерным лучом, пламенем факела или плазмой, но одним из самых простых и компактных вариантов для этого вида работ является полуавтомат.
Для получения максимально гладкого металла шва, защищенного от окисления, металлы лучше всего сваривать таким способом под защитным газом.
Для новичков ручная полуавтоматическая сварка представляет сложность только в первые несколько минут. Чтобы максимально ускорить процесс обучения, основные правила эксплуатации такой машины следует изучить заранее.
- Сварочный полуавтомат: принцип работы
- Сварка полуавтоматом: первый опыт
- Баллон с редуктором
- Защитная маска
- Технология сварки
- Сварка алюминия
- Заключение
Сварочный полуавтомат: принцип работы
Чтобы не «убить» аппарат при использовании полуавтоматического сварочного аппарата. Вы также должны быть ознакомлены с инструкциями по технике безопасности и эксплуатации машины, чтобы не нанести себе травму.
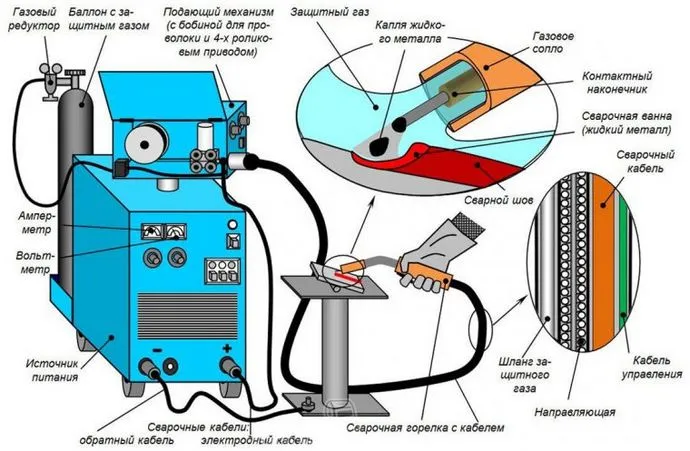
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
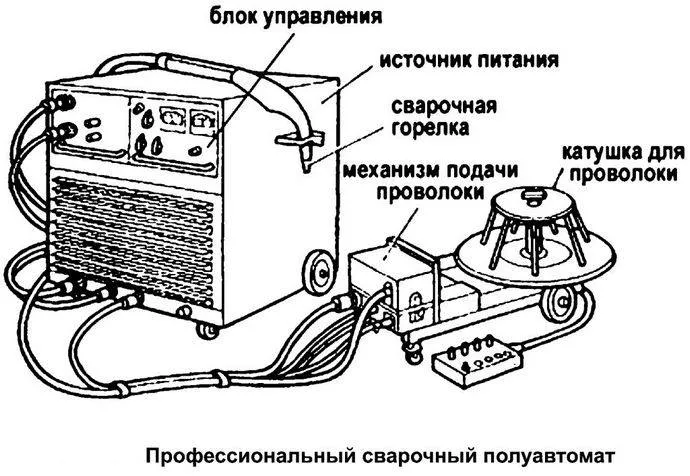
Для полуавтоматической сварки необходимо также приобрести катушку специальной сварочной проволоки и баллончик с углекислым газом.
Принцип работы сварочного полуавтомата заключается в следующем:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила безопасности при работе с полуавтоматическим сварочным аппаратом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
После понимания основных принципов работы сварочного полуавтомата можно приступать к практической работе.
Сварка полуавтоматом: первый опыт
Чтобы приобрести практический опыт, рекомендуется начать с лома, прежде чем приступать к более сложным задачам, требующим высокого мастерства.
Вы должны быть готовы к практической работе:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое, что вам нужно сделать, это настроить сварочный аппарат. Правильно отрегулированный ток обеспечивает идеально ровную сварку без перерывов.

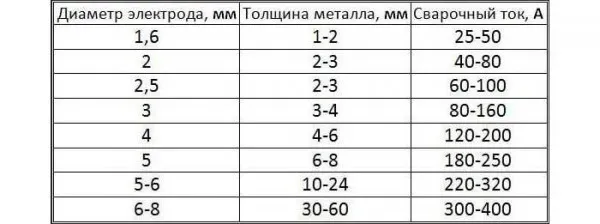
Этот параметр зависит от толщины свариваемого металла, поэтому перед началом работы важно ознакомиться с инструкцией по эксплуатации сварочного аппарата. В нем должна быть указана рекомендуемая производителем сила тока для толщины свариваемых деталей.
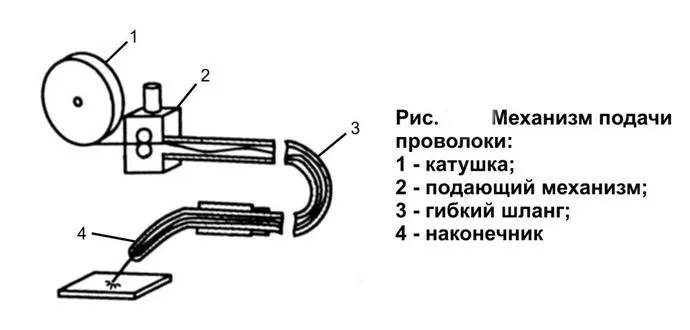
Также необходимо выбрать правильную скорость подачи проволоки, которая регулируется механизмом.
Оптимальный диаметр проволоки для сварки — 0,8 мм, но если вы работаете с очень тонким металлом, можно установить электрод на 0,6 мм, чтобы при пониженной силе тока металл плавился без гашения дуги.
Если есть возможность, лучше купить итальянскую проволоку для сварки полуавтоматом. Соответствующая импортная продукция более высокого качества, но ее стоимость в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод лучше подходит для новичков, так как с ним легче добиться желаемого результата, даже если у вас мало опыта работы со сварочным аппаратом.
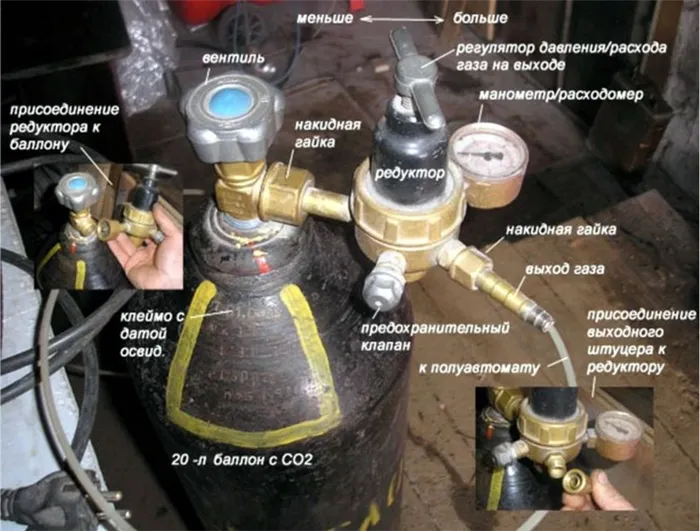
Баллон с редуктором
Для защиты места сварки от кислорода используется защитный газ. Самый дешевый способ использования защитного газа — купить баллон с углекислым газом и редуктором давления.
Для контроля давления газа необходимо установить редуктор давления с манометром. Для контроля давления подаваемого газа необходимо установить редуктор давления и манометр, чтобы обеспечить высокое качество сварки в среде защитного газа.

Защитная маска
Чтобы защитить зрение, выполняйте сварку только полуавтоматическим сварочным аппаратом и в защитной маске, например, «Хамелеон». Современные изделия имеют специальную настройку, позволяющую отрегулировать защитный механизм таким образом, чтобы он обеспечивал хорошую защиту только при горящей дуге.
Когда плазменное пламя погашено, стекло маски достаточно прозрачно, чтобы вы могли продолжать работу, не снимая защитного устройства. Такие сварочные маски особенно подходят для новичков, поскольку в старых моделях защитное стекло было сильно затемнено, что делало сварку очень неприятной из-за плохой видимости шва после затухания дуги.
Что такое полуавтомат и его виды

Это электромеханическое устройство, которое направляет сварочную проволоку в зону горения дуги. Оператор держит одну руку на плавящемся электроде, а другой рукой контролирует подачу газа. Начинающих сварщиков интересует вопрос о том, как сваривать полуавтоматом и какие специальные знания и навыки для этого необходимы.
Все зависит от материала, с которым приходится работать. Важно знать, какие металлы можно использовать и какое оборудование применяется; важна также технология: дуговая, контактная, лазерная или плазменная. Чтобы точно знать, как сварить самому с помощью промышленного полуавтоматического сварочного аппарата, достаточно изучить виды аналогичного оборудования и правильно их использовать.
Такие полуавтоматы используются в домашнем хозяйстве и в промышленности:
- Бытового назначения. В основном это инверторы различной модификации, при их использовании от исполнителя не требуется большого опыта и высокой квалификации.
- Полупрофессиональные аппараты.
- Промышленное профессионально оборудование.
Третьим вариантом является сварка в газовой среде, при которой вместо газа используется флюс.
Каждый из перечисленных вариантов имеет свои преимущества и особенности, например, профессиональные сварочные аппараты оснащены дополнительными функциями, повышающими эффективность производства, и выпускаются в виде стационарных или мобильных установок.
Описание процесса
Сварочные полуавтоматы предназначены для соединения металлических конструкций в промышленном производстве. Их основная задача — обеспечить непрерывную подачу проволоки в активную зону сварочной дуги, а оператор перемещает горелку вдоль стыка заготовок. Скорость подачи проволоки регулируется вручную.
В зависимости от степени защиты зоны сварки от воздействия окружающей среды оборудование подразделяется на полуавтоматы для порошковой проволоки, газосварочной проволоки и специальной порошковой проволоки. В первом случае флюс содержится в проволоке, он редко используется в самодельном оборудовании из-за своей высокой стоимости. Газовая сварка — наиболее распространенный процесс, при котором порошковая проволока обычно сочетается с защитным газом.

Это оборудование используется в промышленности для сварки тонкостенных конструкций, например, кузовов автомобилей. Сварные швы, выполненные полуавтоматом, получаются чистыми и не очень заметными.
Какие материалы следует использовать в работе
Расходный электрод представляет собой проволоку диаметром 0,5-3,0 мм, который напрямую зависит от толщины свариваемой конструкции. Чем меньше диаметр, тем глубже свариваются детали, тем выше сила тока, которая составляет около 100 ампер на каждый дополнительный миллиметр.
Защитные газы в газовых баллонах используются в чистом или смешанном виде — это зависит от процесса сварки и типа свариваемого металла. В промышленности чаще всего используется аргон в чистом виде, так как это самый дешевый газ.
Устройство полуавтомата
Чтобы лучше понять, как сваривать сварочным полуавтоматом, необходимо рассмотреть его конструкцию.
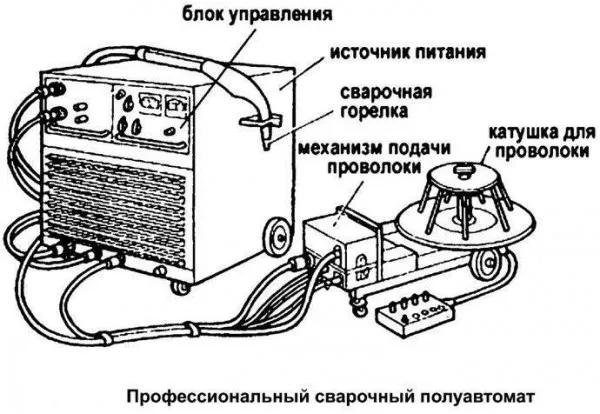
Основные компоненты машины:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к «массе».
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные аксессуары, например, защитный экран или держатель для корпуса. Источниками питания для полуавтоматов, которые обычно работают на постоянном токе, являются инверторы или выпрямители. Инверторы предпочтительнее, но они намного дороже.
Сварочный шланг — это труба, используемая для транспортировки газа, проволоки и охлаждающей жидкости к месту проведения работ. Один конец подсоединяется к машине, а другой — к газовой горелке. Внутри сварочной гильзы находится центральный блок, к которому подается проволока. Охлаждающая жидкость доступна только для определенных моделей. Чем длиннее шланг, тем легче производить сварку в труднодоступных местах. Для подключения шланга используется стандартизированный на европейском уровне штекер.

Большой разъем в центре предназначен для вывода кабеля. Маленькая коробка рядом с ним предназначена для подачи газа. Два штырька сверху необходимы для коммутационных функций. Кабели питания подключены к нижней части.
Горелка подключается к шлангу, в котором проложены все кабели и шланги. Наиболее важными частями горелки являются ручка и направляющая шланга, выступающая из ручки.

На рукоятке имеется переключатель управления. Газораспределитель, контактный наконечник и сопло прикреплены к трубке. Контактный наконечник является сменной деталью, так как он отличается для каждого диаметра провода. Насадка зависит от размера наконечника.
Сварочная проволока наматывается на катушку, которая может быть разных размеров. Подача проволоки включает в себя роликовый механизм. На катушках имеются пазы для проволоки разного диаметра. Задача электродвигателя — совершать вращательное движение. Натяжение проволоки регулируется вручную.

Катушки используются для проволоки с флюсовым сердечником. Их может быть два или четыре. Это практически все, что вам нужно для полуавтоматической сварки.
Принцип работы
Теория полуавтоматической сварки заключается в следующем. Главная особенность заключается в том, что вместо электродов используется сварочная проволока, которая непрерывно подается в зону сварки.
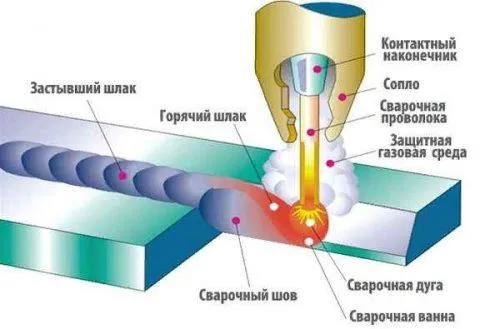
Сварочный полуавтомат может работать на углекислом газе (MAG) или инертном газе (MIG). При полуавтоматической сварке в углекислом газе и инертном газе расход проволоки регулируется в аппарате. На выходе провод подается через отверстие на конце контакта. Между проволокой и свариваемой деталью возникает дуга, и металл начинает плавиться под воздействием высокой температуры, в результате чего образуется сварочная ванна. Он начинает следовать за факелом. Сварной шов остается позади и постепенно начинает остывать.
Сопло используется для создания облака газа, имеющего определенную форму и плотность. Газ поступает через диффузор, расположенный в месте крепления силового сопла. Понятно, как работает полуавтоматический газосварочный аппарат. Однако есть способ использовать его и без него. В этом случае используется специальная проволока, представляющая собой тонкую трубку, в которой течет ток.
Поскольку флюс имеет порошковую структуру, проволоку также называют порошковой проволокой. Во время сварки флюс при горении выделяет газ, который создает защитную среду. Для новичков сварка полуавтоматом без газа — это хороший и простой способ получить общее представление о процессе. Для сложных конструкций предпочтительна газовая сварка.
Перед началом сварки сварочным полуавтоматом необходимо провести подготовительные работы. Они начинаются с настройки сварочного полуавтомата. Для этого выберите правильное значение тока и установите его на станке.
Затем установите скорость подачи проволоки и расход газа, которые регулируются клапаном на редукторе давления баллона. Правильную настройку можно проверить на небольшом кусочке металла. При правильной настройке должен получиться плотный, ровный сварной шов.
Затем устанавливается оптимальная подача газа. Если он недостаточно высок, в сварном шве образуются поры. Верхнего предела не существует, но если он слишком высок, газ чрезмерно выделяется в атмосферу и увеличивает расходы. Если качество сварного шва недостаточно, необходимо произвести корректировку.
Далее необходимо проверить, достаточно ли газа в баллоне для создания рабочего давления. Рабочее давление — это давление, которое позволяет надежно защитить резервуар в рабочей зоне. Далее необходимо определить полярность.
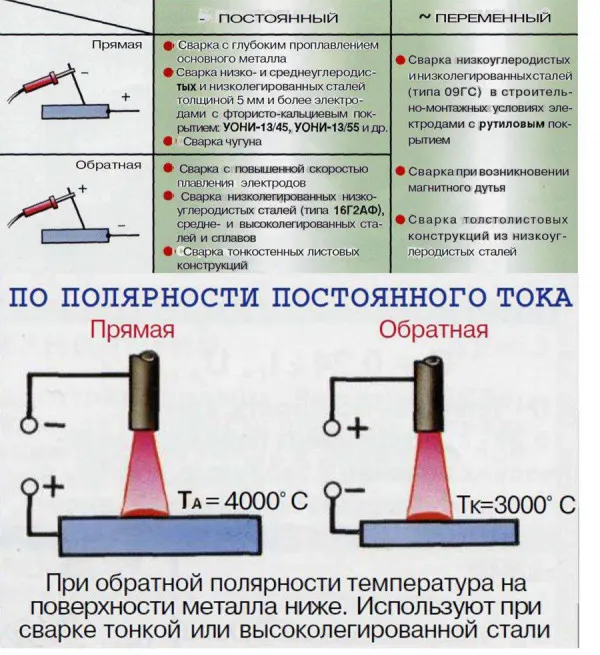
После выбора полярности необходимо подключить соответствующую клемму. Прямая полярность достигается путем подключения сварочного кабеля к положительному полюсу. Обратная полярность используется для очень точных работ.
Хотя выбор электродов и защитного газа важен, решающее значение имеет техническая подготовка к работе. При точной настройке полуавтоматов необходимо учитывать качество и толщину свариваемого металла. Эти условия соответствуют сечению материала наполнителя, количеству подаваемого газа или скорости потока. Первое приближение для начинающего сварщика можно найти на типовой табличке или еще лучше в технической литературе. Но важны и другие моменты.
Например, сварка не будет работать хорошо, если проволока грязная, ржавая или влажная. Особое внимание следует уделить правильному расположению проволоки в питателе. Путь проволоки настраивается индивидуально. Он определяется с учетом характеристик конкретного сварочного полуавтомата.
Подготовка также включает в себя:
- надевание защитной экипировки;
- очистку рабочего места от всех посторонних предметов;
- приготовление противопожарных средств;
- принятие мер, чтобы в рабочую зону не входили посторонние люди.

Регулировки
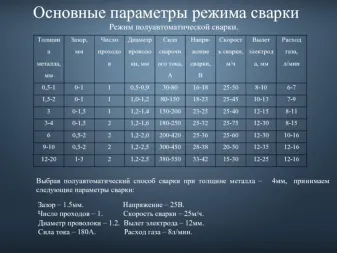
Основными параметрами для работы с полуавтоматом являются:
- напряжение в дуге, влияющее на величину тока;
- электрическая сила (чем быстрее идет проволока, тем сильнее должен быть ток);
- затраты газа (оценивают качество швов, которые не должны содержать поры).
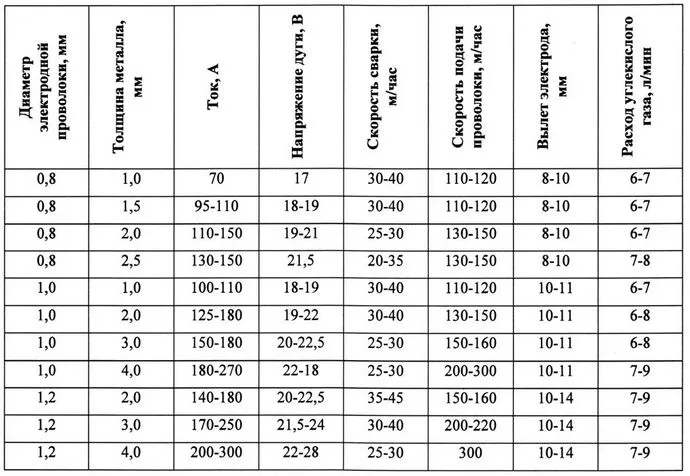
Первоначальная настройка параметров сварки всегда основывается на средних значениях, приведенных в таблице. Затем проводится пробный запуск и в соответствии с результатами изменяются основные настройки. Со временем сварщик сможет распознавать необходимые параметры даже по писку дуги. Оборудование и его монтаж должны производиться в соответствии с особенностями модели — даже модельный ряд каждого производителя имеет свои нюансы.
Важно: После каждого скачка напряжения необходимо выполнить сброс.

Регулировка также требуется в:
- колебаниях состава изолирующего газа;
- изменении марки проволоки;
- изменении ее сечения;
- выполнении ремонта аппарата либо смене комплектующих.

Технология
Сварка с помощью сварочного полуавтомата может выполняться различными способами. При непрерывной сварке инструмент приводится в движение от начала до конца шва. Противоположный вариант — точечная сварка. Короткие стежки используются при соединении тонких листов. Работа выполняется с помощью импульсов высокой мощности. Расстояние обычно поддерживается на уровне 1 мм.
При сварке более толстых листов следует создавать шов толщиной 10% от толщины. Горизонтальная обработка производится на металлической подложке. Он должен быть плотно прижат к деталям. Вертикальный шов сваривать сложнее: необходимо следить за тем, чтобы шлак не падал вниз. Он выполняется в виде сплошного, точечного или короткого сварного шва.
Сварку «сверху вниз» проще всего выполнять целлюлозными и пластмассовыми проводами (или их оболочками). Насыщение металла водородом предотвращается предварительным нагревом до 200 градусов Цельсия. Работать снизу вверх гораздо сложнее.
Однако таким способом свариваются критические конструкции.

В целом, сварка с помощью сварочного полуавтомата CO2 дает множество преимуществ, таких как повышение производительности, совершенствование навыков, и вы всегда будете довольны результатами сварки.
Для новичков поначалу проблемой может стать чрезмерное потребление газа, но этот недостаток компенсируется относительно низкой ценой, а с небольшим опытом, когда вы освоите принципы метода, эта проблема полностью исчезнет.
Немного терпения, опыт в сварке, полуавтомат, углекислый газ, все необходимые материалы и вы вполне готовы освоить этот метод.
Профессиональный опыт приобретается на практике, поэтому экспериментируйте и отрабатывайте различные способы работы, прикладывайте собственные руки, а не полагайтесь на данные в таблицах, этот опыт очень важен, если вы хотите стать профессиональным сварщиком.
Получите совет от профессиональных сварщиков и не забывайте уделять внимание технике безопасности. Желаем вам удачи!

Профессиональный сварщик 6-го разряда с 15+ летним практическим опытом (без обучения) Регулярно просматривает опубликованные статьи и отвечает на ваши вопросы! Не стесняйтесь спрашивать! =)
Преимущества и недостатки сварки в среде СО2
Сварка TIG в углекислом газе широко используется в частном секторе, а также в различных отраслях промышленности. Это неудивительно, поскольку данный вид бондинга имеет множество преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Помимо преимуществ, есть и некоторые недостатки:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера рассмотрим машинуФУБАГ ИРМИГ 200 СИН. Полуавтомат с инвертором оснащен кооперативным блоком управления, который максимально упрощает настройку для начинающего сварщика. Резак, кабель заземления и кабель с гнездом для электрода уже входят в комплект машины.
Подготовка аппарата к работе – сборка / установка проволоки
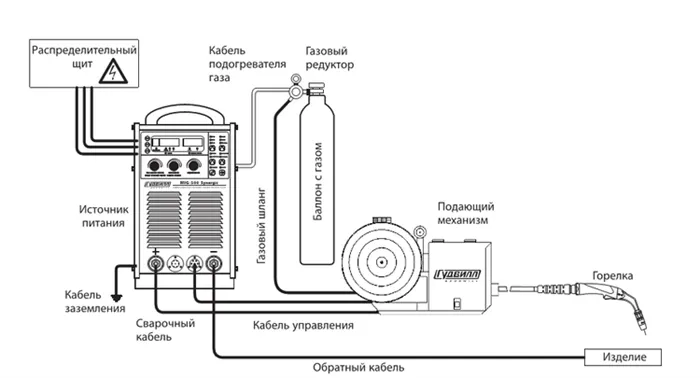
Процесс сборки (подготовка машины к работе) довольно прост:
1. 1.
2. подсоедините газовый шланг к редуктору давления в баллоне. 3. подсоедините газовый шланг к редуктору давления в баллоне.

3. подсоедините газовый шланг к полуавтомату.
4. подключите горелку к евророзетке на передней панели. 5. подключите кабель заземления.

5. подключите провод заземления к отрицательному гнезду.
Чтобы установить проволоку в сварочный полуавтомат, выполните следующие действия:
1. 1. 2.
2. Освободите проволоку на катушке и отрежьте загнутый конец бокорезами.
3. введите проволоку в паз катушки проволоки и протяните ее примерно на 20 см через направляющую втулку Euro-Link.
4. зажим в верхнем прижимном ролике
6. снимите сопло горелки.

8. вытяните фонарь прямо и нажмите кнопку включения.
9. если проволоки достаточно, вкрутите наконечник и насадку.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель машины, но и определенные условия. В качестве материала используются стальные пластины толщиной 2,5 мм, к которым прикрепляется проволока диаметром 1 мм и газ — в идеале смесь аргона (80%) и углекислого газа (20%).
Установите расход газа на редукторе давления на 10-12 л/мин — этого достаточно для данной толщины металла. Расход защитного газа оказывает большое влияние на качество сварного шва. Если поток защитного газа слишком мал, в сварном шве могут образоваться поры. Если поток газа слишком сильный, могут образовываться вихри, которые также препятствуют хорошему экранированию.
Настройте параметры нашей машины. Это очень просто для совместной машины:
- Выбираем на панели тип сварки – MIG SYN
- Выбираем газ – смесь аргона и углекислоты
- Выбираем диаметр сварочной проволоки – 0,8 мм
- Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ: Если вы хотите выполнять большие сварочные работы, выбирайте 4-тактную модель. Если в начале работы вы один раз нажимаете кнопку запуска резака, то после этого кнопку следует отпустить, чтобы избежать усталости рук. Если вы хотите выполнять короткие сварные швы, лучше всего установить кнопки запуска и остановки, выбрав режим «2 клика».
5. отрегулируйте сварочный ток. В нашем случае это около 100 ампер.
СОВЕТ: При полуавтоматической сварке существует прямая зависимость между силой тока и скоростью подачи проволоки — чем выше сила тока, тем выше скорость подачи проволоки, и наоборот — чем медленнее подача проволоки, тем ниже сила тока.

Нашсварочный полуавтомат с синергетическим управлениемавтоматически регулирует напряжение дуги. При необходимости сварщик может регулировать напряжение в соответствии со своим стилем и ощущениями от работы.
Эта машина имеет индукционное управление. Эта настройка позволяет регулировать долговечность дуги путем настройки формы шарика и глубины проплавления для достижения стабильного, эстетически приятного сварного шва. Эта особенность облегчает работу начинающим сварщикам и позволяет им получить ровный, качественный сварной шов в кратчайшие сроки.
В приведенном примере мы подготовили станок к обработке нашей заготовки. Воспринимайте порошок как руководство к действию, чтобы в будущем вы могли быстро установить нужные параметры. Сохраните страницу в закладках, она вам пригодится:
Толщина металла
Толщина проволоки
Как проводится сварка полуавтоматом
Как и при других процессах сварки, перед началом работы детали должны быть предварительно обработаны, т.е. обезжирены и очищены. Подключите провод заземления к сварочному столу и проверьте досягаемость сварочной проволоки перед началом работы. Если проволока длиннее, обрежьте ее бокорезами.
СОВЕТ: Важно, чтобы наконечник проволоки был острым — тогда легче поджечь дугу. Во время сварки откусывайте кончик (или бусину) проволоки перед каждым новым швом — это облегчает начало нового шва.
Как и любой другой сварочный процесс, полуавтоматическая сварка начинается с зажигания дуги. Для этого сварочная проволока должна касаться поверхности свариваемого изделия. Нажмите кнопку пистолета — сварочная проволока и защитный газ подаются одновременно.
Дуга воспламеняется. Начинается процесс сварки. Отпустите кнопку и отведите резак от заготовки, чтобы погасить дугу.

Горелкой можно управлять одной рукой, но двумя руками сварка получается более чистой, а процесс более контролируемым. Одна рука должна быть расположена вокруг резака, при этом указательный палец должен находиться в нижней части кнопки пуска. Ведущая рука может опираться на другую руку, что позволяет легче контролировать расстояние до свариваемой поверхности и угол наклона, а также совершать правильные движения горелкой.
Не существует универсального угла, под которым следует держать сварочную горелку при сварке. Если мы свариваем детали в одной плоскости и обе детали имеют одинаковую толщину, горелку можно держать вертикально. Если детали имеют разную толщину, наклон должен быть в направлении детали с меньшей толщиной. При сварке двух деталей под углом удобнее держать горелку под углом 5-25 градусов (от вертикали). Расстояние сопла от свариваемой поверхности составляет от 5 до 20 мм.
Движение факела может быть как вперед, так и назад. При сварке под углом к задней части. Этот метод увеличивает глубину проплавления и высоту сварного шва и уменьшает его ширину. Сварка под углом к передней части обеспечивает лучшее проплавление кромок и более мелкий проход, но сварной шов получается более широким. Этот метод подходит для сварки металлов с малой толщиной.
При сварке вы подберете наиболее удобный и комфортный способ сварки — от способа держания горелки до параметров аппарата. Также обратите внимание на звук дуги — это поможет вам скорректировать настройки. Например, правильно отрегулированная дуга будет иметь ровный свистящий звук. Если вы слышите треск, вероятно, имеет место плохое соотношение скорости подачи и напряжения или плохой контакт в зоне сварки.
Влияние скорости движения горелки на качество шва
Качество сварного шва также зависит от скорости сварки — скорости, с которой дуга перемещается по шву. Скорость сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость, глядя на толщину и ширину сварного шва в процессе сварки:
- Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.