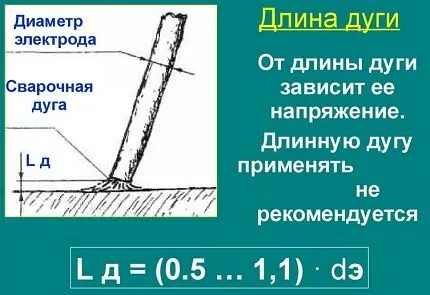
Особое значение для технологии сварки имеет длина дуги. Этот параметр определяет правильную или неправильную структуру сварного шва.
Как варить вертикальный и горизонтальный швы электросваркой: пошаговые инструкции
Электросварка — это метод соединения металлических конструкций путем нагрева и плавления электрической дугой. Он широко используется во всех отраслях промышленности, включая частный сектор.
В принципе, этим методом можно сваривать все металлы, учитывая температуру дуги (7000 — 8000 градусов). Однако прежде чем применять эту технологию, необходимо научиться сваривать вертикальный шов электросваркой и понять технику выполнения горизонтального шва.
Сварные швы: общие определения
Техника сварки металлов тесно связана с понятием сварного шва. Он образуется в результате затвердевания металла, расплавленного при дуговой сварке.
В зависимости от места сварки сварочный шов может располагаться горизонтально или вертикально. Кроме того, пространственное расположение сварного шва может быть снизу, сбоку или сверху.
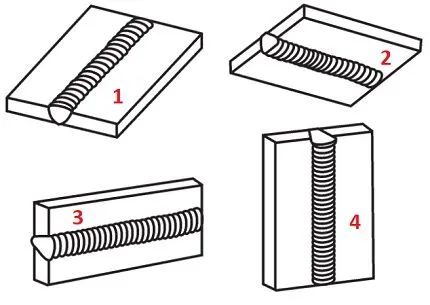
Типы швов: 1 — горизонтальный в нижней плоскости; 2 — горизонтальный в верхней плоскости (над головой); 3 — горизонтальный в боковой плоскости; 4 — вертикальный в боковой плоскости.
Размещение сварных швов в нижней плоскости считается самым легким и простым. В этих условиях расплавленный металл относительно легко контролировать.
Простой сварной шов, расположенный в нижней горизонтальной плоскости. Это самый простой тип сварного шва, который можно встретить в практике сварки.
Другие варианты сварных швов в космосе (вбок и вверх) считаются технологически сложными и требуют изучения техники сварки и приобретения опыта.
Сварной шов образуется в результате кристаллизации расплавленного металла. Это один из самых прочных видов крепежа, используемых в металлических конструкциях всех типов и размеров.
Сварные соединения являются прочными соединениями. Они характеризуются высочайшей прочностью, поскольку производятся на молекулярном уровне. Однако в области сварного шва кристаллическая решетка нарушается, и структура металла изменяется.
Все сварные швы делятся на выпуклые, плоские и вогнутые. Первый тип — самый сильный, но требует опыта и осторожности в исполнении.
Вертикальные и горизонтальные сварные швы выполняются как кромочные. Они различаются по глубине проникновения и толщине.
Изогнутые сварные швы требуются для статических нагрузок. Вогнутая форма в большинстве случаев считается дефектом, плоская форма используется в конструкциях для динамических нагрузок.
Сварные швы с разделкой используются при сварке труб и округлых конструкций с применением той же техники, что и при сварке горизонтальных и вертикальных швов.
Согласно правилам, кривизна горизонтальных и вертикальных швов не должна превышать 1 мм, если толщина соединяемого металла составляет до 26 мм. Если толщина более 26 мм, толщина сварного шва может составлять 2 мм и 3 мм на углу.
Качество сварного шва сильно зависит от скорости, с которой он выполняется. Не спешите и не ведите электрод слишком медленно, чтобы добиться прочного, непрерывного сварного шва.
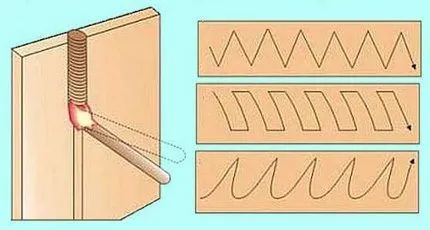
Как варить вертикальный шов?
Сложность контроля сварного шва в вертикальной сварке обусловлена простым физическим явлением — гравитацией. Гравитация действует на массу расплавленного металла, стекающего вниз в жидком виде.
Здесь задача профессионального сварщика — предотвратить отделение расплавленной массы от сварного шва. Это может быть достигнуто за счет равномерного горения горелки на минимально возможном расстоянии от кончика электрода до сварочной ванны.
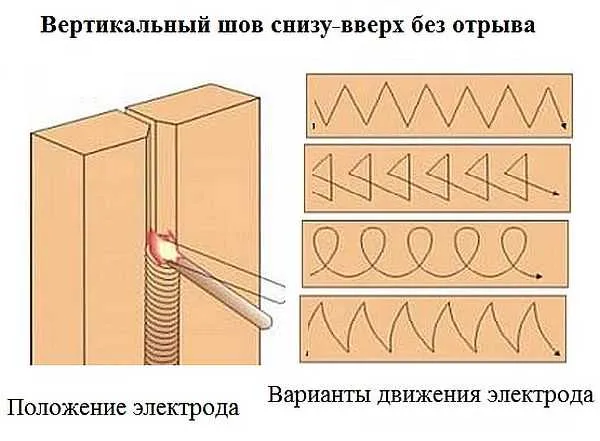
Техника снизу вверх
Вертикальный шов обычно сваривается в направлении электрода снизу вверх. Этот путь позволяет более стабильно контролировать процесс, а дуга поддерживает стабильность сварочной ванны и предотвращает утечку. При прохождении снизу вверх получается наилучший вертикальный сварной шов.
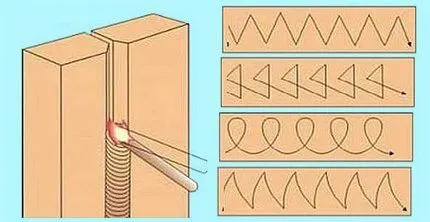
Техника формирования вертикального шва снизу вверх. Для достижения желаемой ширины шва и глубины проплавления мастера используют различные варианты «шаблонного электрода»
Прежде чем приступить к сварке вертикального шва, необходимо, конечно же, подготовить границы шва, которые будут обработаны в соответствии с техническими условиями. Сварочный аппарат должен быть адаптирован к условиям сварки (настройка тока, выбор электрода).
Сначала вдоль линии стыка необходимо разместить несколько точек сварки (1-2 см). Это необходимо для предотвращения смещения свариваемых деталей из-за температурных деформаций во время нагрева.

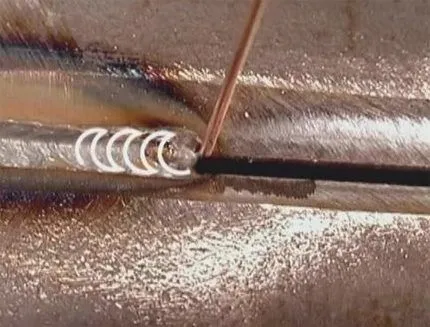
Пример вертикального сварного шва после сварки двух металлических пластин квалифицированным сварщиком. С помощью этой техники электрод направлялся снизу вверх.
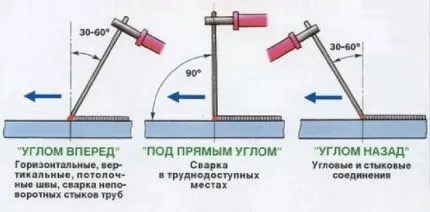
Если соединение сваривается вертикально, угол зажима электрода по отношению к плоскости, в которой расположен шов, должен быть в пределах 45-90º.
Следующие шаги приведены в руководстве сварщика:
- Контактом электрода о металл зажигается дуга.
- Делаются «прихватки» в 3-4 точках по линии стыка от её середины к краям.
- Сварка начинается в нижней точке линии стыка.
- Ход электрода направлен вверх, сварочная ванна удерживается в рабочей зоне.
Электрод следует продвигать с умеренной скоростью. Наиболее важным критерием скорости является образование оптимального количества расплавленного бассейна.
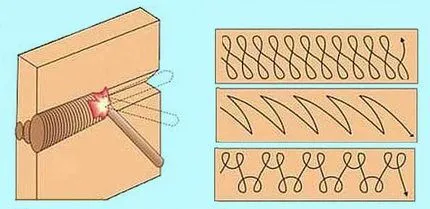
Одновременно с вертикальным движением электрода допустимы поперечные зигзагообразные движения в виде «полумесяца», «кости» или другого «узора». Однако метод поперечного перемещения подходит только для металлов с толщиной стенки более 4 мм.
Рекомендуется сваривать металл вертикально за один проход без перерыва. Это сложная задача для начинающих сварщиков. Но опыт быстро приобретается.
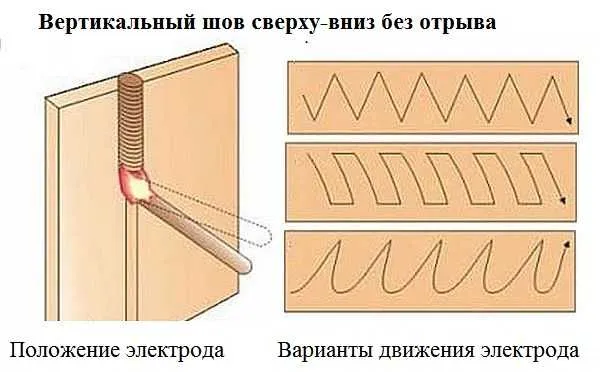
Техника сверху вниз
Опытным сварщикам не составляет труда получить вертикальный сварной шов, проходя электродом сверху вниз. Что является трудной частью?
Все просто: при зажигании дуги электрод располагается под углом 90º к плоскости заготовки. Как только металл начинает плавиться в месте возникновения дуги, угол наклона электрода изменяется на 15-20º, что немного опускает раструб.
Виды сварных швов и соединений
Сварные швы классифицируются достаточно широко. Прежде всего, они различаются по способу соединения частей. В зависимости от требований к надежности сварной шов может быть заварен с одной или с двух сторон. Если он сварен с двух сторон, конструкция надежнее и лучше держит форму. Если имеется только один сварной шов, деталь часто наклоняется: шов «тянет». Если их две, то эти силы компенсируются.
Следует отметить, что для получения качественного сварного шва металл не должен быть ржавым. Поэтому места сварки следует шлифовать или зачищать до полного исчезновения ржавчины. В зависимости от необходимости кромка может быть скошенной или нет.
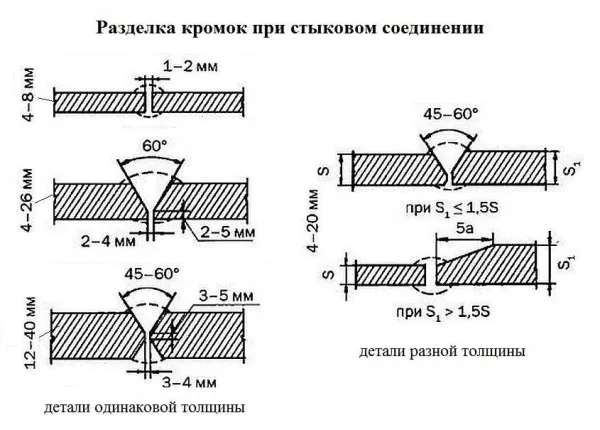
Стыковое соединение (шов встык)
Сварка кромок используется для соединения концов листового металла или труб. Компоненты укладываются так, чтобы между ними оставался зазор 1-2 мм, и по возможности фиксируются винтовыми зажимами. Во время сварки зазор заполняется расплавленным металлом.
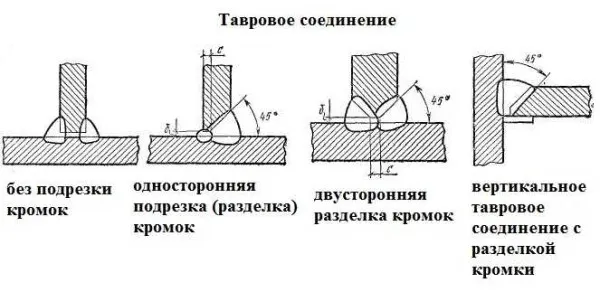
Тонкие листы — толщиной до 4 мм — свариваются без предварительной обработки (обеспыливание не считается, но является обязательным). В этом случае сваривается только одна сторона. При толщине более 4 мм сварка может быть одинарной или двойной, а края должны быть заделаны одним из методов, показанных на фото.
- При толщине детали от 4 мм до 12 мм, шов может быть одинарным. Тогда края зачищают любым из способов. Удобнее при толщине до 10 мм делать одностороннюю подготовку, а более толстые детали зачищают чаще в виде буквы V. U-образная зачистка сложнее в выполнении, потому используется реже. Если требования к качеству сварки повышенные, при толщине более 6 мм необходима зачистка с двух сторон и двойной шов — с одной и с другой стороны.
- При сварке металла толщиной от 12 мм встык, точно необходим двойной шов, прогреть такой слой с одной стороны невозможно. Обрезка кромок двухсторонняя, в виде буквы Х. Использовать при такой толщине V или U образные зачистки кромок невыгодно: для их заполнения требуется в несколько раз больше металла. Из-за чего увеличивается расход электродов и значительно снижается скорость сварки.
Если вы решили сварить более толстый материал одним резом, сварной шов должен быть выполнен за несколько проходов. Такие сварные швы называются многослойными. Процесс сварки в этом случае показан на рисунке ниже (цифры обозначают порядок нанесения слоев металла во время сварки).

Соединение внахлест
Этот тип соединения используется при сварке листов толщиной до 8 мм. Она сваривается с обеих сторон для предотвращения попадания влаги и коррозии между листами.
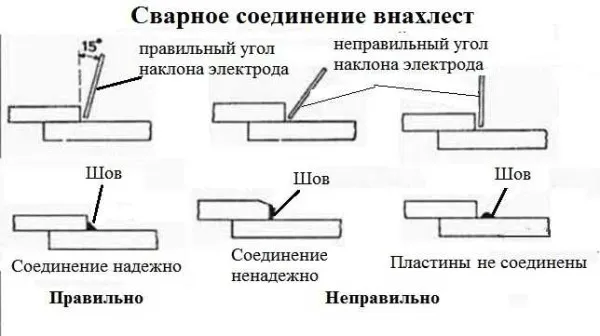
При сварке с нахлестом угол наклона электрода должен быть правильным. Угол должен составлять от 15° до 45°. Тогда соединение будет надежным. Если угол наклонен в ту или иную сторону, основной объем расплавленного металла будет находиться не в стыке, а сбоку, прочность соединения значительно снизится или детали вообще не будут соединены.
Как варить шов
При сварке в нижнем положении не возникает проблем даже у начинающего сварщика. Однако для всех остальных должностей требуются технические знания. Каждая позиция имеет свои рекомендации. Техника сварки для каждого типа сварки объясняется ниже.
Сварка вертикальных швов
Когда детали свариваются в вертикальном положении, расплавленный металл скатывается вниз под действием силы тяжести. Используется дуга меньшего размера (кончик электрода находится ближе к сварочной ванне), чтобы избежать разделения капель. Некоторые учителя, если это позволяют электроды (они не прилипают), касаются заготовки.
Подготовка металла (разделка кромок) производится в зависимости от типа соединения и толщины свариваемых деталей. Затем они зажимаются в определенном положении и соединяются с интервалом в несколько сантиметров небольшими поперечными сварными швами — «заклепочными швами». Эти сварные швы предотвращают смещение деталей.
Вертикальный шов может быть сварен сверху вниз или снизу вверх. Проще сваривать снизу вверх, так как дуга толкает шов вверх и не дает ему двигаться вниз. Так легче сделать хороший сварной шов.
В этом видео показано, как сваривать вертикальный шов, при котором электрод движется вверх и вниз, не отрываясь. Также демонстрируется техника короткого переката. В этом случае электрод перемещается только вверх и вниз, горизонтальное перемещение отсутствует, поэтому сварной шов получается почти плоским.
Соединение деталей в вертикальном положении может быть выполнено с помощью дуги расслоения. Это может быть более удобным для начинающих сварщиков: Металл успевает остыть во время процесса расслаивания. С помощью этого метода вы можете даже разместить электрод на краю кратера сварного шва. Это проще. Характер движения почти такой же, как и без расслоения: из стороны в сторону, с петлями или «короткими перекатами» — вверх и вниз.
Как сварить вертикальный шов с помощью шиферной пластины, показано в следующем видео. В этом же видеоуроке показано влияние тока на форму шва. Как правило, ток должен быть на 5-10 А ниже рекомендуемого тока для данного типа электрода и толщины металла. Однако, как показано на видео, это не всегда так и определяется экспериментально.
Иногда вертикальный шов сваривается сверху вниз. В этом случае при зажигании дуги держите электрод перпендикулярно свариваемым поверхностям. После зажигания в этом положении нагрейте металл, затем опустите электрод и сваривайте в этом положении. Сварка вертикального шва сверху вниз не очень удобна и требует хорошего контроля над сварочной ванной.
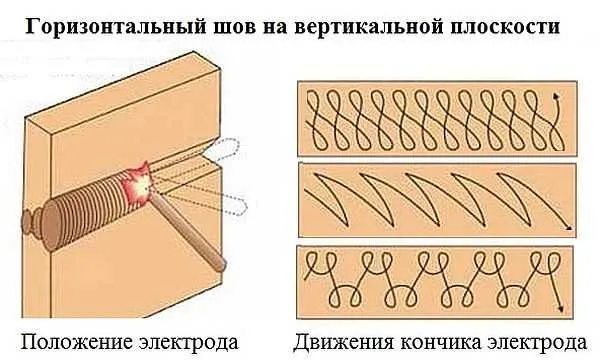
Как варить горизонтальный шов
Горизонтальный шов можно сваривать справа налево или слева направо в вертикальной плоскости. Нет никакой разницы в зависимости от того, что удобнее. Как и при вертикальном сварном шве, резервуар наклоняется вниз. По этой причине угол наклона электрода достаточно велик. Он выбирается в зависимости от скорости и текущих параметров. Главное, чтобы кормушка оставалась на месте.
Зачистка сварных швов
После сварки на поверхности металла остаются брызги металла, капли металла и шлак. Сам шов обычно опухший и выступает над поверхностью. Все эти дефекты можно устранить, убрав вспышку.
Зачистка швов после сварки выполняется в несколько этапов. На первом этапе с помощью зубила и молотка с поверхности удаляются соль и шлак. На втором этапе сварной шов сравнивается, если это необходимо. Необходим шлифовальный станок с металлическим шлифовальным кругом. В зависимости от того, насколько гладкой является поверхность, следует использовать различную зернистость абразива.
При сварке ковких металлов иногда требуется олово, т.е. сварной шов покрывается тонким слоем расплавленного олова.
Как варить вертикальный шов
Наиболее простым и удобным положением для сварки является нижнее положение. Это отправная точка для обучения профессии. По мере того, как сварщики становятся более компетентными и уверенными в себе, они работают с горизонтальными, вертикальными и подвесными швами. Изучите различные способы выполнения этих задач.

Классификация сварных соединений
Основным признаком, по которому классифицируются сварные швы, является их пространственное положение. В то же время они делятся на следующие типы:
Для того чтобы понять, как сваривать вертикальный шов, необходимо ознакомиться с особенностями этого шва. Чтобы понять основы этого соединения, необходимо понять, как сделать соединение. Главной особенностью является постоянное стремление расплавленного металла течь вниз. Под действием силы тяжести сварочная ванна наклоняется вниз. Его можно остановить, когда вязкость увеличится. Чтобы повысить вязкость расплавленного металла, необходимо снизить его температуру до определенного значения.
Однако при низких температурах плавление и склеивание деталей не происходит. В этот момент становятся очевидными основные характеристики вертикальных сварных швов. При сварке вертикальных швов методом ММА плавление происходит при кратковременном касании электрода и последующем его удалении. Во время этого удаления снижается потребление энергии в зоне сварки и ускоряется кристаллизация металла. Кристаллизованный металл образует пластину, на которую помещается следующая порция расплавленного металла.
Технология сварки вертикальных швов
Как упоминалось ранее, ускоренная кристаллизация металла необходима для удержания расплавленного металла на вертикальной поверхности. Этот эффект достигается за счет короткой длины дуги. В идеале длина дуги должна составлять половину диаметра электрода. Однако такая «ювелирная» работа требует очень хорошо подготовленных сварщиков.
Реально можно говорить о расстоянии, равном диаметру электрода. Вертикальные швы обычно свариваются электродом диаметром 3 мм. Это также длина дуги. Лучшим направлением сварки для вертикального шва обычно считается направление снизу вверх. Это удерживает сварочную ванну на месте с застывшим объемом металла на дне.
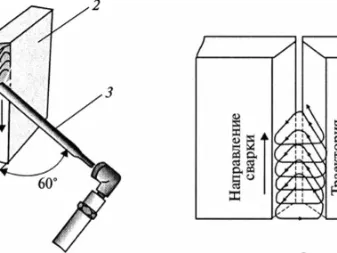
Два хорошо закрепленных листа соединяются кратковременной сваркой, что обеспечивает отсутствие их смещения и частичной деформации во время сварки. Электрод должен быть направлен вверх под углом не менее 45 градусов. При большем угле (ближе к вертикали) между электродом и металлом шва больше вероятность прожога металла шва.
Для обеспечения наиболее надежного процесса сварки сварочный ток снижен на 10-20 % по сравнению с аналогичными условиями в нижнем положении. Скорость сварки поддерживается на низком уровне, а размер сварочной ванны постоянно контролируется, чтобы она не превышала определенного размера.
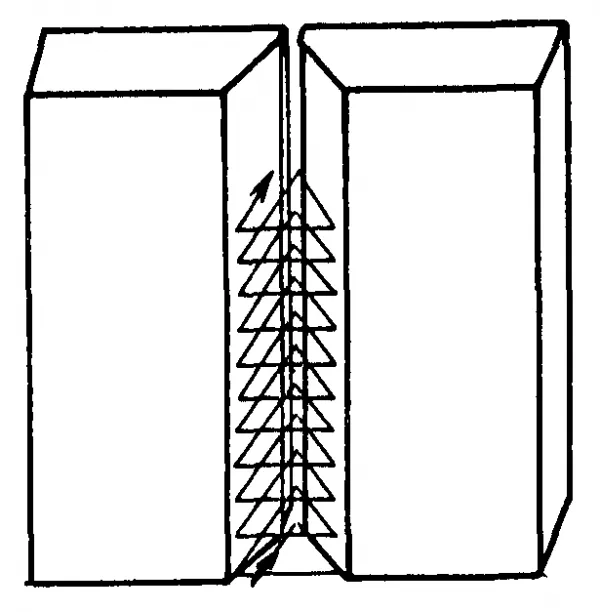
Сварка пластин толщиной 4 мм и более выполняется поперечными движениями электрода. Эта техника оказывает значительное влияние на прочность сварного шва. Поперечные движения выполняются по определенным схемам, наиболее распространенной из которых является схема «елочка».
Процесс плавления металла электрической дугой
Чтобы лучше понять формирование вертикального сварного шва, полезно рассмотреть физическую сущность и характеристики плавления металла электрической дугой, зажигаемой при определенных условиях в зазоре между электродом и свариваемым изделием.
Когда электрод касается поверхности металла, к которому подключена сварочная проволока другой полярности, цепь замыкается, что является одним из условий протекания тока. Второе условие — наличие электродвижущей силы, обеспечиваемой источником питания: сварочным трансформатором, выпрямителем или инвертором.
Различные технологии
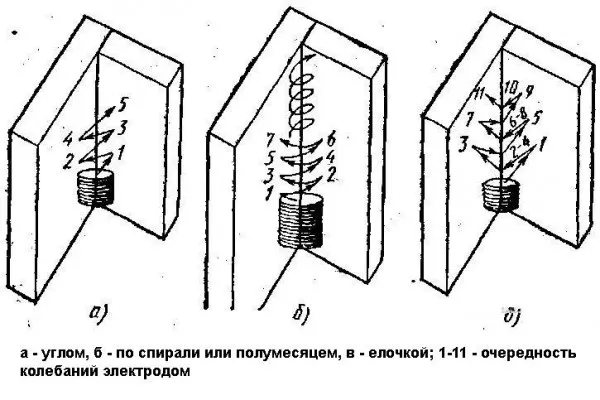
Существует три варианта сварки вертикальных швов. Их выбор зависит от размера зазора, толщины свариваемого металла и размера усеченных кромок.
Треугольник
Технология основана на наиболее широко используемом методе «снизу вверх». Расплавленный металл помещается поверх только что затвердевшего слоя. Стекая вниз, она покрывает шовный валик. Это предотвращает попадание новых капель в сеть.
Этот метод используется при соединении деталей толщиной 2 мм и менее. Сварка этим методом может дать хороший результат, если зазор небольшой. Также важно, чтобы края были как можно более тупыми. Это должно быть порядка 1-2 мм. При сварке положение сварочной ванны должно быть косым.
Это положение дало название методу — «треугольник». Угол достигается следующим образом:
- в начале процесса сварки создают полочку;
- при поднятии по стенке сварочной дуги по направлению к зазору происходит притупление кромок с помощью их плавления;
- спуск по правой стенке;
- переход на левую стенку;
- формирование там сварочного шва.
Необходимо следовать рекомендациям по особенностям правильной сварки вертикального соединения по «треугольному методу». Диаметр электрода в этом методе составляет 3 мм. Среднее значение электрического тока составляет 90-100А. Электрод необходимо перемещать по заданной траектории до заполнения шва. Он подходит для сварки вертикальных углов.
Елочка
Кончик электрода совершает сложные движения. Суть метода заключается в том, что электрод движется из глубины, проникая в поверхность края. Когда он возвращается внутрь, он начинает проникать во второй край. Затем процесс повторяется на меньшей высоте.
Этот тип сварки подходит, когда расстояния между свариваемыми элементами составляют 2-3 мм. Тупость краев очень важна. Поперечное сечение цилиндра меньше, чем в предыдущем методе. Процесс начинается с выбранного края. Электрод направляется к вам из глубины зазора.
Процесс сварки осуществляется следующим образом:
- от зазора по одной из кромок, прижимая к ней электрод, подавать его «на себя», пройдя всю толщину заготовки;
- совершив небольшой подъем, способом «от себя» вернуть электрод на место зазора;
- после поплавки перейти на другую кромку и совершить те же действия;
- указанные операции повторять до самого верха сварного шва.
Сварка производится короткой дугой. Эта процедура обеспечивает равномерное нанесение сварочного материала на зазор. Необходимо следить за тем, чтобы избежать подрезов на краю шва и утечки металла. Непрерывность процесса желательна, за исключением случаев, когда необходимо заменить электрод. Края не должны быть чрезмерно оплавлены. Полученный сварной шов имеет форму рождественской елки.
Лестница
Он используется, когда между свариваемыми деталями имеется большой зазор. Она может быть больше 2 мм. Метод также подходит, если края слегка затуплены или вообще не затуплены.
Советы
Сварка вертикально расположенных швов считается трудновыполнимой. Теоретические знания техники сварки могут быть здесь очень полезны, так как они позволяют сделать хороший вертикальный шов и сварить его правильно.
Необходимо соблюдать следующие правила:
- При поджоге электрода его положение должно быть перпендикулярным по отношению к свариваемому материалу.
- Чем дуга будет короче, тем металл будет кристаллизоваться быстрее. Это снижает риск появления подтеков, портящих внешний вид шва.
- Чтобы капли жидкого металла не стекали вниз при формировании дорожки, электрод следует наклонять.
- При подтекании металла увеличивают ширину шва и силу тока.
- Двигаться следует снизу. При необходимости выполнять движения вниз придется приготовиться к тому, что качество шва будет пониженным. Немного поможет плавность перемещения.
- При сварке тонких пластинок следует предварительно тщательно их очистить. Имеет смысл в этом случает применять сваривание точками. Это снизит риск прожога тонких листов.
- Сварку толстых изделий целесообразно осуществлять несколькими слоями многопроходным способом. Для последующих слоев можно использовать электрод несколько большего диаметра. При этом последний слой не должен заходить за пределы разделки кромок.
Вертикальные сварные швы имеют хорошее качество, если учитывается толщина заготовки и выбрана соответствующая техника. Поскольку вертикальное положение сварного шва является проблематичным, необходимо убедиться, что свариваемые детали правильно закреплены.
Как варить вертикальный шов
В начале процесса сварки важно, чтобы вы были знакомы с последовательностью выполнения каждой из необходимых процедур:
- сделать внизу нахлест приготавливаемых поверхностей;
- начинать всегда следует не с заготовленного нахлеста, а немного выше. Таким образом, не придется все исправлять при допущении ошибки;
- варить при этом лучше всего без отрывания дуги;
- включив аппарат, после каждого нажима проговаривать про себя 22 и приступать к изготовлению нового шва;
- после окончания, очистить снаружи и изнутри поверхность от образовавшегося шлака и, при необходимости, приступать аналогичным образом сваривать обратную сторону.
Это руководство поможет вам научиться пользоваться вертикальным швом, даже если у вас нет опыта сварки. Немного практики — и вы сможете научиться профессионально сваривать.
Мы есть в социальных сетях, подписывайтесь:
Как варить вертикальный шов — движения электрода
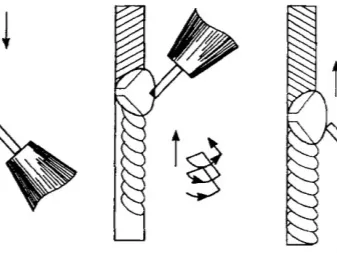
В вертикальных суставах обычно используются 3 типа перемещения электродов:
- Колебательные движения поперек стыка.
- Возвратно-поступательное перемещение вдоль стыка.
- Прямолинейное (прямое) перемещение.
Осциллирующие движения электрода позволяют выполнять сварку большой ширины (до 3-4 диаметров электрода за один проход). Это значительно повышает производительность, особенно при работе с металлом толщиной 20 мм и более.
Возвратно-поступательные и линейные движения используются при сварке корневого прохода, также для деталей небольшой толщины и для нержавеющих сталей. Сварной шов становится чище и прочнее, и вы можете четко видеть, где находится шлак и металл в процессе сварки. С помощью этого метода легче поддерживать постоянную скорость и длину дуги, а значит, проще для начинающих.
Вы хотите знать, что такое MIG-MAG сварка и в чем ее отличие. Перейдите по этой ссылке.
Возвратно-поступательные (для рутиловых электродов)

Маятниковое движение при вертикальной сварке чаще всего используется, когда толщина соединяемых деталей небольшая (до 5 мм) и сварка производится рутиловыми электродами. Этот метод также можно использовать для сварки корневого шва (корневой шов — это шов, который сваривается первым при многослойной сварке).
Техника не сложная и выполняется следующим образом:
- Зажигается дуга и проваривается небольшой участок шва ( 5-10 мм).
- Далее происходит возврат электрода на 1/3 заваренного участка.
- После электрод снова перемещают вверх проваривая новый 10-15 мм и так повторяется до конца стыка.
В результате получается сварной валик шириной 1,3-1,5 диаметра электрода.

Елочка
Для вертикальных суставов эта техника движения выполняется следующим образом:
- В нижней части наплавляется небольшая полочка, которая не даст металлу вытекать.
- Электрод начинают вести во вверх и вправо, после чего возвращаются вниз.
- Далее электрод ведут вверх и влево после чего снова возвращаются вниз.
- Так процесс выполняется до полной заварки стыка.
- Процесс необходимо ввести и равномерно (с одинаковой скоростью), чтобы получить максимально аккуратный шов.
Треугольник
Этот метод перемещения чаще всего используется при необходимости сварки больших толщин, так как он позволяет за один проход получить широчайший шов до 4 диаметров электрода. Его очень удобно использовать для Т-образных соединений:
- Зажигается дуга и производится прогрев металла.
- В нижней части всё также нужно наплавить небольшую полочку на каждый из кромок.
- Начинаем сварку по центру, зажигаем дугу и немного задерживаемся (до 0,5 сек).
- Смещаем электрод на правую кромку и задерживаемся на ней.
- Переходим на левую кромку также задерживаемся на ней.
- Переводим на центр стыка чуть выше и повторяем процесс до завершения, задерживаясь на каждой из кромок и по центру.
Необходимо точечное замедление, чтобы сварной шов имел плавный переход к основному металлу (не очень изогнутый), а также во избежание подрезов.
Как правильно варить вертикальный шов полуавтоматической электросваркой
Вертикальные швы свариваются полуавтоматической сваркой, обычно проволокой диаметром от 0,8 до 1,2 мм. В этом процессе сварки при толщине до 4 мм очень часто используется метод «сверху вниз» без колебательных движений. Угол между линзой и заготовкой должен составлять около 20-35°.
Если толщина больше, сварка производится снизу вверх. Горелка совершает колебательное движение, как при ручной сварке. В основном это треугольное движение с задержкой в середине. Угол наклона резака к заготовке составляет примерно 75-85 градусов.
Сварочная дуга выравнивается по передней части бака. Это уменьшает поток жидкого металла, вызванный давлением дуги, и обеспечивает глубокое проникновение корней.
Виды соединений
Вертикальные сварные швы выполняются, например, на стыках:
- Нахлёсточные;
- Стыковые (встык);
- тавровые;
- угловые.
Встык
Вертикальная сварка обычно используется для труб, листов и конструкций поперечного сечения. Процесс может быть одноэтапным или многоэтапным, односторонним или двусторонним, с заплатой или без. Наиболее распространенным соединением является двусторонний V-образный шов17, который выполняется без подложки.
Сварка с разделкой шва толщиной до 3,5-4 мм обычно выполняется без колебательных движений и без разделки кромок за один проход. Если толщина более 4 мм, края обрезаются, и процесс осуществляется с помощью колебательных движений электрода.
Внахлест
Анкерный крепеж используется при сварке деталей из листового металла и при сварке деталей и форм. Наиболее распространенным является H1 по ГОСТ 5264. Согласно этому ГОСТу, швы могут иметь толщину до 60 мм. Процесс сварки осуществляется Z-образными маятниковыми движениями снизу вверх.
Как сваривать вертикальный шов при тавровом или угловом соединении
Вертикальные галтели и Т-образные швы свариваются снизу вверх колебательными движениями электрода в форме треугольника с задержкой на каждом конце и в середине.
Особенности
Сварка вертикальных швов имеет некоторые особенности. Например, при воздействии тепла на сплав образуются капли металла, которые стремятся непрерывно скатываться вниз. Этот процесс вполне естественен, но он также сопряжен со многими трудностями. Например, эти капли не обеспечивают хорошего воздействия на обрабатываемую поверхность. Для вертикальных швов, по мнению экспертов, больше подходит меньшая длина дуги. Это помогает обеспечить, чтобы силы поверхностного натяжения способствовали переходу от электрода к соединению. Чтобы закалить каплю непосредственно во время сварки, стержень необходимо слегка сдвинуть в сторону. Как только тепло уходит, металл очень быстро затвердевает.
Важно отметить, что верхняя зона ускоряет плавление металла. Кроме того, более быстрая кристаллизация наблюдается в швах и различных соединениях. Одним из наиболее важных параметров является сила тока. Как правило, выбирается более низкое значение, чем обычно.
Не стоит забывать и о технике точечной сварки, которая позволяет осуществлять низкую фиксацию двух элементов.


Долговечность сварных металлических конструкций зависит от качества и надежности соединения. В любой конструкции шов может быть одним из самых уязвимых мест. Шов показывает, насколько качественно выполнен сварной шов. Для мастера с небольшим опытом вертикальная сварка является очень сложной техникой. Тем не менее, его стоит выучить, так как он используется довольно часто. При использовании этого метода соединения металлических конструкций необходимо соблюдать определенные правила, иначе есть риск, что результат будет некачественным. Для вертикальных соединений рекомендуется использовать короткую дугу. В противном случае сварной шов может протечь из-за расплавления.

При прямом обжиге старайтесь располагать заготовку перпендикулярно обрабатываемым поверхностям. Это позволит вам сделать высококачественный шов. Во время процесса лучше всего стараться держать электрод немного наклоненным вниз. Сохраняя острый угол, можно удерживать раскаленный металл, чтобы он не стекал вниз. Следует отметить, что не всегда возможно предотвратить стекание металла. Однако можно увеличить интенсивность тока и быстрее перемещать обрабатываемую поверхность.
Однако при использовании этого метода необходимо соблюдать осторожность, чтобы дуга не стала слишком большой. Вы также можете перемещать электрод из стороны в сторону, чтобы увеличить ширину сварного шва.


Способы
Существует множество методов сварки, но перед началом практики рекомендуется ознакомиться с наиболее распространенными из них.

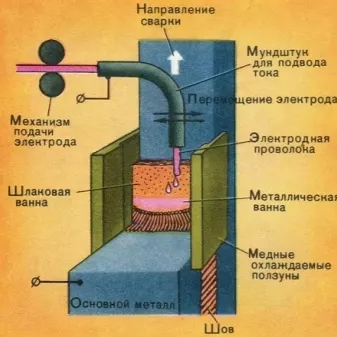
Электрошлаковый
Процесс электросварки позволяет соединять детали практически любой толщины. В то же время их можно сваривать за одну операцию. Следует отметить, что только этот процесс сварки имеет такую особенность. Он лучше всего подходит для сварки в вертикальной плоскости. Один проход экономит не только энергию, но и расходные материалы. Одновременно увеличивается производственная мощность. В результате получаются высококачественные суставы. Во время этого процесса между краями наконечника и медными пластинами образуется ванна из влажного шлака.

После погружения электрода в воду протекает ток и происходит нагрев до температуры плавления края рабочей поверхности и сердцевины электрода. В процессе плавления образуется сварочная ванна. После охлаждения металл начинает кристаллизоваться, и образуется высококачественный сварной шов. По мере остывания соединения стержень и пластины постепенно поднимаются. Таким образом, одной операции достаточно для получения качественного шва любой толщины. Расплавленный шлак — это легкий компонент, который постоянно находится на поверхности. В результате он защищает сварной шов от взаимодействия с кислородом. В конце процесса сварки шлак удаляется легким ударом молотка после охлаждения.

Электродуговой
Дуговой процесс требует тщательной подготовки свариваемых деталей. Этот показатель может варьироваться в зависимости от толщины свариваемого участка и типа сварки. Важно, чтобы соединяемые детали были закреплены специальными крепежами или подручными средствами. Во избежание тепловой деформации рекомендуется сваривать детали крестообразно или через равные промежутки времени. Эта техника обеспечивает безопасное соединение.
Вертикальные швы свариваются дуговой сваркой, при этом капли расплавленного металла движутся вниз. Расплавленный электрод перемещается в сварное соединение по каплевидному пути. Для равномерного стекания капель лучше использовать укороченную дугу.
Также можно прислонить конец стержня к передней части свариваемой зоны, чтобы предотвратить его прилипание к заготовке.

Для получения качественного вертикального шва используются следующие методы.
- «Снизу вверх» подразумевает, что сварочная канавка располагается снизу, а расплавленные капли попадают в нее сверху. Для предотвращения утечки жидкого металла электрод желательно располагать не прямо, а под углом к области, где будет соединение. При этом плавящийся конец электрода должен быть выше, чем часть в держателе. Это позволяет поддерживать канавку и предотвращает выплескивание металла. Таким образом, происходит кристаллизация нижних слоев, которые как бы выполняют функцию подставки для сварочной канавки. Эта техника создания шва в вертикальной области называется «ручной дуговой». Следует учесть, что при сварке ток надо устанавливать на значении, при котором кристаллизация будет проходить быстрее, чем электрод и поверхность кромок будут плавиться. Для этого нужна недлинная дуга, чтобы образовывались маленькие металлические капли.
Технология
Перед тем как правильно сварить вертикальный шов, необходимо подготовить заготовку. Его необходимо очистить от грязи, а затем отшлифовать. Важно, чтобы на металле не оставалось остатков масла, краски или ржавчины. После завершения подготовки можно переходить к следующему этапу — выбору метода сварки. Лучшим выбором для вертикальной сварки является инверторный сварочный аппарат и метод перемещения снизу вверх или сверху вниз. Кончик электрода должен быть направлен в определенном направлении в зависимости от ширины будущего сварного шва. Если он широкий, направление должно быть полукругом, кругом, каплей или петлей. Электрод должен двигаться слева направо, а стежки должны накладываться друг на друга.
Для узкой строчки рекомендуется сшивать небольшие участки вверх. Начало каждого последующего раздела должно начинаться с середины предыдущего раздела. Для больших зазоров рекомендуется использовать технику «лестница», а для малых — технику «треугольник» или «елочка». Электрод следует прижать с некоторым усилием к соединяемым поверхностям. Опытные сварщики должны произносить про себя число «22» каждый раз, когда они нажимают на сварочный прут. Это идеальное время для контакта электрода с металлическим листом.
Однако, если металл толще, «двадцать два» следует произносить медленнее, а если металл тонкий — быстрее.


Для получения качественного сварного шва значение силы тока должно быть правильным. Если сила тока слишком мала, сварной шов будет неэстетичным, а если сила тока слишком велика, металл может прогореть. Рекомендуется устанавливать мощность 30 ампер на миллиметр электрода. Еще одним важным моментом является то, что электрод удерживается под углом 45-90 градусов по отношению к рабочей плоскости. Сварка вертикального шва выглядит следующим образом.
- Внизу делается нахлест подготовленных поверхностей металла.
- Начинать процесс соединения надо не на месте нахлеста, а выше. Это позволит при ошибке избавиться от лишних исправлений.
- Включить сварочный аппарат и делать нажимы. Не забывать проговаривать про себя цифру «22».
- После того как все швы сделаны, необходимо провести зачистку поверхностей с внутренней и наружной сторон от шлака, который образовался.
- Если есть необходимость, то сварить металлические изделия с обратной стороны.
В следующем видеоролике представлена информация об угле наклона электрода при сварке вертикального шва.